



You might want to think about building some leveling feet. I would imagine running it on wheels might be adding a little bit to your problem.
Results 201 to 220 of 341
-
03-26-2011, 11:57 PM #201
 Registered
Registered
- Join Date
- Jun 2003
- Posts
- 42
-
03-27-2011, 07:56 AM #202
Registered
- Join Date
- May 2007
- Posts
- 250
 The problem of wobble
The problem of wobble
Winegar,
I have one idea.
Try cutting the simple of rectangular.
Have a look at the edge of cutting.
The edge after cutting should be smooth. not have wobble.
If you still see the wobble,I am sure the problem is effected from machanic system. ( may be X-axis or Y-axis)
*************************************************
Let me know if you are testing.
Mongkol
-
03-27-2011, 05:54 PM #203
Registered
- Join Date
- Jan 2011
- Posts
- 0
or maybe just the plasma nozzle is vibrating at higher speeds?
-
03-28-2011, 01:39 AM #204
Registered
- Join Date
- Jan 2011
- Posts
- 0
Got a lot done today.. Will post up a bunch of photos tomorrow....
-
03-28-2011, 10:59 PM #205
Registered
- Join Date
- Jan 2011
- Posts
- 0
WINEGAR: is your bronze sleeve bearing fit loose on the motors shaft and very tide inside angle spur gear?
-
03-29-2011, 09:51 AM #206
Registered
- Join Date
- Feb 2011
- Posts
- 0
I say think SIMPLER first.
Looks like a .jpg cut on my plotter........
Is the image file your using "clean" edges smooth, like originating from a vector? eps or .ai?
ALSO hows your tip on the gun?
-
03-30-2011, 05:50 PM #207
Registered
- Join Date
- Jan 2011
- Posts
- 0
Checked all my nuts and bolts.... and pinion... everything very snug.... want to get the legs filled with sand to help a bit... and maybe take the wheels off and put feet on it.... to see if that helps.... Been real busy last few days... Think I found a new job!... Been doing paper work for days now... Hope it all works out!... Thanks guys, and I will keep you posted!
-
03-30-2011, 07:35 PM #208
Registered
- Join Date
- Mar 2011
- Posts
- 0
Do u think the sand will add enough weight? doesnt seem like it will be enough. If you did it over again would u use heavier wall tube? I have lots of 2x2x.25 laying around which would get me started...i know its overkill but maybe it wouldnt be a bad idea
-
03-30-2011, 09:20 PM #209
Registered
- Join Date
- Jun 2003
- Posts
- 42
Winegar
We don't want excuses! We want results... Now get started and fix it!!!
Good Luck on your job opportunity.
-
04-04-2011, 01:12 AM #210
Registered
- Join Date
- Jan 2011
- Posts
- 0
Hahaha... yea, about that... BBR.... lol....
I never really figured the problem out with those ripples... but still works great @150ipm or less for thin sheet metal... So, i'm pretty bored trying to figure it out right now... I have a lot on my plate right now... Interview after interview and automotive repairs to get done, I can't put any of that off as that pays my bills... I just know that if nothing ever changes at this point, I can still cut that thin stuff just fine and will not ever have a plasma cutter powerful enough to cut any 1" plate at 300ipm that is for sure!...
Anyways... I cut some chrome plated .25" plate today... Just messing around... I'm going to post these photos, but also start a new thread as well, just for my questions and problems that i'm having....
I will keep everyone up to date on finishing up this project as i'm still trying to get someone around here to brake some sheet metal for me to use as trays for my e-track to lay into!... When i get this part figured out... Water table it is!...
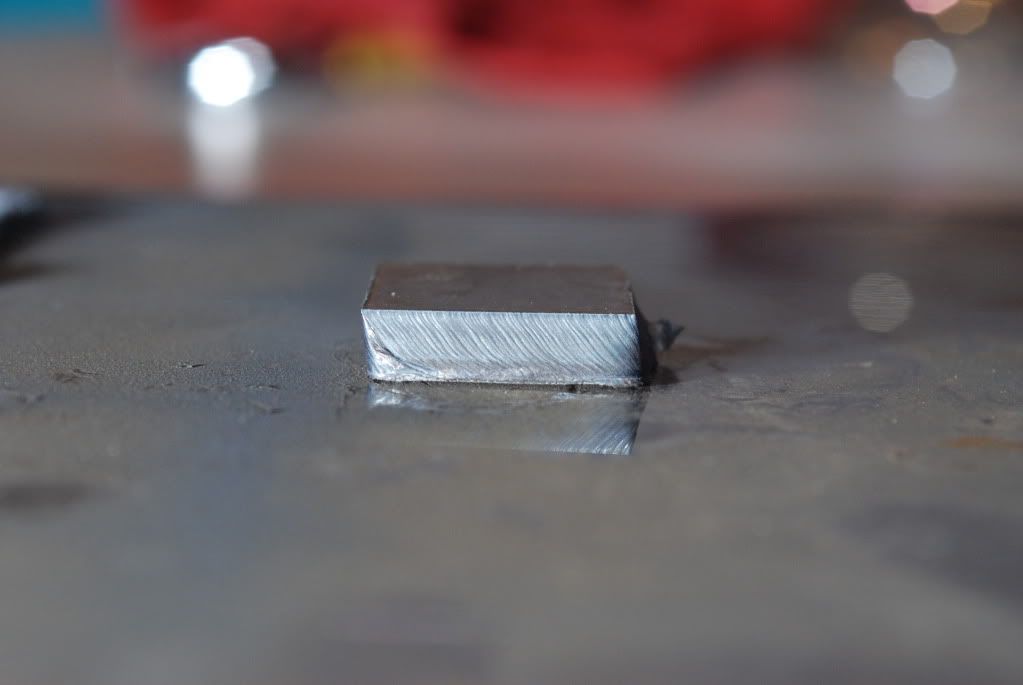
The photos below are of .25 Chrome Plated Steel.... Nozzle is very close to the surface, just enough to knock the dust off it... Cutting at 40ipm @ 40amps.... Clockwise.... The start goes in at ARC... and comes off straight... I have tried it every way i can think of and it still will not cut that last little bit, before the torch come straight out... I tried ARC, PERP, TANG, NONE... and what it seems to me is the plasma stream takes the easiest path at that last little bit and skips to where it has already been cut at the beginning!... Someone school me... Please!..


