



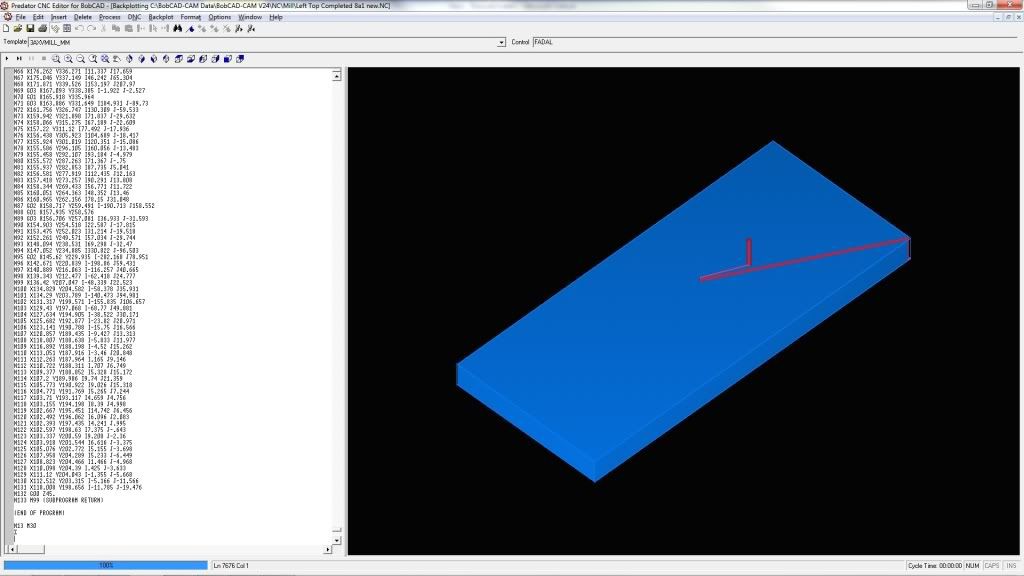
I thought I would try the CNC Editor, and selected it from BobCAD V24.
It loaded the G-Code and also the stock dimensions, but did NOTHING when I started the backplot (it DID run through the G-code, but the model did not change).
What am I missing? eg do I need to set up the machine type etc? If so, how would I select a 'Metric Mach3 with No Tool Change' machine type? I have the xml file from Mach3 (and BobCAD site), but do not understand what (and if), I am missing something to sdetup.
Garry
Thread: Predator CNC Editor - Backplot
Results 1 to 20 of 30
-
06-21-2011, 11:25 AM #1
 Registered
Registered
- Join Date
- Apr 2011
- Posts
- 0
Predator CNC Editor - Backplot
-
06-21-2011, 12:20 PM #2
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
just after the editor loads and before you select backplot, select a 4XVMill which is located just above the code in your screengrab there and currently says "default".. It will then load with that machine file after that... After you choose Backplot and start it, you can right clcik in the backplot window and look at the properties.. Show tool, backplot... If it doesnt show anything after that, your post procewsor may need to be looked at.
-
06-21-2011, 01:25 PM #3
Registered
- Join Date
- Apr 2011
- Posts
- 0
Still Does not Work
I selected the 4AXVMILL and it did not make any difference.
I did the right click and set the Show Tool Holder etc, looked at the parameters which had backplot ticked.
No go.
I am using the BobCAD supplied 'MACH 3 MILL NO ATC METRIC' post processor.
The G-Code header is below. Has the stock dimensions and the tool parameters.
(BEGIN PREDATOR NC HEADER)
(MACH_FILE=3AXVMILL_MM.MCH)
(MTOOL T1 S1 D12.7 H25. DIAM_OFFSET 1 = 6.35)
(SBOX X0. Y0. Z0. L270. W620. H40.)
