



Sorry I took video of the whole process but my editor doesn't handle 1080p so I can't edit it yet, I usually do 1080i for editing but here are the pics I took anyway. The light WOC seems to be working out ok but it takes awhile.
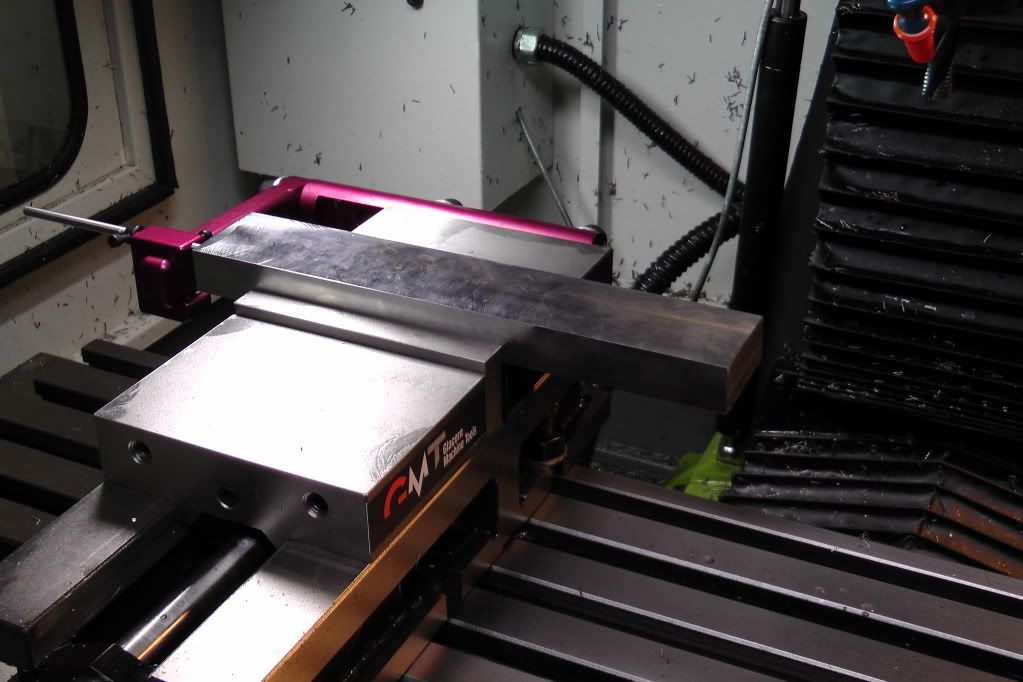
