



You are not mistaken. And it's from the MicroMax series. You can begin to see why I did not go with a 3HP motor it's bigger still of course. As it is this will only just fit I think.
I also ordered the gas struts yesterday from McMasterCarr I ordered 2 50lb struts for 100lbs total they have a 16 inch stroke and a max length of 35 inches.
The VFD should be here this week as well.
Originally Posted by mcphill

Results 21 to 40 of 337
-
12-28-2011, 05:24 AM #21
 Registered
Registered
- Join Date
- Dec 2008
- Posts
- 263
-
12-28-2011, 05:26 AM #22
Registered
- Join Date
- Mar 2009
- Posts
- 199
What does that way?
-
12-28-2011, 05:34 AM #23
Registered
- Join Date
- Dec 2008
- Posts
- 263
45 lbs
Originally Posted by howecnc
-
12-28-2011, 05:49 AM #24
Registered
- Join Date
- Aug 2010
- Posts
- 599
This thread is getting exciting! Thanks Allen, it gives me hope for a productive machine.
-
12-28-2011, 06:25 AM #25
Registered
- Join Date
- Dec 2008
- Posts
- 263
This weekend I made another improvement to my mill. The flexible hose system that came with the mill has been falling apart for some time now.

I would remove the cracked ones and the hose was getting smaller and smaller.
Keeping with my idea of not buying anymore replacement parts from Mikini I decided to replace the flexible hose system with Loc-line the originator of these modular hose systems. I got the parts from Enco along with some extra hose sections for future use.

Only problem was the Chinese version modular hose system fixtures were slightly smaller in diameter so it was not as simple as just popping them on.

Luckily the threads in the block were slightly smaller too so it was just a matter of drilling it out and re-threading for 1/2-20 threads.
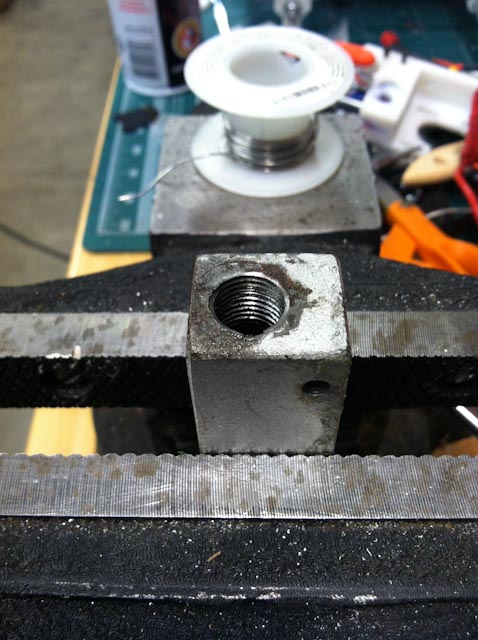

I also picked up these nifty pliers to make snapping the pieces together easier. The kits were like 8 bucks each and the pliers were like 9

And viola all fixed

One thing the kits come with 3 different size nozzles the smaller nozzles really put some water pressure out probably be good for chip clearance. But there is a much higher chance of water going places you don't want it to go. I settled for the largest nozzle. Overall I am really happy with the result and one less thing I have to worry about.
-
12-29-2011, 07:11 AM #26
Registered
- Join Date
- Dec 2008
- Posts
- 263
VFD is here

-
12-29-2011, 07:35 AM #27
Registered
- Join Date
- Aug 2010
- Posts
- 599
Allen,
What does the power curve look like for this motor, are you going to be able to get a lot of low end power? Are you going to pulley it for higher RPM?
-
12-29-2011, 07:58 AM #28
Registered
- Join Date
- Aug 2010
- Posts
- 599
Mike.
Here is a new 3hp. It weighs 64lbs, I think it may be better than the one you linked:
Y1999 Products
I guess I'm still not sure it the performance issues with the diminishing low end hp is because of the motor or the controller. If it is simply the BLDC technology that is the shortfall then obviously a new technology must be installed. If the existing motor can be controlled better by better electronics I think that is a better way to go, after all the motor is just copper windings and magnets right?
-
12-29-2011, 09:06 PM #29
Registered
- Join Date
- Dec 2008
- Posts
- 263
The Curve will be very similar to the Tormach motor curve. Constant torque variable HP with a much wider power band especially at the lower end.

