



The G0704's spindle motor was originally swapped with a treadmill motor using Hoss's plans and that worked okay for a while. After a few months the treadmill motor started to arc under load or high RPMs. Having seen other people successfully do the conversion I am convinced that the problem was a bum motor even though it was said to be brand new. Knowing that the TM motor was on it's way out it could be replaced or upgraded with something a little more industrial.
After browsing automation direct a 2HP 3450 RPM C56 3 phase motor and 2HP GS3 VFD was on order. Surprisingly, shipping is quick and free for orders over $60. I think the total invoice was around $430. Could save $50 bucks by going with the GS2 drive.
Dove into some 3D modeling to figure out how to make this thing fit. Most people would probably do that before ordering but I was determined to make it work. Fortunately it fit even if it was just barely. Using a 30 tooth drive, 18 tooth spindle pulley, and 45 tooth belt (L pitch) there was roughly a quarter inch of clearance between the front and back of the motor. On paper this worked out to be a spindle speed of 6100 RPM at 63.7 Hz.
The new standoffs are a bit larger than what they need to be given the material on hand and putting minimal run time on the dying treadmill motor. In the end it worked out. For the 30 tooth pulley to clear a section of both stand offs had to be hogged out .250". So having the extra meat available made me feel better. The extra material extending down past the top of the head will also double as a tramming aid with the addition of a few screws.
The original spindle pulley attached using four set screws at 90° and didn't much care for how some seated in or on a spline. The new pulley has six 1/4"x20 set screws at 60° intervals. When tightened the screws make contact at the base of each spline. The hub of the 18t pulley had to be machined off to avoid collision with the motor's face plate. This also makes room for a simple spindle wrench. When changing cutters my left hand would some times slip and sliding down the end mill when breaking the draw bar free. A scar serves as a reminder for each incident... The motor pulley was pretty straight forward. Broach a 3/16" internal keyway and 2 set screws at 90°. Broaching the keyway was the biggest PITA of the whole project though.
The new motor is 35 pounds heavier than the treadmill motor so there was no expectation that the current Z axis arrangement would work. Surprisingly the 570 oz/in stepper and stock ACME screw worked just fine as is. If I ever get around to finish turning the last ball screw and nut mount it will be even better.
The electrical integration was pretty simple and clean. Mach3 controls the drive via a modbus link over RS-485.
With the drive set to V/Hz mode the spindle was running roughly 5945 RPMs at 60Hz. A little faster than the pencil whipped values but there is was no load. When in sensorless vector control mode it over rev'ed the spindle around 15%. Don't really know why but that is a problem for another day.
Still hasn't made its first chip yet so the jury is still out on performance. Don't anticipate any major problems though.
Here are the part numbers and suppliers if any one is interested.
Econo belt-
30t pulley - QPELA75030F20
18t pulley - QPELA75018F20
45t belt - QB-L01688-075
Automation Direct-
Motor - MTR-002-3BD36
VFD - 1GS3-22P0
Some pics and a video. It looks ridiculous but it can't be too big so long as it fits, right?
Results 1 to 20 of 34
-
08-26-2013, 05:48 PM #1
 Registered
Registered
- Join Date
- Aug 2010
- Posts
- 23
 G0704 2 HP 3 phase spindle motor upgrade
G0704 2 HP 3 phase spindle motor upgrade
-
08-26-2013, 05:56 PM #2
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
Which Modbus plug in did you use? I have only seen the two aimed at the Huanyang?
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
08-26-2013, 06:16 PM #3
Registered
- Join Date
- Aug 2010
- Posts
- 23
I just enabled the Modbus Input/Output and "modbus plugin supported". On previous projects I used the original Modbus configuration and VB script which was painfully messy. The new plugin plus brains were much much easier.
From there it was configuring it to write to holding registers 2330 and 2331.
To set the spindle speed write the frequency in Hz*10. My max speed is 6100 RPM @ 61.5 Hz, using a brain to divide the spindle speed command DRO by 99.187 (6100 RPM / [61.5 Hz * 10]) and fire that value to register 2330.
To stop and start the spindle send the CW active LED value to 2331 using a NOP.
