



I recently picked this Milltronics Partner 1F up and got power hooked up to it today. I bought it sight unseen from a company that was using it up until about 6 months ago when, according to them, wouldn't home anymore. They decided they didn't want to deal with it and outsourced their CNC needs. I figured it could be as simple as bad limit switches or wiring, and for $1,750 I couldn't couldn't wrong.
I first powered up the computer alone off of 120v. Besides a low CMOS battery, which after looking at has some corrosion and needs to be replaced anyways, everything seemed to check out. I need to get some floppies to save the parameters before the battery craps out, and a DIN adapter for my keyboard.
Then I ran my single phase power to L1 and L3 and turned it on. No funny noises, everything seemed to power on. Sweet.
On the control main page I tried the jog and handwheel buttons to move the spindle off the blocks used during transport, but got an Error 450 E-Stop Condition. Kept pressing Esc to exit the error.
Then I pressed the Reset button next to the e-stop and the Z and Y axis both made rapid movements! The Z moved down about 4 inches from the table surface, which was still blocked with 3 2x4s mind you. And the Y moved back, past its limits and almost looks to be touching the back column now. Because they moved at the same time the wood managed to pop out.
Now why would the reset button make those move?
And I tried looking into the 450 error. Some threads saying that too much incoming voltage could cause problems. I checked my incoming at 239v. Will I have to look into some kinda of buck/boost transformer to lower it to 220v?
Hopefully I'm not in too far over my head here and can get this up and running with some guidance.
Results 1 to 20 of 33
-
10-12-2017, 10:55 AM #1
 Registered
Registered
- Join Date
- Oct 2017
- Posts
- 39
Partner 1F w/ Centurion V first start up problems
-
10-12-2017, 04:45 PM #2
Registered
- Join Date
- Sep 2010
- Posts
- 529
Re: Partner 1F w/ Centurion V first start up problems
I'm no electrical expert, but your incoming power can be adjusted by changing wire connections on your transformer. Why it ran away when you reset the drives, I can't say for sure, but you might want to check the plus and minus 15V power supply for proper voltages. When I got my machine, it was putting out +15 but -24, so the imbalance caused me all sorts of problems related to the voltage imbalance going to the servo drives. I rebuilt that power supply with some parts off eBay.
The CMOS battery... you will want to fix that. Mine had already lost parameters, so I had to type those back in by hand.
-
10-12-2017, 09:42 PM #3
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
Well I think I got it figured out, I actually had time to dig into it today. Took the belt covers off and wheeled the axis towards the middle of their ranges. The X-axis wouldn't budge at all at first, it was jammed up pretty well. Got it wheeled back finally and took a look inside. Looks like someone crashed it hard enough into it hard limit that it broke its mounting bolt off. I also found a mangled limit switch on the Y-axis. I just bent back into shape for now, I'll have to get one ordered.
After moving them all back by hand I fired it up, and lo and behold I had the option to Home. Fingers crossed, hand over the E-stop, hit start. And she homed!
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
Mangled limit switch.
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
Little video of jogging each axis. X doesn't sound too great, what should I be looking at there?
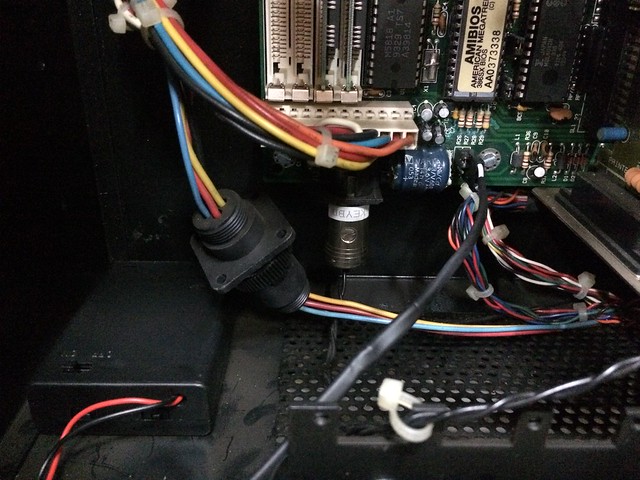
And for the CMOS battery, has anyone used that 4 pin header off to the right to hook up an external battery pack. I'd rather do that than solder in another battery.
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
-
10-14-2017, 04:33 PM #4
Gold Member
- Join Date
- Feb 2009
- Posts
- 6028
Re: Partner 1F w/ Centurion V first start up problems
I see a lot of debris, but no oil..