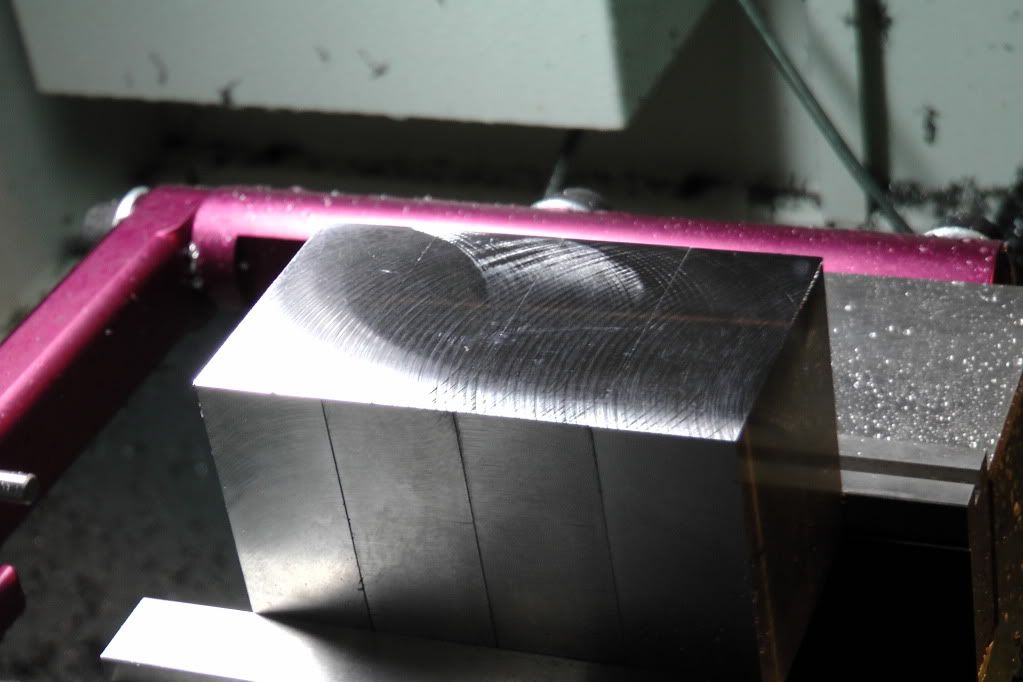
Stock begins as a rough bar of steel and is then face square and smooth
Bar is cut into 4 pieces 1x2.25x2.5
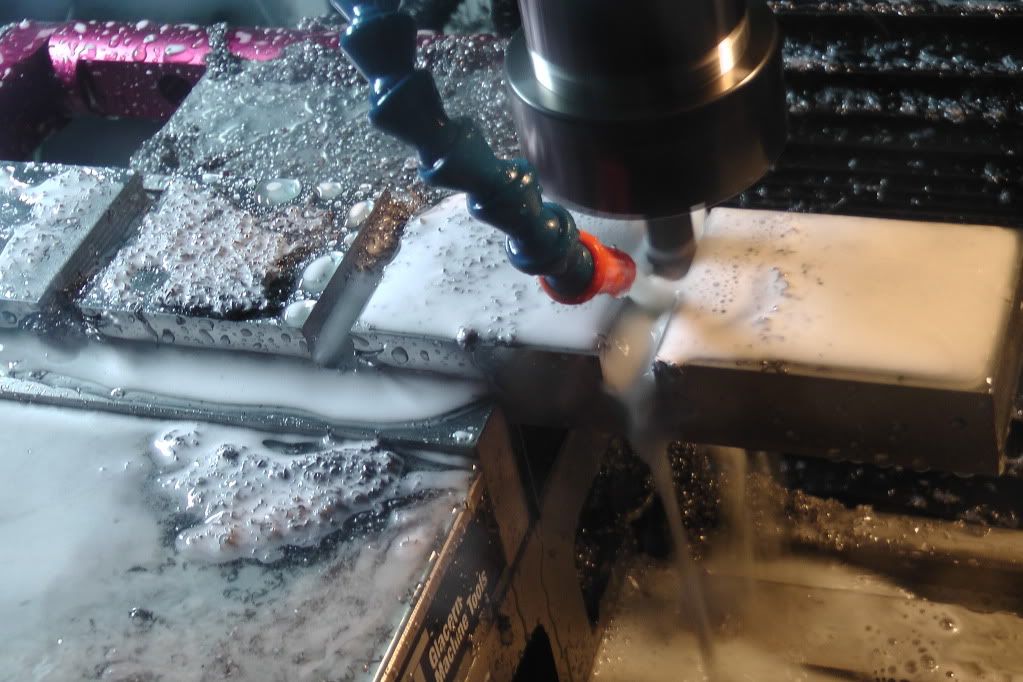
Rough cut sides of the bars are then faced to the same dimension