That was the simplest way to get it going. Reversing and all that good stuff can be set up similarly. A few things may be added to address safety issues but for now I have the E-stop button paralleled to the BOB and External fault input of the VFD. If Mach 3 does go into an E-stop it does command the VFD to stop but I'd rather not rely on a serial link for that kind of thing.
-
08-26-2013, 06:34 PM #4
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
Thanks, I will have to look into it a bit deeper.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
08-26-2013, 07:14 PM #5
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
Incidentally does the Mach use similar Modbus master protocol, when a command is sent the slave has to reply with a valid answer CW CRC?
And is the protocol ASCII or RTU?
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
08-26-2013, 07:37 PM #6
Registered
- Join Date
- Aug 2010
- Posts
- 23
Yes. Modbus Master but RTU only. If you're only going to support one that is the best choice. Controls use the query and response format with CRC checking. The only thing I really don't like about Mach's implementation is that it writes to every Holding and Coil register configured as an output gets written every loop and never read. Being a SCADA and controls integrator I am used to output regs being polled for status and only written to when there is a change initiated on the Master side. Fortunately, the way the register map is set up in the drive it doesn't present a problem.
The drive seems to only support function codes 3 and 16. A handful of the digital status are packed bit wise into holding registers. The vast remaining digital type values have a dedicated holding reg with a value of 1 or 0.
-
08-26-2013, 07:38 PM #7
Registered
- Join Date
- Dec 2012
- Posts
- 26
can u post more picture of the clearance issue? .how u mounted the pulley on the spindle..I might buy the same set up for my MIll..
-
08-26-2013, 07:49 PM #8
Registered
- Join Date
- May 2011
- Posts
- 308
Nice job on the modbus setup, really clean! I would really appreciate it if you could go into a little more detail on your mach3 setup, VFD wiring and configuration maybe with a video if its not too much trouble? I would like to give it a try with my Hitachi VFD. I have struggled to find much info on the web about Mach3 and modbus.
Help me out I am a little confused...So the drive ratio from the motor to the spindle is 1.666 or is it .6? In the photo it looks like the 30T pulley is on the spindle and 18T on the motor so that would be .6 ratio. Wouldn't you be driving that 2 pole 3450 motor closer to 100hz to get 6100 rpm? The 6100 rpm motor should be turning the spindle at 6100*.6=3660RPM. Originally Posted by CodeRage
Originally Posted by CodeRage

-
08-26-2013, 08:00 PM #9
Registered
- Join Date
- Aug 2010
- Posts
- 23
I'll post some pics and the plans for the mounts tonight when I get home. Though I wouldn't call it an issue since there isn't one. Its just a tight fit. The only problem it created for me was having to relocate the Z home switch. I bored the spindle pulley to the same specifications in Hoss's Treadmill motor plans. Only difference is I had completely remove the hub and used 6 set screws instead of 4. Hoss would have to give his blessing before releasing those dimensions since it was his design to begin with. Nothing a good set of calipers cant help you sort out. Hope you understand. I am not trying to be difficult just respecting the value Hoss has put on his work. Originally Posted by bollero
-
08-26-2013, 08:18 PM #10
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
I am actually looking at a Modbus slave design using a PIC, so I can pretty much program whatever Mach throws out?
I just need 16 bit (2x8) register read and write for RPM read/Write, if possible, and M3/M4/M5 and possibly E-stop or slave failure.
So any links you can provide would be appreciated.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
08-26-2013, 08:21 PM #11
Registered
- Join Date
- Aug 2010
- Posts
- 23
Sure, will do. Might be a week or so before I can get to it, traveling the next few days for work. Very much doubt it is apples to apples versus a Hitachi drive but might get you in the right direction. Personally I have a LOT of experience with modbus and I had a lot of trouble sorting out how to use it with Mach 3. Originally Posted by Turbo442
Got it backwards mate. 30T on the motor and 18T on the pulley. Wouldn't feel comfortable revving that thing 167% of it's rating. Originally Posted by Turbo442
-
08-26-2013, 08:23 PM #12
Member
- Join Date
- Apr 2006
- Posts
- 8159
Thank you for the respect, it's nice to see. Originally Posted by CodeRage
The spindle pulley is really simple so it's no biggy to share it here since you have been so cool.
Here's my original but feel free to share yours.
Awesome work by the way, I'll be sure to pay attention for when I get around to mine.
