



I've been quizzing Tormach on the lathe and still can't get a solid answer on a 5C collet closer. I would be looking for something that was pneumatically actuated so I could do automated bar pulling/feeding. Is there any info out yet on compatibility? They have mentioned a closer, and even shown this in videos, but I'm worried about availability. If there is an aftermarket option available, it may be worth buying it for the lathe out of the gate.
Thread: Lathe Collet Closer
Results 1 to 20 of 38
-
04-30-2014, 04:36 PM #1
 Registered
Registered
- Join Date
- Mar 2012
- Posts
- 102
Lathe Collet Closer
-
04-30-2014, 07:26 PM #2
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Re: Lathe Collet Closer
I think that Royal Products sells air-operated closers. They've been in the market for years and manufactured in the US.
Royal Products
BTW, they sell some collet chucks that look interesting at first glance - 1/16-in range per collet, but there's a price to pay for that range.
Mike
-
08-14-2014, 04:23 PM #3
Gold Member
- Join Date
- Sep 2012
- Posts
- 1543
Re: Lathe Collet Closer
I have a Dunham and a Powerhold collet closer on my GT-27 lathes. I don't see why they wouldn't work, you just need 2 relays and some air solenoids
-
08-14-2014, 07:57 PM #4
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Re: Lathe Collet Closer
Another option might be an air-actuated chuck with soft jaws. Northfield is one manufacturer:
Precision Air Chucks On Northfield Precision Instrument Corp.
but they aren't cheap, maybe $2-3k or more new. I managed to find a used one for a few hundred. Just need a lathe to use it on.
Mike
-
12-07-2014, 12:27 AM #5
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
I just bought one of these for my 15L:
Atlas 5C Air Powered Collet Chucks/Fixtures - ROVI Products Inc. - Machine Tool Manufacturing
It's amazing! Leaves the spindle clear, and the dead length actuation is huge benefit. I'll be setting up a bar puller soon.
Well....as soon as I find the M codes for the closer output. Having to actuate it manually is driving me crazy!
Anybody know them?
-
12-07-2014, 09:36 PM #6
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Re: Lathe Collet Closer
Looks like a nice bit of kit as the UK folks say. How does the Tormach controller interface with the chuck?
-
12-07-2014, 10:30 PM #7
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
The Tormach has (2) 120V controlled outlets in the back of the control cabinet. One is for the coolant pump and one is for the collet closer. There's a button on the screen, for each, to toggle them on and off. There are also M codes for a program turn the coolant on and off. I haven't found the M codes to have the program turn on and off the collet closure outlet, yet. I've sent Tormach an email asking, but haven't heard from them. I may use the outlet for the coolant to control the chuck for now. But I know I'll need coolant in the future, so that's just a short term solution. I'm currently running Delrin parts and I'll be setting up a bar puller/gang tooling this week. I'm not standing there for 500 parts!
I mounted a 120V pneumatic valve on the machine and ran the wire with a standard plug to the outlet. The hoses act as the anti-rotation as well. They were supplied with wound wire "spring" covers to keep the chips from melting or wearing the tubing. And I added an SMC brand FRL. Very simple.
I just finished a short run of 100 parts and did it manually. Had to anyway, as it was a 2nd op. I can say I'm very impressed with the chuck! The air fittings were too cheap and the threads didn't seal, and they were for 6MM tubing. New ones solved that.
-
12-08-2014, 01:10 AM #8
Registered
- Join Date
- Jan 2007
- Posts
- 1332
Re: Lathe Collet Closer
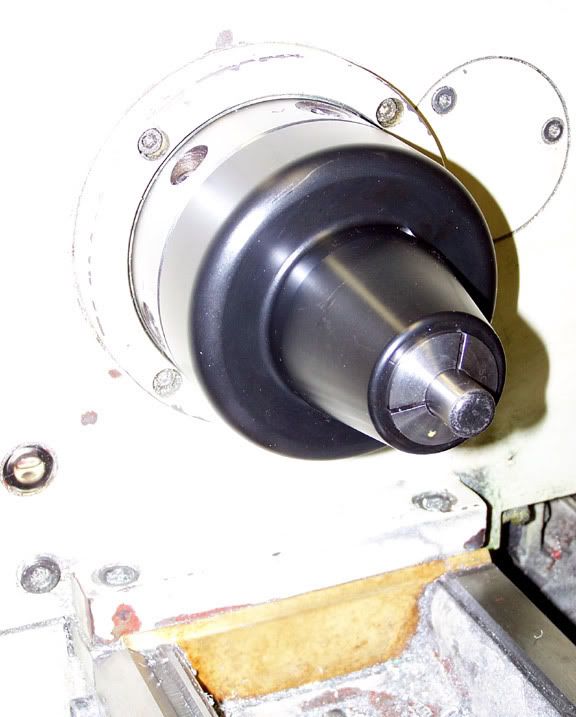
I have a Royal pneumatic 5C closer. My Royal closer uses a special D1-4 nosepiece as shown below. So no having to knock out a Morse 5 to 5C adapter every time I need to mount another chuck. The collets are removed from the nosepiece by first removing the 5C key using an Allen wrench then using a three pronged wrench rotating the collet from the front. For some unkown reason Royal does not have a through hole on this closer. I machined a through hole in the rear closer cover plate as shown below. The pneumatic closer has less vibration than the lever type. I also added quick disconnects on the air lines for quick removal of the closer.
Don C.