The pulley setup I have now is 1:1.5 and I am thinking at least right now I am going to use that. Should give 500 to 5000RPM with a good power band.
Interestingly I just noticed this in the docs for the VFD.
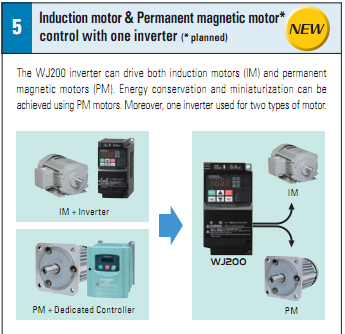
Looks like it is or was planned to have this VFD be able to drive DC motors. I wonder if that means brushless DC and I wonder if that was implemented or not.
Originally Posted by SWATH
-
12-29-2011, 09:12 PM #30
Registered
- Join Date
- Aug 2010
- Posts
- 599
Hmm, I wonder if you could try to power the existing BLDC motor with your new VFD controller and see if there is a performance difference. Thant would be interesting.
-
12-29-2011, 10:23 PM #31
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24220
I would be interested to know how those HP curves were obtained?
And what type of control for the BLDC?
Here is part of a application paper that shows a comparison.
The BLDC typically will have max torque down to zero rpm.
Do not use a VFD to power a BLDC. Originally Posted by SWATH
It is designed for different technology.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
12-29-2011, 11:37 PM #32
Registered
- Join Date
- Dec 2008
- Posts
- 263
Both sensorless vector drives and BLDC are constant torque variable horsepower. The difference is the VFD has more horsepower at lower RPMs than the BLDC. The BLDC is basically linear horsepower as in the graph.
If our Mikini BLDC setups are truly constant torque it must be like 0.2 ft-lbs or something (just kidding... sort of).
Bottom line I have a BLDC setup I will sell at a reasonable price
Also generally yes VFD are for AC motors. But we were talking about the manufacturers claim that this inverter can drive DC motors.
That's not all that crazy when a VFD puts out a semi-sinusoidal variable freq wave it is doing so with PWM. When driving a DC motor brushless or otherwise you can use PWM to vary the speed you are just not creating an approximation of an AC frequency. Basically both a brushless DC drive and a VFD are DC chopper drives the difference is in the output. It should be trivial to make the VFD dc chopper output a DC PWM pulse. It does this anyway it just fakes and AC wave for the AC motor.
Originally Posted by Al_The_Man
-
12-30-2011, 02:41 AM #33
Registered
- Join Date
- Oct 2011
- Posts
- 61
You guys might be interested in this thread over on the Novakon forum: http://www.cnczone.com/forums/novako...lew_again.html. Both the NM-145 and the NM-200 models of the Novakon mills had issues with their BLDC motors and drives. In this thread a couple of guys have made the switch to AC induction motors and appropriate VFDs on their NM-145s.
An updated version of the BLDC drive board seems to have resolved the low rpm low torque issues that the NM-145 motors were having. In the NM-200 they went to an AC spindle motor (AC brushless permanent magnet ?).
This thread has a long discussion of the 1.1 and the 2.2 Kw motors from Sangmutan and their drives. Keling was selling these and matching drives from Sangmutan and apparently they were the same motors and drives that Novakon and others (unspecified) were using in their machines. http://www.cnczone.com/forums/bencht...dle_mach3.html.
Because I'm interested in buying one of the NM-145's from Novakon I've been looking into options for dealing with any potential spindle motor/drive issues. The options for me come down to:
1) Replacing OEM motor and drive with an AC induction motor and VFD as Allen is doing.
2) Going with another BLDC motor and drive from a company like Adlee. At least one member here, Flexo!, has gone that route on a BF20 clone with good results. Here is a link to his website: Welcome to Home Machine Shop!
3) Changing to an AC Servo motor and drive. (Novakon began offering this option on the NM-145 last week)
4) Finding an agnostic drive which would work with the OEM motor such as the Teknic or Granite devices drives.
