



I'm tired of melting this stuff so if there are any gurus out thare that can lend a hand by answering the following question - it would be greatly appreciated!
What is the proper router speed and feed for milling / routing acrylic?
Thread: Acrylic Milling / Routing
Results 1 to 11 of 11
-
12-30-2010, 03:23 AM #1
 Registered
Registered
- Join Date
- Mar 2008
- Posts
- 195
Acrylic Milling / Routing
My Blog
http://www.needfulthings.net/tulsaturbo/myblog/index.php
-
12-30-2010, 04:32 AM #2
Registered
- Join Date
- Oct 2006
- Posts
- 735
Faster helps. I've done >80-100ipm
Perhaps lighter cuts..
Having a VFD spindle helps in that they do not tend to "heat" the bit as regular routers shafts and bearings tend to run much hotter.
Also perhaps try single O flute bits (like onstrud's) Beckwith Decor Products might be a good place to start for that. They are where I typically buy those bits. Also been playing with some harvey tool bits which are also nice..
I really never had good luck milling acrilic untill I ditched my regular router for a VFD spindle.
b.
-
12-30-2010, 04:35 AM #3
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
I used this bit, 10,000rpm and 80-100ipm, with no melting at all. Should be no problem cutting even faster at the same rpm.
cnctoybox
In the Super-PID thread is a case I made from solid acrylic.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
12-30-2010, 05:38 AM #4
Registered
- Join Date
- Mar 2008
- Posts
- 195
I saw your case on that thread and it looks fantastic! Originally Posted by ger21
Originally Posted by ger21

I just got my Super-PID hooked up today. I made an air deflector which also holds the PID speed sensor for the router. I can live with the cuts on the acrylic that I made today since it will not be seen once mounted in position on the router but I have to cut some more acrylic tomorrow and wasn't sure where to start as far as rpm and feedrate now that the PID is working.
Is there a formula to go by regarding depth of cut per pass according to the diameter of the bit?My Blog
http://www.needfulthings.net/tulsaturbo/myblog/index.php
-
12-30-2010, 05:50 AM #5
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
For 1/8" and less, I'd use the same depth as the diameter. As the diameter gets bigger, the bits get stronger, and you can cut deeper. But acrylic is hard, and shallower cuts might work better. What's important is that the chips don't get packed in the cut. If they do, they'll melt. In that respect, shallower cuts can be better.
But the bit type makes the biggest difference. I've cut a lot of acrylic over the years, and never used an O flute bit before. The difference is astounding.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
12-30-2010, 07:14 AM #6
Registered
- Join Date
- Mar 2008
- Posts
- 195
Thanks for that info! I guess I'll be ordering some new bits...
 My Blog
My Blog
http://www.needfulthings.net/tulsaturbo/myblog/index.php
-
12-30-2010, 03:09 PM #7
Registered

