



I got my Powermax65 last week and got around to hooking it up and doing a few test cuts. Cuts are on par with the 45 but I can go a lot faster now. 3/8" and 1/2" are much better with the 65.
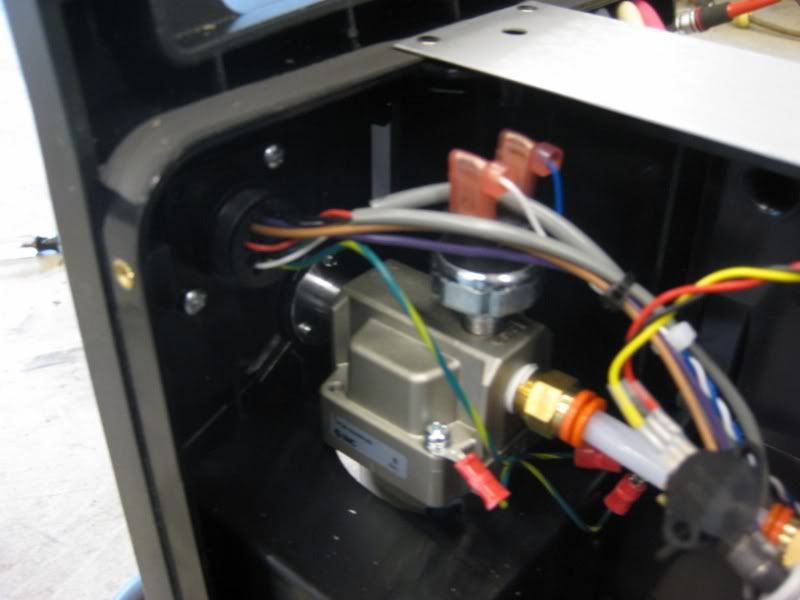
Hooking up the arc volt wires.
I added two pins on the cpc port for the arc volt wires. All the other pins are the same as the 45. If you need to run the hand torch like I am, you jump the orange and yellow wires going to the torch together to allow it to fire.
Cuts made with 65 amps. 3/16",1/4",3/8" and 1/2". Two sides have no bevel but the other two have a few degrees of bevel.
Ryan
Thread: Powermax65 THC connections.
Results 1 to 14 of 14
-
11-20-2010, 04:59 AM #1
 Registered
Registered
- Join Date
- Nov 2005
- Posts
- 152
Powermax65 THC connections.
-
11-20-2010, 01:56 PM #2
Registered
- Join Date
- Jan 2008
- Posts
- 2247
Most likely the two sides with bevel is caused by the torch being not perfectly square to the plate. This is very difficult to do with the hand torch!
With the machine torch, you can accurately square to the plate, and, you do not need to do any wire splicing to get the plasma start signal to work, simply connect to pins 3 and 4 on the rear panel connector.
In a couple of weeks I will post the plug and play connectivity of the Powermax65 and 85. Using the machine torch I will mount the torch, and plug a single connector into the rear panel receptacle, no wire splicing, no internal connections....to interface to my cnc machine with torch height control.
The machine torch is a bit more expensive, but over time (to me) it is well worth it.....more accurate cuts, easier consumable changeout, and a safe, simple interface.
Jim
-
11-20-2010, 04:49 PM #3
Registered
- Join Date
- Nov 2005
- Posts
- 152
The torch is square I have it mounted in a clamp aorund the retainging cap. I would of bought a machine torch but I still use the machine by hand and did not realy have a extra $600 laying around for another torch. You can not do a direct plug and play with Candcnc THC. You have to have raw arc volts. Why doesn't Hypertherm put raw arc volts in the CPC? Originally Posted by jimcolt
Originally Posted by jimcolt

-
11-20-2010, 06:31 PM #4
Registered
- Join Date
- Jan 2008
- Posts
- 2247
You can very easily plug and play connect to the c and cnc torch height control. The 65 (and 85) have a built in voltage divider (if ordered with the cpc interface connector) and the divider output ratio is adjustable. If you know the ratio of the c and cnc voltage divider, then you can bypass it and connect directly to the analog input of the THC circuitry, although I would suggest verifying the connections with Tom at C and CNC.