Hosshttp://www.hossmachine.info - Gosh, you've... really got some nice toys here. - Roy Batty -- http://www.g0704.com - http://www.bf20.com - http://www.g0602.com
-
08-26-2013, 08:24 PM #13
Registered
- Join Date
- Aug 2010
- Posts
- 23
I have a modbus library for AVR's on google code some where. https://code.google.com/p/arduino-modbus-slave/ It's been a long time since I looked at it but it might give you a place to start. Originally Posted by Al_The_Man
-
08-26-2013, 08:27 PM #14
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
Thanks, except I'm using a Picmicro in assembly, so it may not be all that much help.
I have something worked out with the two Huanyang plug in's but I though this may be a bit more flexible.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
08-26-2013, 08:39 PM #15
Registered
- Join Date
- May 2011
- Posts
- 308
Well I am just happy to see someone getting it to work! I know its not probably not a direct comparison to the Hitachi but it sure would go a long way for some of us to understand what needs to happen with Mach and the VFD. Worst case scenario we could always pony up for that brand of VFD. I am pretty excited to try this. Originally Posted by CodeRage
-
08-26-2013, 08:55 PM #16
Registered
- Join Date
- May 2011
- Posts
- 308
OK I got it now the VFD is displaying spindle RPM. Originally Posted by CodeRage
-
08-26-2013, 10:46 PM #17
Registered
- Join Date
- Dec 2012
- Posts
- 26
so what do u need to spin the spindle at 7200 RPM..
-
08-26-2013, 11:40 PM #18
Member
- Join Date
- Feb 2004
- Posts
- 1311
Nice job, I book marked this thread for future reference. I had my original tmill motor fry and decided to just install another one since I use the mill for production work and time is $ as they say. Then I got pulled into a lot of other projects for the last few months and didn't finish the upgrades to my mill until this weekend. I am still considering going this route but was waffling between 1.5 and 2HP motors. Looks like the 2 HP might be the way to go!
cheers,
MichaelReelsmith, Angling Historian, and Author of "The Reelsmith's Primer"
www.EclecticAngler.com | www.ReelLinesPress.com
-
08-27-2013, 03:55 AM #19
Registered
- Join Date
- Aug 2010
- Posts
- 23
Hoss,
Thanks a bunch it really means a lot.
bollero,
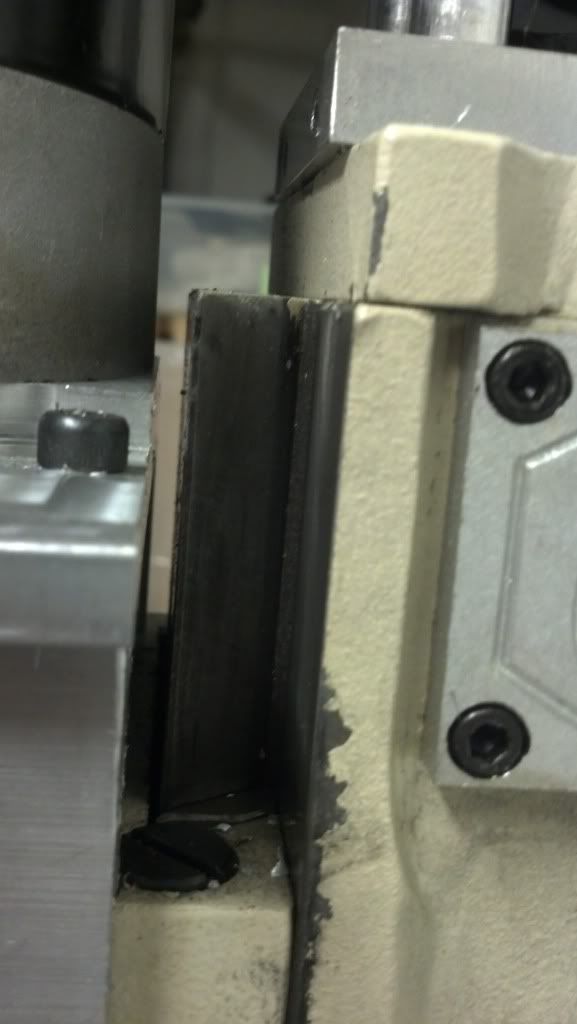
For 7200 I would go with a 16t and 32t pulley. Would need to calculate the right belt size though as there isn't any margin for error. Here are pictures of the clearances.