I'm looking into option 4) at the moment. Teknic claims that their drives work with any 3 phase brushless servo motor or brush motor. Draw back is they are OEM suppliers only and provide no end user support. Granite Devices claim their drives work with most permanent magnet brushed, brushless DC, and AC motors. Draw back to their drives is that they are limited to motors of 1.5 Kw or less. They will drive higher Kw motors but at decreased RPM. I don't think either company has a drive that will run AC Induction motors as well as all the permanent magnet types. Drives from Rutex. AMC and Larkin are all possibilities but I need to research them more. I'll also look into the drive that mcphill references which can be configured to run AC induction motors as well, though a cursory look suggests that it won't take step-direction input, only velocity in that configuration.
Option 1) is probably the cheapest route to go if you are planning on replacing both motor and drive. Main draw backs that I can see are weight and size of the motor. Option 2) appears to be up to 2x's more cost. Size and weight are similar to the OEM motors. Option 3) is also more expensive but with the inclusion of an encoder on servo motors, rigid tapping becomes an option. All of the above probably involve some sort of modification to the milling head to get new motors mounted and different sized pulleys may also be needed. Option 4) may be the cheapest route if it works, operative word here being the big "if". If it doesn't work then there is still the option of mounting an AC servo or other permanent magnet type motor.
There is some speculation that the problem with the Sangmutan BLDC motor and drive combination is the design/implementation of the drive. This would seem to be born out by the fact that the 2nd version of the drive for the 1.1 Kw motor seems to have solved the problems with low torque at low rpm. I wonder if this might be the case with the Mikinimech motor and drive. Any chance they were sourced from Sangmutan also?
Allen, thanks for starting this thread. I'll be following it hoping to gain some more information and options.
Curtis
-
12-30-2011, 02:52 AM #34
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24220
I suspect that torque curve for the BLDC was without feedback or a comprehensive controller.
The BLDC is still the motor of choice for electric vehicle use.
This article shows some of the advantages.
The BLDC can be made to approach or equal the DC brushed motor with the right controller.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
12-30-2011, 02:53 AM #35
Registered
- Join Date
- Oct 2011
- Posts
- 61
Allen, I sent you a PM Originally Posted by allenj20
Curtis
-
12-30-2011, 11:19 PM #36
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
FWIW, "additional features with SpindleBlok include Spindle Orient and Rigid Tapping which require a spindle position sensor with derived information being sent to the machine controller." Now the SpindleBlok controller unfortunately does NOT work with BLDC motors : ( That said, I will be enquiring about the ability to add the positioning option to the DriveBlok, or getting the SpindleBlok to work with a BLDC if at all possible. Originally Posted by Krenovian
Again, the closest to plug and play with the best feature set at the most competitive cost is what I am going for... I see no reason to buy a new motor, unless the one in the Mikini is in some way defective. I have no reason to believe that to be the case. The drive, on the other hand, seems to be at the root of our issues...
Finally, BLDC motors do seem to have advantages in size, weight, torque, longevity, robustness... Seems like a worthwhile list to get our existing motor to work "right"... Cutting out the cost of having to buy yet another motor is just an additional benefit.CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
12-31-2011, 05:52 PM #37
Registered
- Join Date
- Dec 2008
- Posts
- 263
Hey Mike
Check it out BALDOR DC Brushless Adjustable Speed: BMC-Series
Also Brushless DC motor, Brushless motor controller, motor driver, stepper motor, DC pump, Brushless water pump, DC Cooling Fan, Mini CNC machine, Plastic mould, aluminum mould, tooling, damper actuator
And
Brushless DC motors with AC drive, Brushless motor
And
http://www.homemachineshop.co.nz/
Personally my choice would be Baldor but no word on the price. The second is a Chinese supplier I would skip that one.