Raw arc voltage can be as high as almost 300 vdc. If we built a unit with that voltage on the interface connector the unit could not be sold under the CSA or CE electrical safety certifications that are required in most countries. Also, remember that where you have connected to the raw voltage...you also have full output current. If you are using small gauge wiring, and you have some type of short, the wiring will burn up in seconds! May be a good idea to put some fuses on that raw voltage circuit! It is safest and best to divide the voltage to a safe, usable level inside the plasma power supply. I think we will see some of the companies that produce THC systems for plasma changing their interface methods....we are trying to make it as easy as possible with this new voltage divider feature.
In regards to squaring the torch. I never assume the torch is square to the plate unless I can actually put the square from torch to plate on two axis. I was just saying that is easier with a machine torch and not so easy with a hand torch. It is more costly for sure to have both hand and machine torch.....but to me, much faster and easier to have both. Over time it will prove to be cheaper.
Jim
-
11-21-2010, 03:57 AM #5
Registered
- Join Date
- Nov 2005
- Posts
- 152
The CandCNC has to have RAW arc volts. So no direct plug and play. Originally Posted by jimcolt
-
11-21-2010, 04:56 AM #6
Registered
- Join Date
- Jan 2008
- Posts
- 2247
I will find out for sure.....but after working with arc voltage THC systems for 32 + years (started in 1978) I will assure you that the Cand CNC system has a voltage divider as there are not many comparator circuits that can handle 300 vdc! So, as I stated, If you know the ratio of the c and cnc voltage divider, then you can bypass it and connect directly to the analog input of the THC circuitry, although I would suggest verifying the connections with Tom at C and CNC.
i am quite sure that I can make a Powermax65 or 85 plug and play compatible with the C and CNC THC system. Tom.....can you help us out here!
Jim
-
11-21-2010, 05:04 AM #7
Registered
- Join Date
- Nov 2005
- Posts
- 152
No voltage divider. Tom uses RAW arc volts. Maybe he can enlighten us on why he uses raw instead of divided. Originally Posted by jimcolt
-
11-21-2010, 05:18 AM #8
Registered
- Join Date
- Jan 2008
- Posts
- 2247
You will probably find that the THC Sensor card has voltage divider resistors on it.....it will take the Raw arc voltage signal and will divide it, probably 25:1 or 50:1 before the signal is used for processing arc voltage for controlling torch height. You are correct in that the normal configuration is for connecting raw arc voltage, because that is all that has been available historically on plasma systems. With the new interface capability, we will see some connectivity changes that will make it easier (plasma manufacturers can supply a divided analog DC voltage that is at a safe level on an external connector). Hypertherm is leading the way on this capability, and we will see changes in the THC interface that will accomodate this. Tom at C and CNC is kind of leading the way to make the THC Plasma connections easier as well as safer.
Jim
-
11-21-2010, 10:50 PM #9
Gold Member
- Join Date
- Jul 2005
- Posts
- 2415
1. We use Raw Arc volts because our systems are made to work with virtually every plasma unit out there. We know we can always get Raw Arc Volts. With the advent of our DCP-01 we can develop our own (variable) ARC OK signal. All we need from any plasma unit is the Raw Arc Volts (voltage between the electrode and workclamp) and the two Torch button wires to fire the torch. Originally Posted by Bigtoy302
2. Our THC SENSOR card is a lot more than a simple voltage divider. The high voltage section has suppression circuitry to handle just about any type of arc start including the card-eating CD and HF start systems. It uses a balanced twin PI LC filter as a low pass network to ignore any PWM or other type HF noise but still give accurate Arc Volts.