(END PREDATOR NC HEADER)
%
O100
(PROGRAM NUMBER)
(PROGRAM NAME - LEFT TOP COMPLETED 8A1.NC)
(POST - MACH 3 MILL NO ATC METRIC)
(DATE - SUN. 06/19/2011)
(TIME - 08:56PM)
N01 G21 G40 G49 G54 G80 G90 G91.1
(JOB 1 SLICE CUT PLANAR)
(FEATURE SLICE PLANAR)
-
06-21-2011, 02:58 PM #4
Member
- Join Date
- Mar 2010
- Posts
- 1852
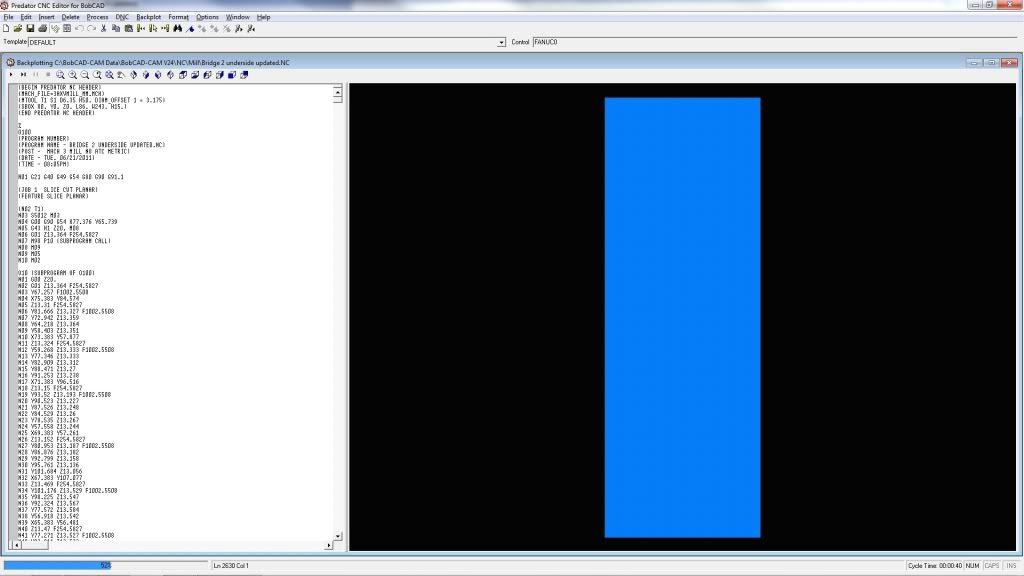
Just a thought, but select an iso view to make sure you are not viewing that back of the material. I have never seen a straight on view like you have displayed.
Probably wrong, but worth a try.
MikeTwo Haas VF-2's, Haas HA5C, Haas HRT-9, Hardinge CHNC 1, Bother HS-300 Wire EDM, BobCAD V23, BobCAD V28
-
06-21-2011, 10:27 PM #5
Registered
- Join Date
- Jun 2008
- Posts
- 1838
Burrman said to select the 4XVMILL template, the second line down in your header must match the machine file you select in that box. Originally Posted by aussiegazza
Originally Posted by aussiegazza

You have this :-
(BEGIN PREDATOR NC HEADER)
(MACH_FILE=3AXVMILL_MM.MCH)
(MTOOL T1 S1 D12.7 H25. DIAM_OFFSET 1 = 6.35)
(SBOX X0. Y0. Z0. L270. W620. H40.)
(END PREDATOR NC HEADER)
You should have this :-
(BEGIN PREDATOR NC HEADER)
(MACH_FILE=4AXVMILL.MCH)
(MTOOL T1 S1 D12.7 H25. DIAM_OFFSET 1 = 6.35)
(SBOX X0. Y0. Z0. L270. W620. H40.)
(END PREDATOR NC HEADER)
They will now be matched, if you want to keep the header as it was then just select the "3AXVMILL_MM" template.
Regards
Rob
:rainfro::rainfro::rainfro:
-
06-22-2011, 09:22 AM #6
Registered
- Join Date
- Apr 2011
- Posts
- 0
There is no "3AXVMILL_MM" template option. Only non-metric generic templates or model specific template. Originally Posted by The Engine Guy
I tried all of the metric template options and no success.
The 'MACH_FILE' setting comes from my post processor. I do not want to change the post processor.....
I think I need to find an equivalent CNC Editor 'template' that understands the G-code formats that my post processor generates.
I will look at the download options or update options on the BobCAD website. Then I may request a template be created....