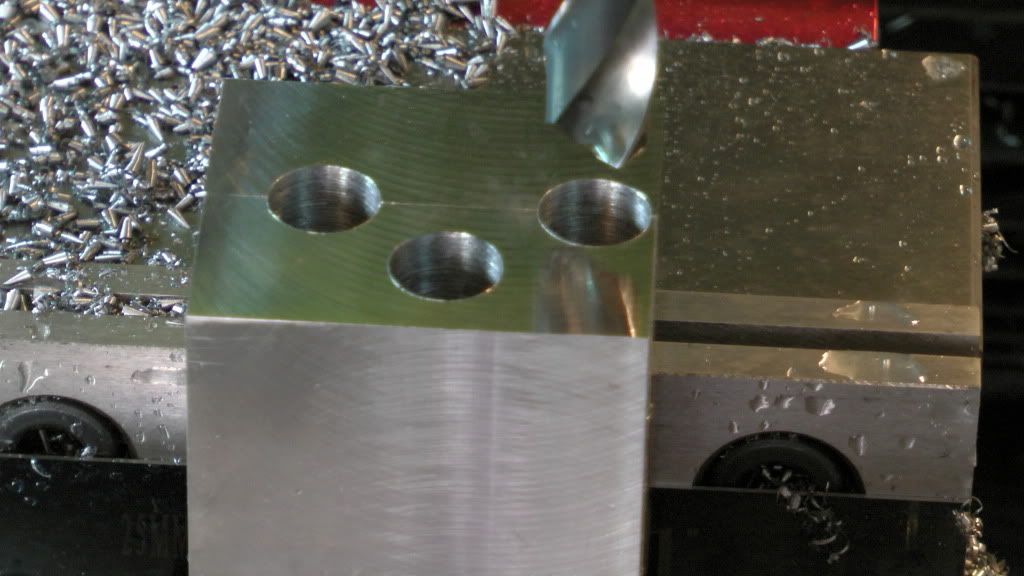
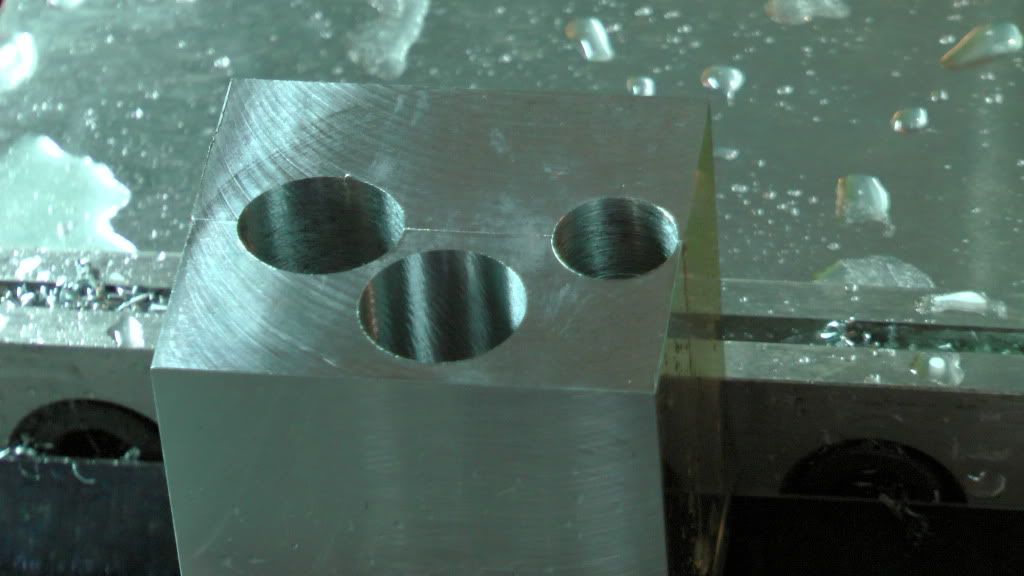
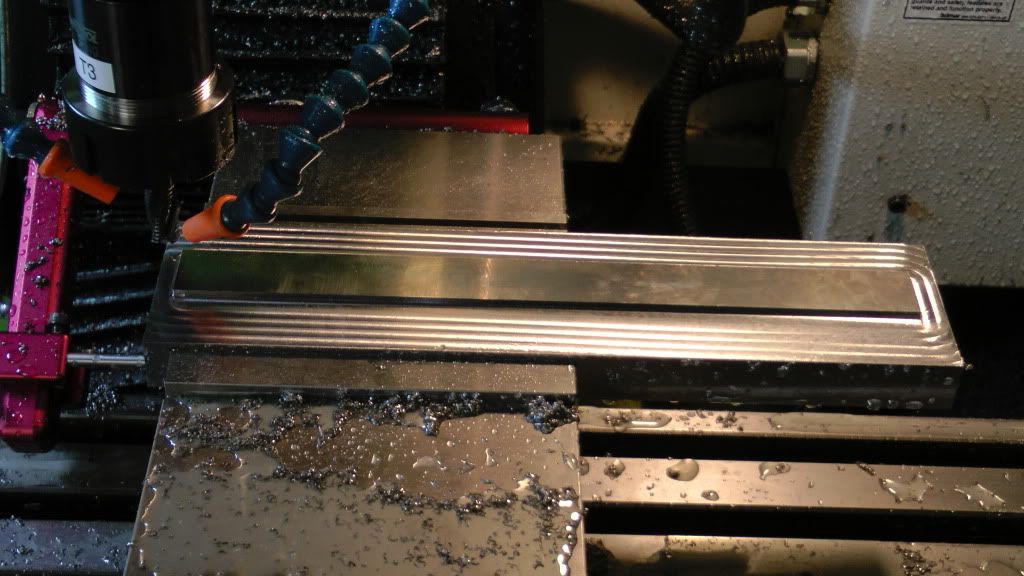
Rough stock pre-drilled then milled out. These started from 2 of the solid blocks of 4140HT
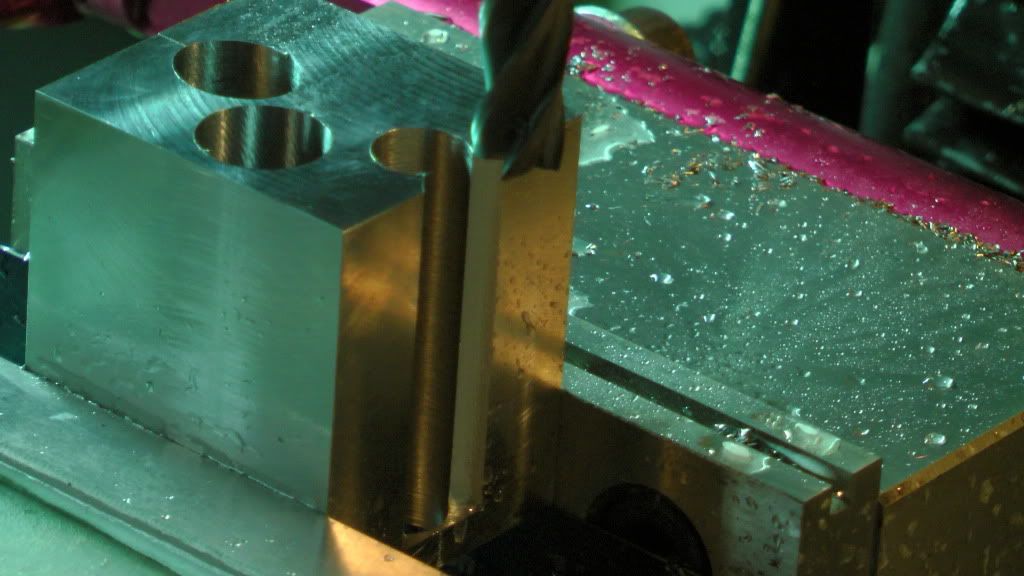