-
12-08-2014, 01:29 AM #9
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
Don,
I saw your closer and modifications on another thread. I decided on the Atlas because it also is a D1-4 mount, but the biggest reason for the Atlas is the dead length function. It already has the through hole, and quick disconnect hoses.
The price was pretty much the same. The Tormach is so new, I knew I'd never find a used closer. I'll doing a lot of production work, so I'm hopeful this will all pay off.
Rob
Attachment 259850
-
12-08-2014, 03:37 AM #10
Registered
- Join Date
- Jul 2004
- Posts
- 1424
Re: Lathe Collet Closer
That is pretty wild. Expensive, but considering that a Bison 5c chuck with a D1-4 mount will run about $800, not unreasonable. Nice that it leaves your through hole unencumbered. Although the 5c chuck isn't going to max out the 1.4" through hole.
I was sitting there cranking on the doggone key on my Bison 5c yesterday thinking that I wish I had gone for a drawbar. on my manual mill I will have to hunt around for a bit I can chuck in a cordless screwdriver to speed up the process. It is a lot of hand cranking.Tim
Tormach 1100-3, Grizzly G0709 lathe, Clausing 8520 mill, SolidWorks, HSMWorks.
-
12-08-2014, 05:34 AM #11
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
tmarks11,
I took the leap. I know it will pay for itself. The Tormach manual lever closer is $1,000. The Royal is $2,600. I figured for a couple hundred more, might as well get something with production style features.
I've been making the parts on a South Bend with lever 5C closer and 6 position bed turret. I kinda knew what I wanted to get away from
Maybe I should have gone with the 16C size. Time will tell.
-
12-08-2014, 04:41 PM #12
Registered
- Join Date
- Mar 2005
- Posts
- 180
Re: Lathe Collet Closer
Aren't M10/M11 the usual codes for chuck Close/Open control? I believe that's what my AhHa lathe controller uses. Originally Posted by rob1934
Originally Posted by rob1934

