



Trying to cut out a part in white acrylic.. or at least I think it's acrylic... I bought it as scrap from a pile of acrylic...
I am using a ToolsToday 1/8" upspiral plastics bit... I have been cutting 1/8" and 3/16" thick clear acrylic no problem...
This piece is a 1/4" thick piece of white plastic (I'm pretty sure it's acrylic.. but there are no markings on the paper...)
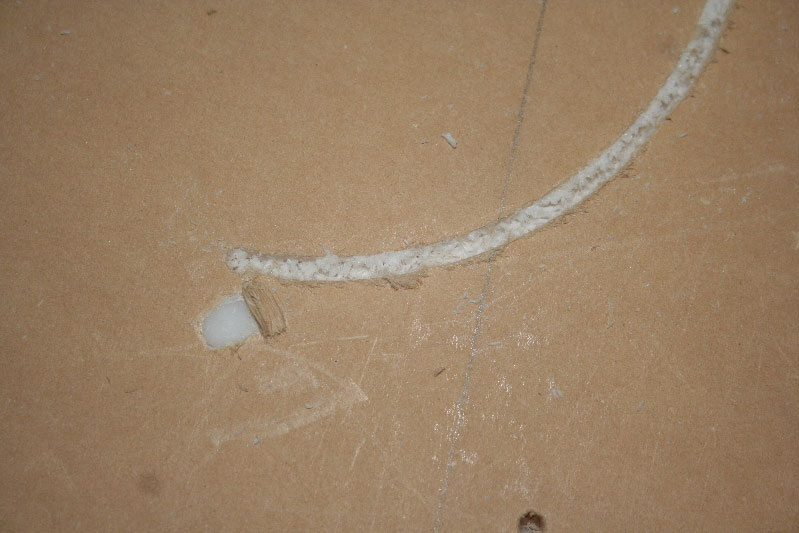
I pocketed my hole pattern no problem.. but then I went to pocket out an area between two rings, and it plunged and got half way around a circle, and snapped.. I have it set for passes of .120" at 60 IPM feedrate... the router is running full bore (no speed control) probably 27k rpm...
cut plastic was welding together and staying in the groove, and above the grove.. I scraped the stuff above the groove off and took a picture... (see below).. There is enough shank left on this bit to keep using it.. It broke at the collet about half way up the shank.. leaving about 5/8" or so of the shaft left to re-insert in the collet...
What should I do? Do I speed up the feedrate? Do I take much shorter bites?
I don't have another, and I need to cut this part.. I don't have money for another plastic bit this month, but if I can cut this part, I probably wont need to cut any more plastic this month.. I got one more shot... I can't screw it up...
:drowning:
Results 1 to 13 of 13
-
06-05-2011, 01:02 AM #1
 Registered
Registered
- Join Date
- Jul 2010
- Posts
- 1328
Help.. Just snapped a bit.. I only get one more shot...
-
06-05-2011, 01:55 AM #2
Registered
- Join Date
- Apr 2008
- Posts
- 204
first off you don't need to cut at 27k. Please look up a feed calculator, and plug in the chip load for that bit, 18k rpm max, your depth is fine, and it will tell you the feed rate you need to be at. You want to make sure that the heat is leaving in the chips and that you aren't heating up the bit.
1/8 bits are really picky with acrylic. If you can go with 3/16 single upcut flute, two flutes max. We cut with a 3/16 single at 18k at up to .25 depth with a feed rate of 145 ipm all day long.
-
06-05-2011, 01:56 AM #3
Registered
- Join Date
- Aug 2008
- Posts
- 409
Your post is a bit confusing, did you say the bit broke at the collet and not at the cutting flutes? If it broke fairly clean at the collets edge then you may have had the bit not quite tight enough in the collet and it spun causing the collet to score the carbide bit and it only takes a small shock to cleanly break the carbide bit along the score line.
If this is what happened then you can try really tightening the bit in the collet to make sure it doesnt spin. Check your collet for damage or wear.
If you bit broke at the cutting edge then you are probably having issues with your acrylic gumming up the bit and you are probably taking to deep a pass, try shallower passes and an air blast or some soapy water in a spray bottle to keep the chips from rewelding.
A picture of the bit would help.
-
06-05-2011, 01:57 AM #4
Registered
- Join Date
- Aug 2008
- Posts
- 142
I cut 1/4" acrylic at 300ipm, router running at 32000 rpm in one pass. I would say you need to up your ipm's. Alos sounds like your bit is to long if it broke and you can still use it. Use a shorter bit.
-
06-05-2011, 02:12 AM #5
Registered
- Join Date
- Apr 2008
- Posts
- 204
At 27k that bit was cookin and melted the acrylic and it snapped. Here are some good calculations End Mill and Cutting Tool Speed and Feed Calculations.
At a max of maybe .0016 chipload you should have been going about 43.2ipm. Now I redid the calculation at the max of .0008 per tooth chip load for an 1/8 bit at 18k and it came out to 28.8 ipm. Putting some air on it would also help.
-
06-05-2011, 02:29 AM #6
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
Your feedrateis too slow, but if the bit breaks at the collet, you either had a defective bit, or you have a bad collet.
Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
06-05-2011, 03:30 AM #7
Registered
- Join Date
- Jul 2010
- Posts
- 1328
What it is, is that I didn't have the bit very far up there, because using the 1/4" to 1/8" collet reducer, the thing is near impossible to hold in the reducer while simultaneously tightening the nut (which takes two hands in it's own right)...
So when the thing gummed up in the kerf it basically snapped..
I can't reduce the speed.. it's full on or full off.. A Super PID is on the shoopinf list next month..
Anyways, what I did, was to reduce the DOC to .025" and up the speed to 150 IPM... That got me through the job...
So now I don't have to do any more plastic this month, can buy a couple more bits next month, and keep this one as a spare....
By the time I have to cut any more plastic, I should have that S-PID controller, and even a 1/8" collet (now on the list too)..
Man, I was holding my breath when I hit go again....
-
06-05-2011, 03:55 AM #8
Gold Member
- Join Date
- Apr 2009
- Posts
- 5516
the reducer bushing should be all the way in the collet! The easiest way to do this is to put the bushing in the collet with one hand and hand-tighten the collet nut while holding the shaft still with the wrench and your other hand. You want to get it so that it will just hold the bushing in place. Now, slip the bit into the bushing and then tighten the collet by hand until the bit is held in place. Finally you can use the other wrench to snug it all up. Originally Posted by Mountaincraft
Originally Posted by Mountaincraft