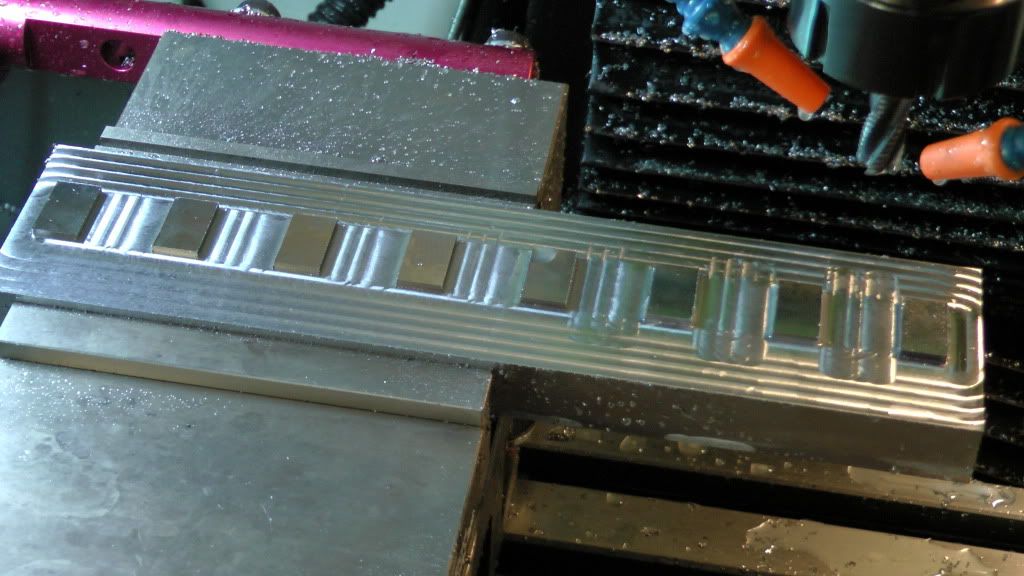
Next flip the parts and repeat for the next holes
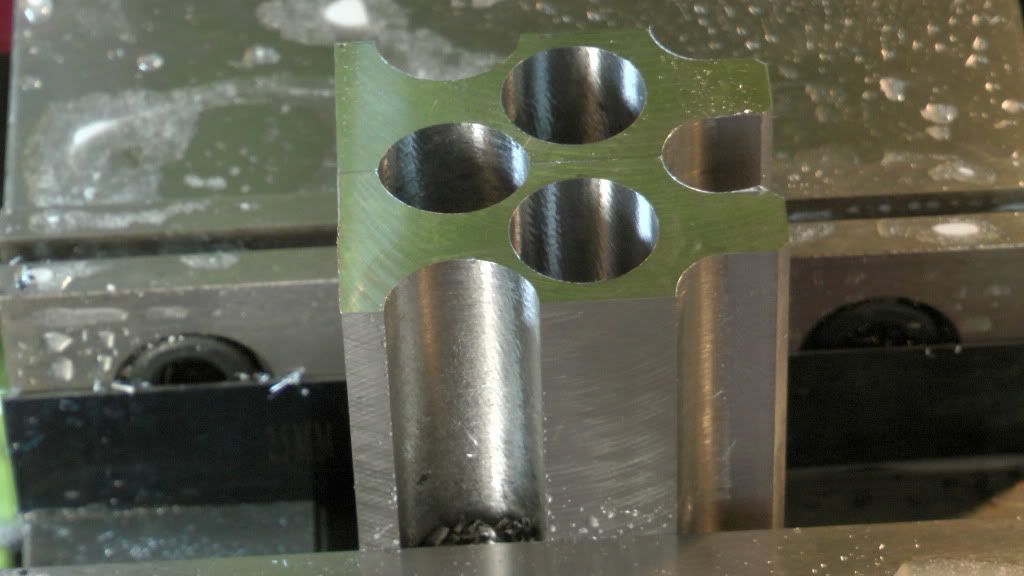
The final roughed out parts. Although I only did two here I plan on doubling up and doing 4 at a time.
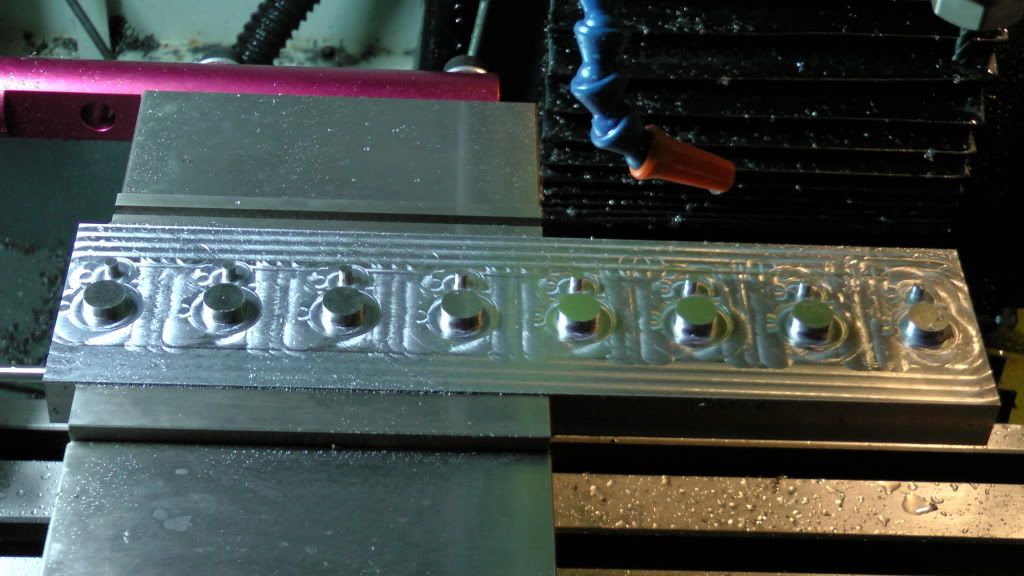