Sent from my SM-T813 using Tapatalk
-
10-23-2017, 02:13 PM #5
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
Update:
Got air hooked up, heard some leaking from the tool changer. I'm waiting on tool holders still, but it ran through the tool change program fine as far as I could tell. Took the covers off and found the air leaking from cracked air valves. Ordered those (Parker PVLB1216067) and a couple limit switches (Panasonic Az-7141) for the y-axis.
Hooked up a keyboard and got the parameters backed up on floppies. Still waiting on the battery holder to replace the CMOS bat.
Now I'm trying to diagnose the x-axis noise. I slathered a palm full of grease on both ends of the ball screw and slowly traversed the table back and forth. The noise is still there.
Id like to unbolt the ball nut to see if that's it or the thrust bearings, but I can't for the life of me think of a safe way to take the springs off the x-axis way covers, and get them back on afterwards. What's the best way to get those guys off?
-
10-24-2017, 03:51 AM #6
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
New way wipers came in today. After some searching I ordered what I thought would work from Dynatect, TFW-1/8. You get 5' for $25. Fit perfectly.
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
Also got the external CMOS battery put together and installed. Installed with the machine on, then moved the jumper to EXT. Cycled power, and no more CMOS issue at start up.
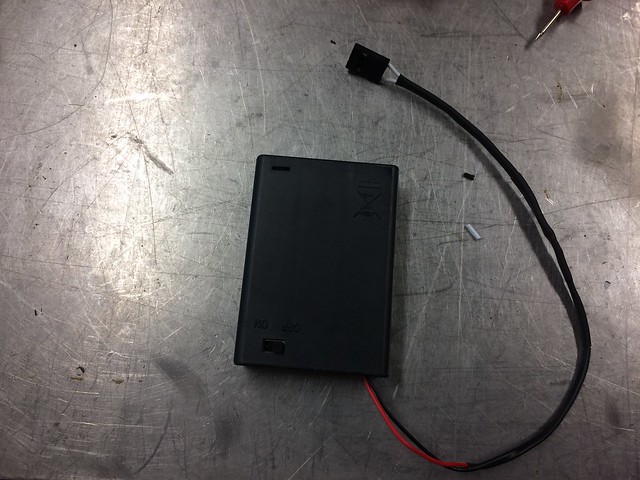 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
-
10-26-2017, 03:25 PM #7
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
2 things to note:
1. on the old CMOS battery, Remove the old battery and any corrosion, It will eventually work down into the mother board and "kill" the board. You may have to pull some boards and power supply connectors out of the way to get into the area.
2. The "Error" 450 is a "E STOP" condition. It means that the drives ARE NOT enabled. Pressing "reset" will enable the drives and pull the 450 error. This circuit runs thru the front panel, thru the limit switches thru the spindle drive.
If "hung" on a limit switch, Press and HOLD in the reset button and then press the jog buttons to move the axis. This can only be done while coming off the error 450.
The machine should ALWAYS boot up to the Error 450.
Sportybob
-
10-27-2017, 05:12 AM #8
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
Thanks for the reply sportybob. I understand the 450 error after reading some other threads. Still not sure where it ran away after that initial start up.
And yes, the original CMOS battery has to be removed still. Just showing that was easily replaceable without upsetting the parameters.
-
11-25-2017, 06:36 PM #9
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
Hi Stagen, when greasing the ball screw it helps to "run the grease in.
write a program like this:
G1F2 (slow so that the grease can be worked thru the nut end seals)
N1 X0
X-25
GOTO N1
run for a good 1/2 hour.
or you can write it to combine all 3 axis. just time the Z so you don't hit the vise.
on the X axis way cover springs, I use a loop of wire to ease thee spring back and then to pull it back out. you will need two loops.
Do not unscrew the ball nut from the shaft. all the little balls will fall out and make you unhappy.
with the ball screw out of the machine you can install a grease zerk or using some fittings and a 6" brake line make a U around the inside of the nut with a zerk fitting on the end of the brake line. It is still a pain to grease but it will allow direct greasing of the nut.
If you have any questions, PM me
or call 952-288-6340
sportybob
-
12-04-2017, 10:49 AM #10
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
Thanks Bob for replying and for that nice little program. Got it saved to do all 3 at the same time.
Small update. While I got my garage insulated and wired up to be usable in the coming cold days I didn’t touch the mill for a week or two. Go to start it up, press reset, and all 3 axis tried to runaway again. WTH. So I took the computer out, cleaned all the board contacts with a pencil eraser, unsoldered the old CMOS battery, checked for any noticeably bad wires, and put it back together.