You need as much of the shaft of the bit inserted into the bushing, otherwise it will not seat right in the collet, and give you too much runout, which may lead to a bad cut.
-
06-05-2011, 04:43 AM #9
Registered
- Join Date
- Jul 2010
- Posts
- 1328
The bushing 'was' all the way in there.. but the bit wasn't..
This is an old router... and the collet receiver is not too friendly.. It's gonna be at least august when I can afford it, but a PC 890 is on the list.. and before that a nice set of collets, 1/2", 3/8", 1/4", and 1/8"...
I just need to survive without destroying every bit I buy until I can get a S-PID and some decent collets... LOL
:cheers:
-
06-05-2011, 05:04 AM #10
Gold Member
- Join Date
- Apr 2009
- Posts
- 5516
I believe there is a mark on the bit which delineates the proper insertion depth... For now, jsut remember that with the high spindle speed, you'll need higher feedrates, and it's all proportional as well. You'll just have to decrease the doc as needed, as you did with the plastic. Though methinks you could have gone way deeper than .025" had the bit not broken.... Originally Posted by Mountaincraft
-
06-05-2011, 05:25 AM #11
Registered
- Join Date
- Jul 2010
- Posts
- 1328
At that point I wasn't gonna take any chances.. I was just grateful that the bit still had a useable shank on it... Originally Posted by louieatienza
I'm still trying to adjust to the idea of "if you're having problems, go faster".. It's counter intuitive to every instinct I have... but I understand the 'why' in my head... It's just hard to trust that understanding...
:cheers:
-
06-05-2011, 07:40 AM #12
Registered
- Join Date
- Nov 2008
- Posts
- 16
Hi
The problem is the kind of the material it Extruded Acrylic . (Cast acrylic are much better.) For cutting Extruded Acrylic I use 2 flute bit 3 or 6 mm dia.
1.5 mm deep each pass at federate of 700mm/min and the results are very good. You can also cool with Compressed air or Brush with water (Excuse me for my English)
Have a wonderfull day.
Jacob
-
06-05-2011, 07:24 PM #13
Registered
- Join Date
- Nov 2008
- Posts
- 16
Hi
picture of cutting 4mm Extruded Acrylic with 2flute bit 3mm Dia.. 2mm depth ,feedrate 700mm/min.
Bye Jacob

 Reply With Quote
Reply With QuoteSimilar Threads
-
Snapped an end mill. Where did I go wrong?
By Kingjamez in forum Benchtop MachinesReplies: 7Last Post: 09-13-2010, 03:42 AM -
First Time Milling Steel - Snapped a cutter - HELP!
By UKRobotics in forum MetalWork DiscussionReplies: 7Last Post: 04-29-2010, 10:55 PM -
One shot oiler
By Bubba in forum Uncategorised MetalWorking MachinesReplies: 6Last Post: 12-01-2009, 03:39 AM -
One shot lubrication?
By 79TigerPilot in forum Bridgeport / Hardinge MillsReplies: 0Last Post: 05-20-2008, 05:06 AM -
OK first screen shot
By cncadmin in forum Uncategorised CAD DiscussionReplies: 6Last Post: 01-30-2005, 04:57 PM