Now for the fixture plate to hold them
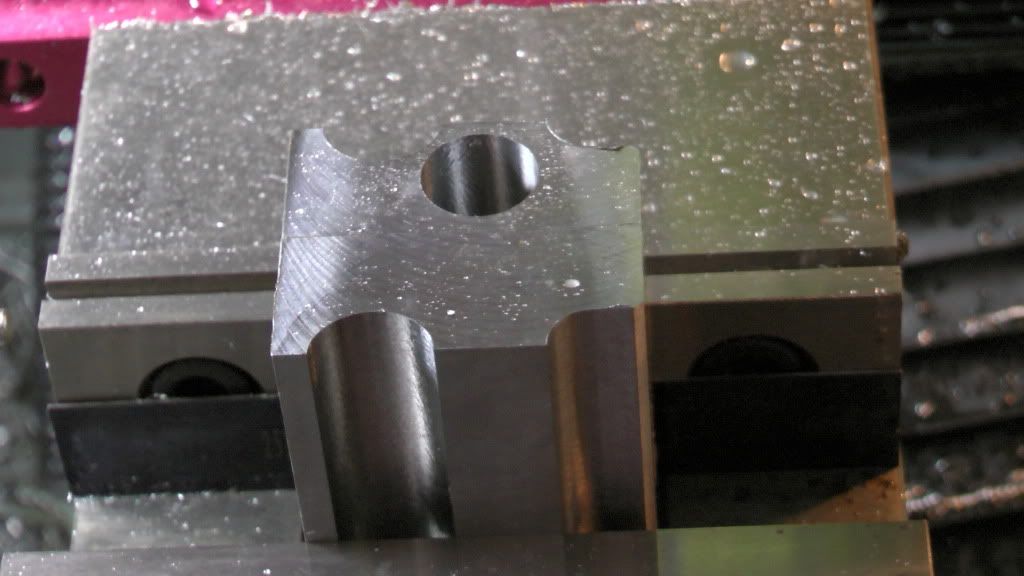
Here is what the plate looks like with the bosses finished. I removed .0001 inch at a time from the diameter of the bosses until the parts just press fit on so there is