Front
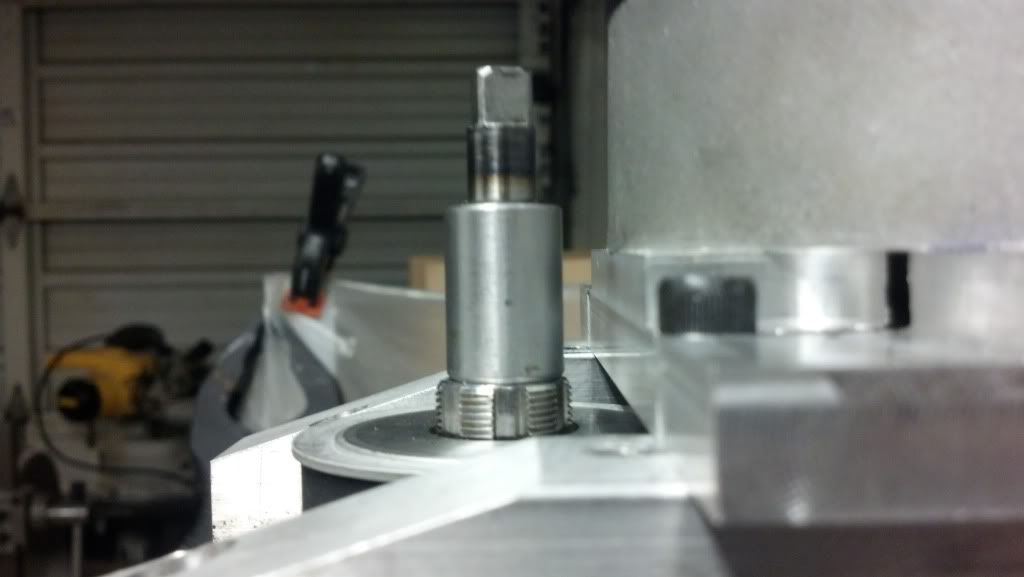
Back
Mhackney,
I would just go with the 2HP. The motors are the exact same dimensions and the price difference is negligible.
-
08-27-2013, 04:00 AM #20
Registered
- Join Date
- Aug 2010
- Posts
- 23
 C56 Motor mount prints.
C56 Motor mount prints.
Alrighty. Been tweaking some things in SW and converting to 2D drawings. Bear with me since it isn't something I do very often. Some quick notes first. There is only a drawing for the right stand off. The left one is a mirror image. The front of the center cut out has a double fillet and this is important to allow the belt to clear. The 18T pulley drawing only has 3 set screws at 120° apart and the one I made are at 60° intervals. Either will work. The goal was to have the screws bottom out at the base of their respective spline. four screws @ 90° will work just fine too.
The motor is bolted to the face plate with (4) 5/16 - 18 x 0.75 socket head screws. The face plate is held to the stand offs using (4) 1/4 - 20 x 1.00 socket head screws. The recess on the side put there to allow a wrench to get on a hex head bolt if I chose that route.
If I missed any major dimensions just holler and Ill do my best to fix them. There is also a 3d pdf for each part to help better visualize what it should look like. Most may not need it but it helps me seeing it modeled sometimes.
There is a glass of Bookers calling my name so, till tomorrow




 Reply With Quote
Reply With Quote


Similar Threads
-
g0704 motor upgrade whoa's
By kuyote in forum Benchtop MachinesReplies: 1Last Post: 04-18-2014, 06:48 PM -
how to connect single phase spindle motor with 3 phase inverter
By pdsherathia in forum Benchtop MachinesReplies: 10Last Post: 01-19-2014, 07:15 PM -
G0704 Motor upgrade?
By jeazor in forum Benchtop MachinesReplies: 5Last Post: 02-14-2013, 01:00 PM -
G0704 spindle upgrade
By fragger6662000 in forum Benchtop MachinesReplies: 2Last Post: 04-23-2011, 09:33 AM -
fitting a 110v or 220v single phase spindle motor on a 3 phase machine
By mwood3 in forum Benchtop MachinesReplies: 12Last Post: 10-13-2009, 03:53 AM