Start up, reset, all 3 try to run again. Frustrating.
Replace 2 limit switches on the Y axis, and got all the packed in chips vacuumed out from under all the way covers. I had also noticed that when the runaway occurred, the axis were usually parked somewhere along the midpoint of their travels when the machine was turned on. So I wheeled them all by hand to their home switches and tried again. Reset, honed, sweet.
Still paranoid about runaways reoccurring, I would send it home before switching off, and haven’t had a problem since.
I also had a problem running a toolchange. The M06 macro program would send Z to +.0100 which would trip the positive software limit I have set to .000. After some searching I found the program and it’s path in the A:\ drive. Did I mention I’m new to DOS as well? I couldn’t figure out how to edit the file. EDIT was a bad command, I got TYPE to show me the whole text file. Then while searching online to figure out drive paths to get my floppy drive working again (didn’t reset the CMOS data) I came across a post that said you could edit files through the CNC program by using F4(any) and entering its full path. So typed A:\TC\P1-6.ATC and voila, I was able to edit the macro to z0 during the head up phase.
Theres a lot of helpful posts out there that address things not mentioned in the “Centurion V” manual I downloaded from Milltronics, but they’re scattered and take a lot of searching for. But I’m slowly figuring this thing out. Hopefully I’ll be making chips in a couple days.
-
12-05-2017, 02:22 AM #11
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
Hi Stagen, Axis runaways are usually caused by one of two problems.
1. missing 5vdc to the encoder(s) / bad encoder.
2. missing tach voltage from the motor to the drive card.
as you are getting all 3 axis running away. 1. check the 5VD at the axis connectors, Pins #7 is ground / o volt pin 8 is the +5vd.
2. pull the connector from the drive, long one with the blue wires, clean the pins and reinstall. might not be making good contact.
Leaving the table on the home switch can cause the switch to get sticky and cause problems. after sending back home jog the axis back from the switch a little bit.
Let me know the results of your checks.
sportybob
-
12-06-2017, 01:46 PM #12
Registered
- Join Date
- Nov 2013
- Posts
- 128
One of the first things I would do on any DC machine that has been sitting for an extended period and is running away is to pull all three axis motors and clean the tach feedback commutator with a pencil eraser and blow out any carbon residue with clean dry air. You mentioned the axis movement sounding rough, on the DC machines, 75% of the time this indicates sporadic tach feedback voltage going to the drive causing it to lose its mind. For example, if the drive sees no feedback, it will run away as it tries to maintain position because it doesn't know the motor is turning without that feedback. Many people have mistaken this issue for bad thrust bearings or ball screws. It is the first thing to check and the cheapest.
 Originally Posted by stagen
Originally Posted by stagen

-
12-08-2017, 04:54 AM #13
Registered
- Join Date
- Oct 2017
- Posts
- 11
I have a milltronics partner 1d with centurion 5 controller. Wired it up to single phase 220v, turned it on and got this screen. Says insert Boot disc in drive A. Anybody know anything about this?. Also the safetronics frequency drive is showing EF3 on the digital display. What does this mean? Here are some pics
-
12-08-2017, 04:15 PM #14
Registered
- Join Date
- Sep 2010
- Posts
- 529
Re: Partner 1F w/ Centurion V first start up problems
I don't know if it's of any help, but my GP5 Safetronics manuals says EF3 stands for External Fault at Terminal 3, then says Fault occurred in the external control circuit, then under corrective action it says "Check the condition of the inout terminal. If the LED lights when the terminal is not connected, replace the inverter."
I would ask, was this machine running prior, or this is the first time you are trying to start it up and you are getting theses issues?
-
12-08-2017, 11:15 PM #15
Junior Member
- Join Date
- Jun 2010
- Posts
- 132
Re: Partner 1F w/ Centurion V first start up problems
Search forum for sim disk battery, or look at this thread. Ef3 is normal before you reset servo drives. Sounds like you have a dead sim disk battery.
http://www.cnczone.com/forums/milltr...-diskette.html
-
12-15-2017, 09:59 PM #16
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
Hi Rivet head, The EF3 error means the machine is not in reset, this is a normal error.
The error on the screen means that it is not finding the simdisk, long card with the DOS and CNC software on it. try reseating the board. OR It means that you have a Cat 900 control with a bad CMOS battery, post a pic of in side of the control.