-
06-22-2011, 10:38 AM #7
Registered
- Join Date
- Jun 2008
- Posts
- 1838
It is easy to change the Post Processor to output a different named Machine File, I have a few that I named to suit the actual machines I use in the shop. Originally Posted by aussiegazza
For example I have an old Bridgeport 412 VMC and I simply copied a template and saved it out under the name "BRIDGEPORT_412".
I have attached the Template and it`s associated Reverse Post file in a Zip file for you.
Open the Zip and simply copy and paste the files into the following folders:-
The Machine file goes in the C:\Program Files\Predator Software\Common Files\Machines folder on your PC.
The Reverse Post file goes in the C:\Program Files\Predator Software\Common Files\RPost 7.0\Mill folder on your PC
Once you have the Machine file in the folder just navigate to the file and right click and then select "re-name" and make the name of the file EXACTLY the same as the Machine file line in your header, eg 3AXVMILL_MM, then when you open the Predator Editor 2 you should be able to go to the drop down list and find the 3AXVMILL_MM listed there.
With a bit of luck that should work for you, it works fine here With a bit more luck you may find that from then on whenever you open the Predator Editor it will default to that template for you
With a bit more luck you may find that from then on whenever you open the Predator Editor it will default to that template for you
Regards
Rob
:rainfro::rainfro::rainfro:
.
-
06-22-2011, 11:32 AM #8
Registered
- Join Date
- Apr 2011
- Posts
- 0
Tried that and found that it did not appear in the list of templates. I needed to create a new Access Database and add it in. Given I am a ICT PM, I knew how to do this. Then could select it. No help. Originally Posted by The Engine Guy
Decided to rename a metric template in the folder to my 3axvmill_mm name.
Backplot did exactly the same thing. I have got this far previously by selecting a metric template in the list. I do not therefore think that the template name needs to be the same as my post processor name.
Very frustrating!
Thanks all for your help BTW. Very supportive site.
Garry
-
06-22-2011, 10:32 PM #9
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
I think the post is not setup correctly.. If you attach it here we can look at it.
-
06-23-2011, 08:33 AM #10
Registered
- Join Date
- Apr 2011
- Posts
- 0
I raised a job with BobCAD support and they sent a new pp and it did not work either. They also had me check that the Project directory setting was correct (it was). Also had me check that the Virtual CNC ran correctly (it did, but I am using the CNC Editor to backplot - they could be related though). Originally Posted by BurrMan
Only issue I can see is my PC is 64 bit and the Project directory points to an x86 Program fiolder and the Predator code is 32 bit.
I have sent a screen shot and the gcode to them. Could it be related to video card?
I will keep you all updated.
Garry
-
06-23-2011, 09:35 AM #11
Registered
- Join Date
- Jun 2008
- Posts
- 1838
Garry
Just to test my own theory I cleared out the Machine File folder and the Reverse Post folder in a Predator installation on an old Laptop that has V23 on it.
First I created a new template named BRIDGEPORT_412 and then I was able to copy the BRIDGEPORT_412 machine file downloaded from the "Zone" into the folder and save it to the folder and let it overwrite the existing file of the same name. That gets it into the folder so it can be "seen" and selected.
Then I copied the Reverse post file to it`s correct folder and then ran V23 to create some code, opened Predator from V23 using right click and "Edit NC".
Predator opened, I selected the BRIDGEPORT_412 machine and checked it was using the Fanuc 0 reverse post and ran the simulation no problem.
Give that method a try, you do have to have the machine file name in line 2 of your header the same name as the machine file template you want to use, they have to match, also the control type needs to be one that will run your code correctly, Mach3 pretty much uses Fanuc0 from what I`ve seen ! !
Regards
Rob
:rainfro::rainfro::rainfro:
.
-
06-23-2011, 09:47 AM #12
Registered
- Join Date
- Apr 2011
- Posts
- 0
Thanks for the help Rob. Originally Posted by The Engine Guy
This is the response I got from BobCad Support:
This is in reference with your Request Ticket Number: BS00038599.