-
04-04-2011, 01:17 AM #211
Registered
- Join Date
- Jan 2011
- Posts
- 0
The piece that is loose on the plate, you can see i took it out with an air chisel... The dross comes right off instantly when the air chisel hits it... but then you have the beat the hell out if it to get the piece out as it is cut sort of skewed and that one little piece holding it, will not let it fall out... and just put a lot of angle on the sides, until you just drive it out!...
Everything looks straight to me... I used a level on the gantry, cut surface and top rails... and everything looks right.. Is it normal to have the plasma cut at an angle like that?... I'm guessing no, since it is only very slight one direction and very skewed the other!..... I'm guessing i need to find a way to put some corrective angle on this thing!???
-
04-04-2011, 01:53 AM #212
Registered
- Join Date
- Jan 2011
- Posts
- 0
Since the torch you are using was intended to be hand held there is nothing that says the nozzle is mounted in the handle square and true.
I would view making adjustments to be like a table saw or any other precision cutting device. All adjustments are made per what the cuts dictate necessary. My guess would be that simply rotating the torch as little 45 degrees will produce different results both x and y. All though this is not a solution it will demonstrate my point.
Regaurding the curved lines I would say speed has a lot to do with it. I realize speed and heat a relative so if you want to clean up the look of the cut my guess is this is where to start.
-
04-04-2011, 02:24 AM #213
Registered
- Join Date
- Dec 2005
- Posts
- 41
I am not going to be much help here as I am having the same problems when cutting thicker metal. I have never touched a HF cutter, but will the swirl ring only go in one way? I found that mine will assemble correctly no matter how I put it in there, but one way it cuts almost correctly and the other has a monster angle in it. On your sharp corners in thicker stuff like that you want to pause a second or loop the corner. Looping is the better way and will produce a much better corner. As for the end of the cut. I do arc lead ins on thin stuff and perpendicular on thick stuff with no lead out. The plasma definitly wants to take the path of least resistance and will do exactly what you see there. Slowing the feed rate at the end might do it, but I was cutting 3/8's with a 30amp machine yesterday and with a perp. lead in and no lead out it was cutting all the way through.
I hope someone chimes in on the angle though as it is a problem I have also. I can cut something out and one side is perfectly what I want, then the next is angled. Then square again, angle, nothing is consistant. It is not that in the X I get angle and Y is square. It changes non stop so I haven't been able to track it down.
I wonder if the noise in the highspeed cuts are due to torch height. Could you be a little to high off the metal?
-
04-04-2011, 02:33 AM #214
Registered
- Join Date
- Jan 2011
- Posts
- 0
Down&Dirty
I'm taking a shot in the dark here but if this angle thing is random then my thoughts go to poor grounding of the torch to metal being cut.
-
04-04-2011, 04:33 AM #215
Registered
- Join Date
- Jan 2011
- Posts
- 0
It very well could be... and with the angles of the torch being off... I bet that will make all the difference!... Originally Posted by Down&Dirty
Originally Posted by Down&Dirty