3. The reason we can survive and work well with HF start systems is because we have a totally isolated arc volts interface. We never let the logic side electronics share the same ground as the plasma side. Everything in our system is either opto isolated or relay isolated.
4. The ARC VOLTS network on the THC SENSOR card is a "Balanced line" design. That decouples the ground side of the plasma signal. Once again we don't want voltages and noise from poorly grounded plasma systems causing problems.
5. Our divide ratio is not nearly as high as 50:1 (or even 25:1). Why? because we have to be able to read the voltage accurately up to 25 ft away through adverse conditions. Consider, that to be an accurate THC, you need to hold + - 1 volt of variance out of 140 Volts. That is only .7%! Divide by 50 and now it's only a change of about 20 milivolts. If you divide by 20:1 you still only have 7 volts of signal (at 140 volts arc voltage, even less at 80V for fine cut). ANY noise that gets into that signal across a 25 ft line causes inaccuracies. At high divide ratios just a few milivolts will cause problems. Any industrial designer knows you don't try to pump low level analog signals across more than a few feet in a harsh (high noise) environment if you expect accurate results. We use a 7:1 (approx) divide ratio so our Signal to Noise ratio is 7 times better than a 50:1 system. So the voltages going across the long runs are more in the 11 to 24V range. Final division down to logic levels for the AtoD conversion is done in the low noise shielded safety of the DTHC module.
6. We have learned (sometimes painful) lessons over the years of building and selling THC systems. You have to design around worst case scenarios and that means really harsh and noisy conditions (perhaps from other equipment not even associated with the CNC plasma table). The system has to be able to work with all brands and types of plasma cutters.
7. Since I am the poor schmuck that has to support all these systems, I try to design in as many safeties and suppression as possible. It's really frustrating chasing around noise ghosts and ground loops in the field both to me and the customers. While modern plasma systems are better we do not always have the luxury of working with them exclusively.
That's as best as I can explain it without going into (deep) Engineer Speak.
The two spade terminals on the Hypertherm 1000 series for raw arc volts was a simple and elegant solution. Automation Hookup for a 1000 took maybe 10 minutes total. It was as plug-n-play as you could get without buying custom cables. IMHO the 45, 65 and 85 have taken a step back in the ease of interface. Now we need 3 page Field service notes on how to get the Raw Arc Volts instead of: Attach two wires at J15 and J16 and route it out of the rear panel access hole.
Oh well...............
TOM caudle
www.CandCNC.com
-
11-21-2010, 11:22 PM #10
Registered
- Join Date
- Jan 2008
- Posts
- 2247
Sorry Tom. I'll pass that on to our manual systems group to see if they can come up with a simple interface.
Our THC systems have been using either 25:1 or 50:1 voltage dividers since 1978. Calibration is done at setup to ensure accuracy based on voltage drop through the low voltage analog signal....it is very simple to do. Out THC's are accurate to about .5 arc volts, or about .004". I have seen cable lengths of 350' on some of the big shipyard machines. All of the Hypertherm voltage dividers that are designed for use with high frequency start systems are isolated and filtered as well, in fact we also use a high voltage relay to disconnect the electronics completely while the high frequency fires.
On our Powermax systems which use blowback start, no high frequency or capacitive starting...the voltage divider should not need filtration or isolation.
Our latest height control...the Arc Glide...uses a divider/isolator board that converts the analog voltage to a ethernet based digital signal before sending it for processing with the THC electronics....very very accurate.
Keep in mind that the Hypertherm height controls are all expensive industrial units that are complete from torch lifter, to torch breakaway....to electronics and voltage divider and have payload capacities for up to 50 lbs. We in no way compete with the low cost, very nice THC systems that C and CNC offers for use with many of the lower cost cnc plasma machines that are available.
So, when I say plug and play interface, I mean you take the plasma out of the box it was shipped in, plug a single cable into the interface plug and start plasma cutting with full THC connectivity. The internal voltage divider on Hypertherm's new Powermax65 and 85 can be plug and play with many (actually most) torch height controls and cnc machines. there are some, like the C and CNC systems that will require removing the power supply cover and connecting to the raw DC voltage. We do supply instructions in the Hypertherm manual for making those connections.....just be careful!