The template doesn't necessarily have to reflect the name of your control. You may create a new template with your machine name if you wish and set it to metric. IF you use one of the templates that are set for mm such as haas for instance and use the Post that I am attaching it will backplot. If you are trying to backplot and it is not working it is more than likely that your post is missing information. At the beginning of the Program it needs to see "(BEGIN PREDATOR NC HEADER)" and then have the information for tool and stock definition.
I have attached a copy of the post processor I created for you in a zip folder. If you save the attachment to your desktop,open and copy. Go to your hard drive, C :/ Bobcad Cam Data/ V24/Posts/ Mill and paste your pp in this folder.
If the simulation will not work there a couple of things that may cause this follow the instructions below to trouble shoot the problem.
1. The simulation or project directory is improperly set
To resolve this click on Preferences then Settings Default choose Directories and make sure the path is set to
C:Program FilesPredator SoftwareCommon FilesJobs
2. The virtual cnc is improperly installed or not installed at all
To resolve this, open windows explorer and navigate to
C:BobCAD-CAM DataBobCAD-CAM V24System Files
Or
C:Program Files (x86)BobCAD-CAMBobCAD-CAM V23System Files
Run the Predator Virtual CNC 2007 for BobCAD.msi file by double clicking it.
Please reply back to this email without changing the subject line if you have further clarifications.
I have the Predator Header in the Gcode.
The rest of the GCode is simple coordinate moves.
I have got a good metric template and also a good controller (which I really don't think makes a difference, as I do not want/need to connect to, or simulate a genuine CNC interface.
I am at a loss. The G-code works on my CNC. All I can think of is a hardware problem eg video card, or a 32 bit versus 64 bit OS issue.
Anyway, we will see what BobCAD says.
-
06-24-2011, 11:02 PM #13
Registered
- Join Date
- Jun 2008
- Posts
- 1838
Hi Garry
Hmmm, not sure what BC are saying there, the "Control" must be one that is capable of reading correctly the code you are trying to backplot.
Way I look at it is basically the same Post Processor in reverse, for example if I generate code for a Hurco CNC and then try to use a Fanuc based reverse post it isn`t going to work so to me it has to match up.
Attached are a some images that show how things are called, the machine file ( The BRIDGEPORT_412.MCH in my example) calls up the reverse post (The .RPM file, FANUC0 in this case).
If you have got to the stage of seeing the stock but no tools when the code runs then it may be your Post doesn`t have the correct setup.
Try opening your Post in Notepad and checking lines 108, 109 and 110 in your Post, should look something like this but without any spaces, I am just going to copy and paste the lines from my Post that I know works but the Forum software sometimes puts spaces in where they shouldn`t be and Burrman did tell me once how to overcome that but I`ve forgotten So if you do paste it into your own post make sure there are no spaces
So if you do paste it into your own post make sure there are no spaces
Anyway, here are the three lines from my post:-
108. Rectangular stock format.
comment_start,"SBOX X",stock_min_x," Y",stock_min_y," Z",stock_min_z," L",stock_length," W",stock_width, " H",stock_height,comment_end
109. Rotary stock format.
comment_start,"SCYL",rotation_axis,"X0","Y0","Z0", rotary_stock_diameter,rotary_stock_length,comment_ end
110. Tool list format.
comment_start,"MTOOL","T",list_tool_number,mtool_t ype,"D",tool_diameter,"H",tool_length,mtool_angle, mtool_corner_rad,"DIAM_OFFSET ",list_tool_number,"= ",tool_radius,comment_end
Here are the images :-
Don`t know if it will help, it`s all I`ve got right now, if the the files I posted for you don`t work in your PC then maybe BC are correct in that you have a possible corrupted installation of the Predator software ! !
Oh BTW don`t worry about the lines in my header with the SSTL and FSTL in them, they are just for calling up STL solids of already machined shaped stock, vices and clamps etc for a more realistic simulation of what will actually be on the machine table
Regards
Rob
:rainfro::rainfro::rainfro:
.
-
06-25-2011, 12:23 AM #14
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
Hey General,
It's the "CODE" button on the forum post edit toolbar.. It looks like a pound sign or a hash... Next to the quote/link/attach buttons and such...
-
06-25-2011, 08:41 AM #15
Registered
- Join Date
- Apr 2011
- Posts
- 0
All Predator SW is Properly Installed.