If you have a CAT 900 control, it means that the battery needs to be replaced and the CMOS software needs to be loaded, BAD news, that software is not available. GOOD news I have a SBC ( single board computer update available that works with the 8 bit ACRO loop cards.
Get me a picture 1st
PM me for more info or call me 952-288-6340
sportybob
-
03-07-2018, 05:20 AM #17
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
Been awhile, but the run away issue has been fixed for a couple months. But with the cold I haven't been out in the garage much to play around with this.
Anyways, the axis run away seems to have been the long connector the Z-axis Glentek board not being fully seated. Since then I haven't had an issue resetting the drives. I also made a custom M-code to set an unload position to keep off of the home switches when powered down.
On to the next issue. While sitting idle, all 3 axis are rapidly moving +/-.0001 on the following error screen. With the covers off of the axis belts you can feel the motor twitching back and forth. Kinda makes it a pain indicating anything or checking backlash.
I did my best to clean the x and y axis motors. Could've done a better job I had completely taken the motors out of the enclosure, but I wasn't sure how to remove the wiring without ruining anything since they don't have quick connect plugs.
Also noticed the screen will occasionally black out for a second or two, more than once its been during a rapid move with by jogging or in a running program. Sometimes when pressing the reset button. Doesn't affect the program running, but it does seem odd.
I'm wondering if both of these issues could be a voltage issue somewhere (not sure where or what to check), or if the axis cards need to be tuned (?) which doesn't explain the screen issue however.
-
03-09-2018, 01:37 AM #18
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
Hi Stagen. The following error is a diagnostic tool usually used for setting up the drives. when the drives are adjusted the following error should be a "dither" .0000 / .0001 back and forth.
I think you are look at the motor trying to "decide" which "tach pole" to look at. The motor will jump back and forth "this one, oh no wait, this one, no wait " etc.
You will need to clean the motor tach.
The tach is located under the encoder mount under the cap.
Loosen the "coiled" strain relief and the cable will be able to be slid forward giving you enough room to work.
You will need electrical contact cleaner and possibly a rubber eraser. Blow out any dust 1st. then spray down with cleaner. look carefully at the copper tach and clean up any crud in that area.
carefully reassemble.
Kinda of a pain, but sitting for a long time, crud will grow.
Sportybob
-
03-09-2018, 02:41 PM #19
Registered
- Join Date
- Oct 2017
- Posts
- 39
Re: Partner 1F w/ Centurion V first start up problems
I'll try cleaning the tachs better, I just simply blew out the carbon dust the first time I was in there. Leaning over into the enclosure to clean them is a bit of a pain.
Now say one of the axis "dithers" (I like that haha) .0004/.0005, but the other two are .0000/.0001 like you said, does the drive need to be adjusted?
Edit: Had a look, am I right in assuming the Y axis could have been changed at some point since the version number is different? Thats the axis that has the .00004/.0005 difference.
 Untitled by Michael Hagen, on Flickr
Untitled by Michael Hagen, on Flickr
-
03-09-2018, 04:22 PM #20
Registered
- Join Date
- Jul 2010
- Posts
- 548
Re: Partner 1F w/ Centurion V first start up problems
yeah, getting at the motors can be a pain.
you could try running the axis back and forth and see if you can ware off the crud.
This program can also be used for setting the following error. adjust program for which ever axis you are running. set G54 to 0 for X and Y axis, set Tool height to 0 for Z axis.
got to, program, text, new
(X axis)
G1F100 ( sets the machine in a feed move at 100 IPM)
N1X0 ( line #1 moves X to 0)
X-10 ( moves X -10 inches)
GOTON1 ( loops back to line 1)
( press halt to stop the program
attached is the procedure to set the drives and following error.
sportybob

 Reply With Quote
Reply With QuoteSimilar Threads
-
Partner 1G Centurion V 450 error
By BilletCharlie in forum MilltronicsReplies: 8Last Post: 07-06-2012, 02:34 AM -
Milltronics Partner III / Centurion IV
By JoshuaJ in forum MilltronicsReplies: 8Last Post: 12-22-2011, 05:14 AM -
Milltronics Partner 4 w/Centurion 5 -> Error 450 and keyboard problems!!
By varga in forum MilltronicsReplies: 37Last Post: 01-27-2011, 08:10 PM -
Partner IV w/Centurion V Problems
By KurtsKustom in forum MilltronicsReplies: 19Last Post: 05-10-2008, 01:53 AM -
Partner centurion 1 control
By jas6142 in forum MilltronicsReplies: 1Last Post: 12-04-2006, 05:49 PM