- Join Date
- Feb 2009
- Posts
- 1290
Have a look at the eBay store "Carbide World"
Find their router bits for Plastic, I use their 1/8 shank bits on the hard acrylic type plastic found in LCD monitors, they work great and you do not need a high speed spindle. They are similar to Unsrud O-Flute bits for 1/4 of the cost.
-
01-01-2011, 06:48 PM #8
Registered
- Join Date
- Oct 2005
- Posts
- 2392
I prefer HSS tools for acrylic, they seem much sharper than carbide. I've got 1,2 and 4 flute tools that all work well although obviously I run the 4 flute at lower RPMs than 1 or 2 flute tools.
Most of the time I run a 3mm 4flute HSS endmill normally sold for metalwork, it gives great finish in acrylic and I can buy these tools from the local shop so they are a good replacable workhorse. But the 4 flute won't clear material as fast so it needs a slower feedrate. With 3mm tool I use about 9000 to 11000 RPM and 30 to 50 IPM, but fairly light cuts of 1.5mm or 1mm depth. Like I said it's not fast but the wall finish is close to clear.
-
01-03-2011, 01:02 AM #9
Registered
- Join Date
- Mar 2008
- Posts
- 195
Thanks! I'll take all the info I can get... Originally Posted by RomanLini
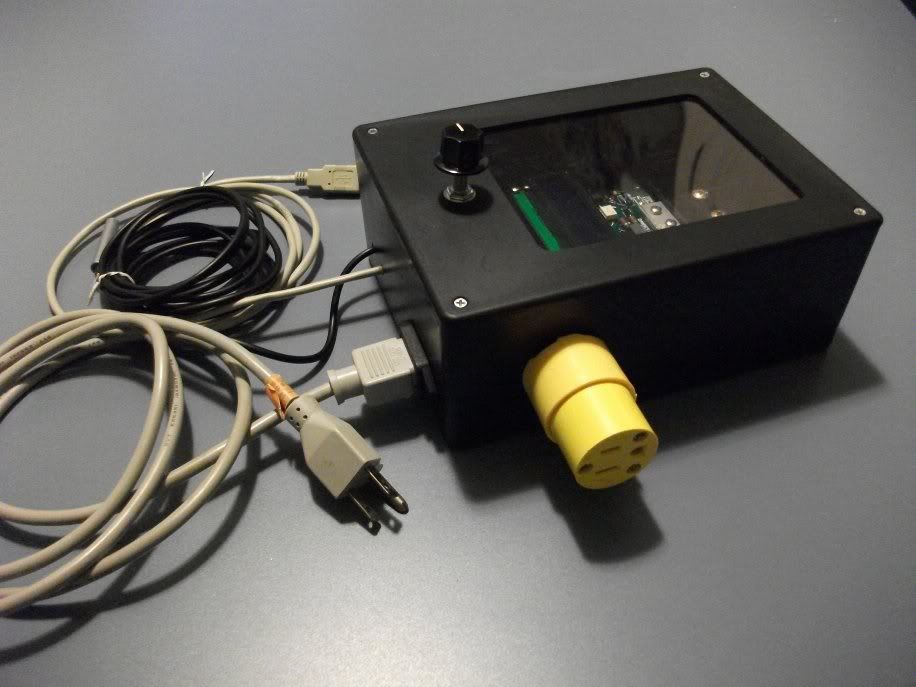
I finally got the S-PID enclosed today in a 6" x 8" plastic project box from Radio Shack and is now ready to be mounted on the gantry
 My Blog
My Blog
http://www.needfulthings.net/tulsaturbo/myblog/index.php
-
01-03-2011, 01:10 PM #10
Registered
- Join Date
- Oct 2005
- Posts
- 2392
That's a nice big window on the box, I'm sure you'll be able to see the display.

What's the yellow thing, is that a mains plug/socket?
-
01-03-2011, 02:43 PM #11
Registered
- Join Date
- Mar 2008
- Posts
- 195
Oh yeah, for sure... Originally Posted by RomanLini

Its the output mains socket. I was going to order a plugin socket for an enclosure but I didn't feel like waiting again for another part to come in the mail...What's the yellow thing, is that a mains plug/socket?
Then I ran into this yellow socket while in the hardware store and saw how easily I could modify it to work so I went with it and this is what I got.
Maybe down the road I will make a better enclosure for the S-PID but this one will get me up and running for now.
Anything that I can get done now is a (+) for me since today is my last day of vacation before heading back to the daily grind...
 My Blog
My Blog
http://www.needfulthings.net/tulsaturbo/myblog/index.php

 Reply With Quote
Reply With QuoteSimilar Threads
-
Acrylic routing problem
By marc.brunet.gag in forum Material Machining SolutionsReplies: 10Last Post: 06-12-2008, 06:26 AM -
i m looking for pcb routing-milling cnc
By HOLYCNC in forum Want To Buy...Need help!Replies: 2Last Post: 02-03-2008, 03:15 PM -
New To Cnc Routing And Milling
By mike robson in forum European Club HouseReplies: 0Last Post: 03-26-2007, 09:50 AM -
Anyone routing polycarbonate/acrylic?
By kong in forum DNC Problems and SolutionsReplies: 13Last Post: 07-27-2003, 07:40 PM