I can run both the Virtual CNC and the Editor.
They are properly installed.
I have sent the G-Code NC file to BC and I hope they can work it out.
I am paying for support, so I get post processor support. I am hoping they can send me compatable config files.
I have got 'Verify' to work under V24 by setting the speed to FAST. Does not work at any other setting.
I really do not have a need for the editor or virtual machine, other than I want to do a backplot to check the G code.
My Predator Header says:
(BEGIN PREDATOR NC HEADER)
(MACH_FILE=3AXVMILL_MM.MCH)
(MTOOL T1 S1 D12.7 H25. DIAM_OFFSET 1 = 6.35) <-- The tool
(SBOX X0. Y0. Z0. L270. W150. H40.) <--The Stock Dimensions
(END PREDATOR NC HEADER)
Garry
-
06-25-2011, 09:25 AM #16
Registered
- Join Date
- Jun 2008
- Posts
- 1838
Hi Burr Originally Posted by BurrMan
Thanks, knew you`d be watching in the background somewhere
Hmmm, "hash" sign I understand, pound sign to me is one of these "£", usually associated with someone demanding money from me, I prefer the black ones but don`t see many in these dark times
Regards
Rob
:rainfro::rainfro::rainfro:
.
-
06-25-2011, 09:23 PM #17
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
Hahahaaaa. I was thinking of that when writing it!!! Does your "phone" have one on it?? And if it does, what does the automated phone voice say when you are supposed to hit it??? Originally Posted by The Engine Guy
And if you said "Hash" to me, I would ask "who's got matches!!""""
-
06-27-2011, 03:24 PM #18
No posers
- Join Date
- Apr 2008
- Posts
- 1577
I noticed in your first post that you are running subprograms. I have no trouble (I think, I rarely use subs) with the GCode at my machine but I haven't had any luck getting a program with subs to backplot correctly in Predator.
What usually happens is that the moment the Editor hits an M30, it stops backplotting. EDIT*** It may also stop at the M02 depending on the reverse post-template you are using. You'll have to open it up to take a look.*** I tried reconfiguring my post to make sure the main program is at the bottom and post the subs first, but still Predator doesn't seem to make the jump to the subs properly. If you can figure this out, my hats off to you because it had me stumped.
-
06-27-2011, 03:25 PM #19
No posers
- Join Date
- Apr 2008
- Posts
- 1577
Got some right here for you bro! Originally Posted by BurrMan
(flame2)
-
06-27-2011, 03:38 PM #20
No posers
- Join Date
- Apr 2008
- Posts
- 1577
"M30" : ProgramEnd
This is the line in MY reverse post that marks the end of the program. Multiple definitions are supported so there may be something like this in there (from the Reverse Post Manual):
There is a tiny note, almost an afterthought, at the end of the manual that remarks:ProgramEnd
Description: Maps end of program
Tech Tips: Selects the end of the CNC program or file. On most CNC controls this is
a M2 or M30. Examples using this function keyword include the following:
“M2” : ProgramEnd ; Fanuc style
“M02” : ProgramEnd ; Multiple definitions are supported
“M30” : ProgramEnd
I don't know if this will help you at all but I think this may be where the root of the problem lies. Good luck and I will try my best to help.; Note ProgramEnd causes
; scanning to stop

 Reply With Quote
Reply With QuoteSimilar Threads
-
Where is the licensing for Predator Editor at?
By Stampede in forum BobCad-CamReplies: 2Last Post: 10-12-2015, 03:15 AM -
Predator CNC Editor backplot issues
By petek in forum BobCad-CamReplies: 1Last Post: 04-03-2011, 08:32 PM -
Predator Backplot
By bret4 in forum BobCad-CamReplies: 6Last Post: 01-25-2010, 03:22 AM -
Predator Editor problems
By tntmfg in forum CNC (Mill / Lathe) Control Software (NC)Replies: 4Last Post: 04-25-2009, 06:24 PM -
Just Purchased Predator Editor Level 2!!!
By tobyaxis in forum BobCad-CamReplies: 2Last Post: 08-08-2007, 11:21 PM