Thanks Tom for clarifying the connections for your systems!
Best regards, Jim Colt
-
11-22-2010, 06:29 AM #11
Gold Member
- Join Date
- Jul 2005
- Posts
- 2415
.On our Powermax systems which use blowback start, no high frequency or capacitive starting...the voltage divider should not need filtration or isolation.
Any arc process using high current generates noise. Early radio transmitters used a modulated Arc to generate the RF. Add in PWM and the noise is of a different (but perhaps more predicable type) While HF start generates the most noise at a given point, vaporizing metal with a plasma flame and blowing it out with compressed air is not noiseless. A lot of builders of DIY CNC plasma cutters are dismayed when even with a lower noise machine like the blow-back start systems they still have motion or PC related problems. We found that isolation is a must for most systems. Granted if you can get everything in the system properly grounded (that includes the motor controller and all of the logic interface) you can get by without isolation. A lot of the failures for home built systems come from the fact that there is a lot of misunderstanding about grounding (you can actually have too much) and what needs to be grounded to what and to where. We found that not having control of all of the equation it was a lot easier to design in total isolation than to spend hours on the phone helping builders track down an errant ground loop.
Our voltage resolution is actually 1/4 volt and in our Cut Profile you can set that as a "Span" voltage from any value from 1/4 to 16/4 (4 volts). Default is 4/4 or 1volt. Engineering is easier when you have control of both ends of the equation. (:-)
TOM caudle
www.CandCNC.com
-
11-22-2010, 11:32 AM #12
Registered
- Join Date
- Mar 2010
- Posts
- 0
Now I am really confused
In the next day or two I will be having a powermax 85 showing up, Just what am I going to need to do to get this up and running on a blade runner system? I was assuming this would be a plug and play setup. I really don't think, I myself want to get into hackin and wackin inside my new 85. I believe this is coming with some sort of computer interface cable and machine torch. Keep in mind fellas, I am on the far end (dumb ass end) of electronics. Maybe I need to set this table up first with the ole 600, I would not be as nervous about the out come.
-
11-22-2010, 12:11 PM #13
Registered
- Join Date
- Jan 2008
- Posts
- 2247
The interface, as long as you are using a machine torch is quite simple....there is no hacking required. You will have to remove the cover from the plasma power supply to access the raw voltage connections as listed below in Tom's response, but the arc transferred signal (also known as arc good) can be connected on the Hypertherm interface cable, as well as the start signal.
For the raw voltage...make sure you follow the instructions in the Blade Runner info...and you will be fine.
Jim Colt Hypertherm
-
10-07-2012, 08:44 AM #14
Registered
- Join Date
- Dec 2010
- Posts
- 23
Greetings,
i am a little confused, what is the voltage divider settings for ? what are these ratios 20:1, 21.1:1, 30:1, 40:1 and 50:1 , what do they indicate? i want to use powermax 65 for cutting on my cnc machine and want to have a deeper understanding.
sorry for asking such a noob question.
Best Regards
Shan Salman




 Reply With Quote
Reply With Quote
Similar Threads
-
Encoder connections ?
By Idealchip in forum Servo Motors / DrivesReplies: 14Last Post: 10-27-2016, 04:21 PM -
Connections for Hypertherm 600
By Larken in forum Waterjet General TopicsReplies: 1Last Post: 02-13-2009, 02:21 AM -
Laptop Connections
By jcbeck84 in forum Controller & Computer SolutionsReplies: 8Last Post: 01-05-2009, 05:13 AM -
Pin connections for DNC to 4020
By Fudd in forum FadalReplies: 5Last Post: 04-04-2006, 08:40 PM -
201 connections
By rickwinters in forum Gecko DrivesReplies: 0Last Post: 01-15-2005, 08:37 PM