no play whatsoever. They just barely need to be tapped on with a hammer to seat.
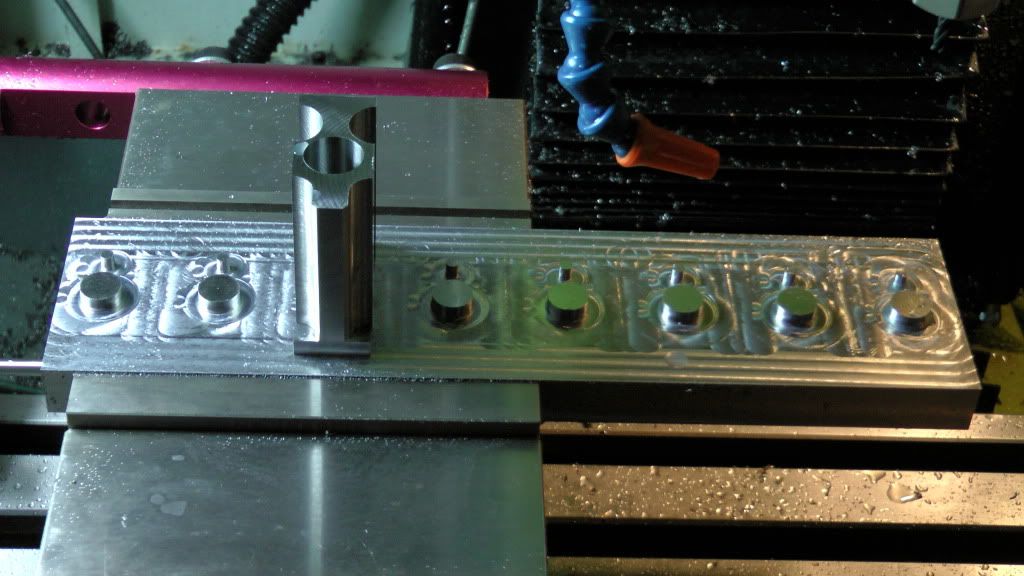
Here is what it looks like with a part secured on the bosses. I still need to drill and tap the large bosses so I can bolt the parts down.