Dave
-
12-08-2014, 06:04 PM #13
Registered
- Join Date
- Jan 2007
- Posts
- 1332
Re: Lathe Collet Closer
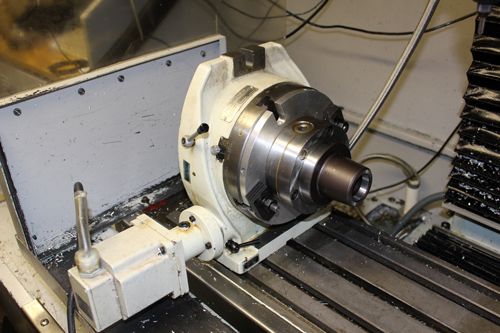
I have a Bison 5C chuck mounted on my 8" Tormach RT. See photo below. I use a Craftsman speed wrench Craftsman Universal Joint (3/8 Drive) angles in with a Harbor Fright 1/2" to 3/8" adapter (modified to 9mm) 3 Pc Impact Socket Adapter Set to quickly tighten or loosen the Bison 5C chuck. Originally Posted by tmarks11
Since the Tormach slant lathe has the ability to take a 5C adapter right in the spindle I don't see any advantage of using a D1-4 Bison 5C chuck on this lathe. Also the maximum through 5C collet is 1.063" so one couldn't use the full 1.4" through hole anyhow. Even a hollow drawbar has enough ID to accommodate a 1 1/16" through part.
One of the advantages for me in using the Royal pneumatic 5C closer is the ability to quickly and repeatably dial in the closing force using the differential air pressure regulator shown below. I used this feature for machining thin walled Turcite parts held in a 5C collet without distorting the part. Perhaps one could do the same thing with the Atlas pneumatic 5C closer.
Don C.
-
12-09-2014, 03:08 AM #14
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
Yeah that's typical M code for several controls. But Tormach uses something else. Every time I have a minute, I try a few more. I'm past M100......
M8/9 are the coolant on and off.
Ah, Ok Don, Now I see what your doing. I wasn't understanding. I'll remember that when I'm making Delrin sleeves. Up to this point, I've only made them with a lever style closer on the manual lathe, and it's fussy. I'm already using that style of regulator on mine, for the current parts, I just adjust for good grip and a tad more. I've also yet to make this quantity of parts over 3/4" dia. and all the fixtures I have are 5C. Not to say it won't happen, and if it does, I'll change out the back plate to fit one of my other machines and get the 16c set up, If that's big enough.
About 1/3 of what I run are second ops, so the dead length was a feature I was looking for as well.
-
12-09-2014, 08:29 PM #15
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Re: Lathe Collet Closer
Have you seen this page on Tormach's site: Originally Posted by rob1934
M-codes Machine Code Reference | Tormach LLC providers of personal small CNC machines, CNC tooling, and many more CNC items.
The section on user-defined M codes may be of interest. I haven't thought about it at all and have minimal programming experience, but could a custom M-code and associated macro be used to do what you want?
Mike
-
12-09-2014, 10:54 PM #16
Registered
- Join Date
- Mar 2005
- Posts
- 180
Re: Lathe Collet Closer
Looks like using a user-defined M code (100-199) calls an external program. From the Lathe Operator Manual: Originally Posted by MichaelHenry
"The external program named M100 through M199 (no extension and a capital M) is executed with the optional
P and Q values as its two arguments. Execution of the G-code file pauses until the external program exits. Any
valid executable file can be used.
The file must be located in the folder ~/subroutines"
So if you can take a look in the /subroutines directory you should be able to see what, if any, M codes >= 100 defined.
Dave
-
12-10-2014, 01:36 AM #17
Registered
- Join Date
- Oct 2013
- Posts
- 10
Re: Lathe Collet Closer
Great thought Dave, I'll look in the folder to see if anything is there. While the mill is running tonight, I'll try to break out of the operators screen and see what operating system is behind it.
I read about programming a user M-code too, but there's information missing. Like how to address the relay. I think the language it uses is Visual Basic, but not sure. Still trying to figure out if the lathe is Tormach's re-written Mach program (I don't think so, doesn't it need windows? I don't see the windows logo appear anywhere.) or Linux CNC.
I thought I had enough to learn without becoming a programmer as well! I'll spend some time on it, maybe not so far out of reach as I think.
And - I'll email them again.
-
12-10-2014, 02:18 AM #18
Registered
- Join Date
- Jul 2004
- Posts
- 1424
Re: Lathe Collet Closer
I seem to recall on the early email list that they said it was a customized version of LinuxCNC. The user manual does say "PC Linux Control". Originally Posted by rob1934
Since the collet closer M code is not mentioned in the user manual (although it does say"The AC outlet for an optional pneumatic collet closer is automatically controlled via M-codes"), I would bet that it hasn't been implemented in the controller software yet. Tormach doesn't sell the pneumatic closer yet, so they haven't bothered to update the software.
Did you try calling them and asking?Tim
Tormach 1100-3, Grizzly G0709 lathe, Clausing 8520 mill, SolidWorks, HSMWorks.
-
12-10-2014, 04:25 AM #19
Registered
- Join Date
- Mar 2005
- Posts
- 180
Re: Lathe Collet Closer
I've never used linuxcnc (used linux a lot though for work), but I just checked out some of the documentation. Looks awfully familiar:
"The external program named M100 through M199 (no extension and a capitol M) is executed with the optional P and Q values
as its two arguments. Execution of the G code file pauses until the external program exits. Any valid executable file can be used.
The file must be located in the search path specificed in the ini file configuration. See the ini config section of the Integrators
Manual for more information on search paths."
Funny there's even an example for a collet closer (I wonder if Tormach just went with their example?):
"For example to open and close a collet closer that is controlled by a parallel port pin using a bash script file using M101 and
M102. Create two files named M101 and M102. Set them as executable files (typically right click/properties/permissions) before
running LinuxCNC. Make sure the parallel port pin is not connected to anything in a HAL file.
M101 Example File
#!/bin/bash
# file to turn on parport pin 14 to open the collet closer
halcmd setp parport.0.pin-14-out True
exit 0
M102 Example File
#!/bin/bash
# file to turn off parport pin 14 to open the collet closer
halcmd setp parport.0.pin-14-out False
exit 0
"
-
12-11-2014, 04:09 PM #20
Registered
- Join Date
- Dec 2008
- Posts
- 47
Re: Lathe Collet Closer
This was an oversight in the initial release of the manual, but it is implemented in the current lathe software release.
The actual M codes for the collet closer are “M64 P2” for ON and “M65 P2” for OFF. These will change the state of the outlet marked "closer" on the back of the lathe.
Thanks to the forum for pointing this out. We have it marked for the next manual revision.Andy Grevstad | Tormach LLC
1071 Uniek Dr. | Waunakee, WI 53597 | www.tormach.com

 Reply With Quote
Reply With Quote



Similar Threads
-
Lever Collet Closer For Haas Tl1 & TL2 Lathe
By Rovi in forum News AnnouncementsReplies: 0Last Post: 07-15-2011, 08:13 PM -
mini lathe lever collet closer?
By InspirationTool in forum Mini LatheReplies: 23Last Post: 09-03-2010, 09:39 PM -
Collet Closer
By Clark in forum Bridgeport / Hardinge MillsReplies: 2Last Post: 11-15-2008, 09:19 PM -
Need TL-1 Collet closer
By john whidden in forum Haas LathesReplies: 6Last Post: 03-04-2008, 08:07 AM -
FS? collet closer for TL-1
By Mark Hockett in forum Haas LathesReplies: 0Last Post: 07-09-2007, 06:12 AM