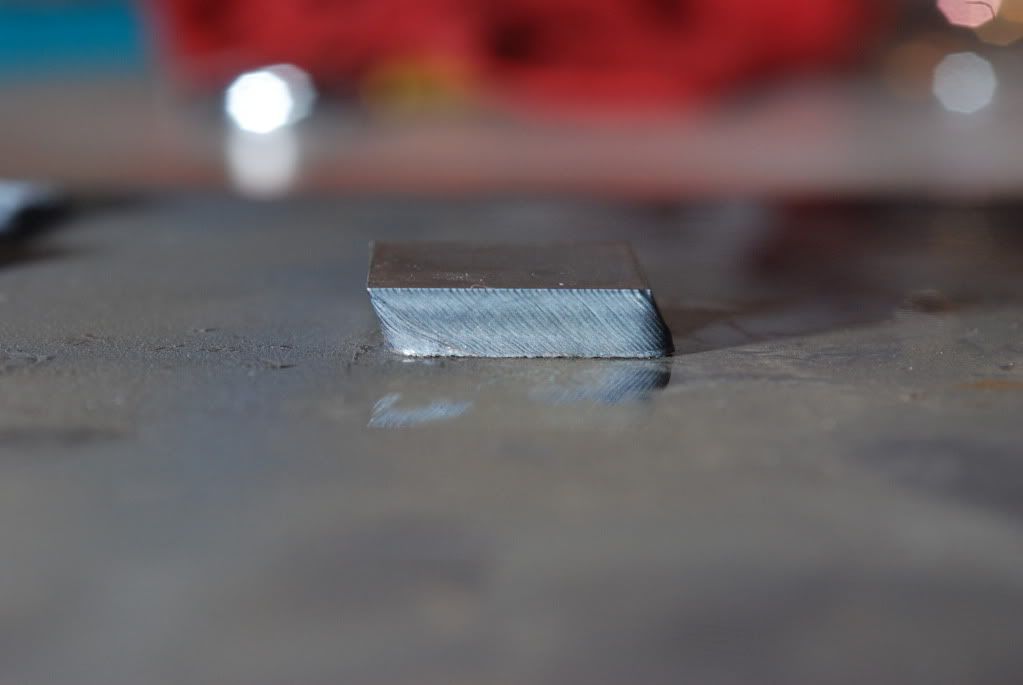
Here's a final shot of the same work piece.....Org on the left, new on the right... I rotated the handle CCW 45deg and noticed a definite difference.... Then loosened the clamp and tilted the top toward the left, cut, repeat, cut.... moved all the way i could... cut and here is the results!... Camera angle was a little off, its late and i'm tired!.. but it is almost perfect!....Still a little ugly at the end where the cut ends... I wire wheeled the new one too, just to take the edge off...

You can certainly see the difference!... I'm feeling pretty confident about this now!... When I make my final z-slide plates.... I will incorporate an adjustment for this.. to correct a little more... but for now... that is tilted a far as i can to correct for both angles!... This is what I needed to get back on track!
-
04-04-2011, 06:24 PM #216
Registered
- Join Date
- Apr 2005
- Posts
- 6
Based on my experience with a Hypertherm 1000, your angled cut problem looks like a blown out torch tip to me. All you have to do is pierce too close a few times to blow it out. Look at the hole in the tip and make sure that the hole is nice and round and centered.
Your jagged cutting on the thin stuff is probably a the rigidity of your machine. As you have discovered slowing down helps. Reducing the acceleration a bit would probably help some too. You can assess the rigidity by putting your torch down in the cutting position and pluck the end of it with your finger and watch it oscillate. See if it corresponds with the frequency and amplitude of the jags you are seeing.
Edit:
In case it is not obvious, make sure the power is off to your plasma torch when you do this. Looking down the tip or having your fingers near the tip is something you never want to do with the power on.
-
04-04-2011, 09:26 PM #217
Registered
- Join Date
- Jan 2011
- Posts
- 0
Jason:... I'll check that out.... I just changed the cone and electrode... but yea, i did have a couple of times the torch fired with the tip making contact... damn... I did not think of that!... Will check it out today!
As for movement in the torch in the cut position... It is VERY secure.... I even cut some parts with my hand resting on it to make sure it is not any type of movement or vibration... and it still cut every part the same may... (on the thin stuff that is!)....
-
04-04-2011, 11:50 PM #218
Registered
- Join Date
- Nov 2007
- Posts
- 343
Just something to think about - you mentioned chrome plated sheet. Be really careful of fumes. Chrome is NOT good for you.
-
04-08-2011, 02:43 AM #219
Registered
- Join Date
- Jan 2011
- Posts
- 0
Roger that Bill!..... Thank you!
Something i just cut for my parents...

-
04-08-2011, 08:58 AM #220
Registered
- Join Date
- Feb 2011
- Posts
- 0
so.......
what was the fix? Rotate the torch head. and tip or?

 Reply With Quote
Reply With QuoteSimilar Threads
-
New Free CNC Router Plans 12" X 11" x 4", Build for $220 or $105
By Modular CNC in forum Open Source CNC Machine DesignsReplies: 1Last Post: 11-25-2013, 12:57 PM -
very large 3-axis 72"-55" project starting
By haylspa in forum Benchtop MachinesReplies: 7Last Post: 06-05-2013, 09:52 PM -
Table top MDF build - "The Home de-bot"
By JohnnyVegas in forum CNC Wood Router Project LogReplies: 31Last Post: 06-25-2011, 01:55 AM -
Anyone bought a "plasmabot"???... Feedback???
By winegar in forum Want To Buy...Need help!Replies: 5Last Post: 02-02-2011, 04:41 AM -
First build 8020 60"x24"x5" Board Shaper
By dlyork in forum DIY CNC Router Table MachinesReplies: 18Last Post: 09-07-2010, 02:32 PM