Yeah I know I should probably center the vice on the table or use two of them to support the overhang but the fixture plate is 1 inch thick of hardened steel so I haven't found it to be much of an issue yet.
Thread: Rough stock and fixturing pics
Results 1 to 9 of 9
-
02-09-2012, 09:08 PM #1
 Registered
Registered
- Join Date
- Aug 2010
- Posts
- 599
Rough stock and fixturing pics
-
02-10-2012, 02:30 PM #2
Registered
- Join Date
- Jan 2006
- Posts
- 58
What exactly are you making? Nice job BTW.
Are you running a V1 or V2 machine?
-
02-10-2012, 04:32 PM #3
Registered
- Join Date
- Jul 2006
- Posts
- 367
Glad to see you finally making chips
 pete
pete
-
02-10-2012, 07:21 PM #4
Registered
- Join Date
- Aug 2010
- Posts
- 599
It's a V2 machine and the spindle is still flaky but programming cuts that are anywhere from 10% to 50% of the supposed spindle capability I can actually sort of use it. They are gun parts.



-
02-10-2012, 08:24 PM #5
Registered
- Join Date
- Jan 2006
- Posts
- 58
I can't believe you're making gun parts! Guns are icky!!!! What about the children?!?!?!
Picatinny gas blocks I assume. Nice!
I've made a few gun myself for my own guns... repairs or 'enhancements' and I just made a 1911 frame into a 1911A1 using my Bridgeport... cut the trigger reliefs as I'm putting together a 1943 Ithaca on a new frame.
My spindle is dead and I'm trying to decide what to do. I'm leaning towards a drive other than the Mikini replacement either with the current motor or a similar route as Alan.
Some of my gun bits...
My Dan Wesson 15-2 extractor installed w/ factory replacement sitting on the frame. I like mine better.

Springfield 1903 USMC front sight hood machined from bar stock.

-
02-10-2012, 08:47 PM #6
Registered
- Join Date
- Aug 2010
- Posts
- 599
Yeah picatinny railed gas blocks. So how did you retro engineer those parts? Did you have a model or did you make your own with some calipers, a computer, and a whole lotta time?
-
02-10-2012, 09:42 PM #7
Registered
- Join Date
- Jan 2006
- Posts
- 58
The DW extractor I made by measuring up the old one which the previous owner had butchered. I used V-Carve Pro to model it and machine it out of a chunk of W1 tool steel.
The '03 sight hood, I found measured drawings for and again used my V-Carve. The original sight hoods are stamped from sheet but I 'needed' one to compliment my repro USMC sights.
-
02-10-2012, 10:14 PM #8
Registered
- Join Date
- Aug 2010
- Posts
- 599
Beautiful work. That original extractor almost looks to be MIM. I like yours much better.
-
02-11-2012, 02:22 AM #9
Registered
- Join Date
- Jan 2006
- Posts
- 58
The factory replacement is definitely a casting (stainless). I don't know if it's MIM. The original part was 'worked' by the previous owner... apparently using a carbide toothed, rabid beaver. I can only surmise that the barrel was adjusted too far in (Dan Wessons have interchangeable barrels) and the extractor was 'modifieded' so the cylinder wouldn't impact the barrel.
Anyway, it was a fun project.




 Reply With Quote
Reply With QuoteSimilar Threads
-
rough turned stock through guide bushing
By hacdlux in forum CNC Swiss Screw MachinesReplies: 10Last Post: 04-04-2011, 11:15 PM -
Using STL file in mastercam and Define stock At Rough Flowline
By mindofrain in forum MastercamReplies: 3Last Post: 04-28-2010, 09:32 PM -
Z Level rough with multipule rough tools
By mbi in forum FeatureCAM CAD/CAMReplies: 2Last Post: 02-26-2010, 05:45 AM -
Rough Cut Stock Material - QUIETLY!
By tikka308 in forum Benchtop MachinesReplies: 37Last Post: 07-25-2008, 05:14 AM -
Noob question about rough stock dimesions
By rlrhett in forum CNC (Mill / Lathe) Control Software (NC)Replies: 1Last Post: 02-17-2007, 12:16 AM