The last two are a Taiwanese option which might be ok the last one is a guy in NZ that is a reseller for the Adlee drive.
-
12-31-2011, 06:01 PM #38
Registered
- Join Date
- Dec 2008
- Posts
- 263
Couple more things.
One Baldor does not mention using the BLDC for a machine tool spindle which may mean it's a misapplication of the technology. It may not be well suited to the task.
Here is a couple of videos of from the reseller of the Adlee
[ame=http://www.youtube.com/watch?v=-HJZoEQ6Kok&feature=mfu_in_order&list=UL]Adlee Powertronic AM370-H BLDC Tapping Video - YouTube[/ame]
and
[ame=http://www.youtube.com/watch?v=FoChkN0ga8U&feature=mfu_in_order&list=UL]Adlee Powertronic AM370-H BLDC Testing Video - YouTube[/ame]
One thing I would want to see is a .500 drilling operation in steel and some steel milling especially plunge or helical operations.
-
12-31-2011, 06:26 PM #39
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24220
The Baldor looks like an interesting candidate, one of my material suppliers is a Baldor rep, I will find out more from him.
The spec mentions it can be used in constant torque mode, as well as variable torque.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
12-31-2011, 07:56 PM #40
Registered
- Join Date
- Dec 2008
- Posts
- 263
I was thinking more about this.
One thing I am having a hard time reconciling in my mind is. If BLDC tech is so good why do ours perform so poorly? I mean when I compare my Mikni spindle to my Bport clone spindle it is simply ridiculous how badly the Mikni compares.
I might make a video to demonstrate what I am talking about. When I use the recommended feeds and speeds with my Bport clone it cuts like butter. When I try that with my Mikini it's broken endmills and stalled spindles. There really is no comparison.
So I am thinking let's assume it is a real 3HP brushless DC motor. What about the controller could cause what we are seeing in the real world. Then it dawned on me it's in variable torque mode. That would explain what we are seeing. Many drives VFD and otherwise have two modes CT and VT constant torque and variable torque respectively. If this drive is VT only or in VT mode then that would totally explain the real world performance we see.
So it could be as easy as just replacing the drive with something like the Baldor drive in CT mode. That being said I still think integrating it with the Mikini electronics is not the way to go. Simply because I have found the Mikini main board to be flaky. I have seen the LCD flicker fade in and out you tap on it and it comes back. I have seen the steppers take off and keep going without input, spindle halts at no load etc... I also suspect the axis motion problems Swath mentions are probably the Mikini electronics I have seensome of the same stuff.
I find the Mikini electronics to not be worth keeping. I also think integrating with something with a wiring digram and spec sheet like the CNC4PC bobs will be a ton easier. Also for my uses I don't use the manual mode. If I am going to do some ad-hoc operations I use the NFS wizards in Mach3 which are awesome. I personally would much rather have the pendant in Mach3 rather than in a manual mode I never use. I would use it a lot more. So that is my focus.
I think someone should tackle the BLDC drive project as I think it would be interesting. Me I need a solution I KNOW will work. I need a machine tool for my hobbies more than I need a machine tool hobby.
Anyway that's my thoughts
:cheers:

 Reply With Quote
Reply With Quote
Similar Threads
-
Temperature on Spindle Motor (replacement with treadmill motor) on X2 or X3
By Vogavt in forum Benchtop MachinesReplies: 1Last Post: 03-06-2013, 05:19 AM -
Replacement Motor Brushes For Sherline Mill AC Motor
By Lessons in forum Benchtop MachinesReplies: 0Last Post: 07-17-2010, 02:34 AM -
Project! Haas Vector Drive replacement, MOCON board / Brushless Servo Amp interface
By marvinmfg in forum Haas MillsReplies: 12Last Post: 07-11-2010, 03:04 AM -
replacement motor for PML&Kollmorgen DC Brush Servo Motor
By fymroger in forum News AnnouncementsReplies: 2Last Post: 10-24-2008, 09:36 AM -
Possible replacement motor for an X3?
By tauntdesigns in forum Benchtop MachinesReplies: 6Last Post: 05-17-2008, 04:24 AM
