



Hi all,
I am working on a custom piece of equipment which involves getting an abrasive grinding wheel into a very tight spot.
The wheel is a cylinder, .55" dia, .15" height. The shank is .092" dia and 1" long.
I need to turn the wheel 1k-4kRPM, so no big deal there.
I'm trying to find a collet, taper, drawbar, etc, that has an OD that is smaller than the wheel so i can get it in place. I'll put some bearings and a small timing pulley on the shank of the tool holder so i can drive it from outside. The torque on the wheel will be negligible.
Ideally, the OD of the largest part of the tool holder would be .4" Not an easy order, I know.
I've found plenty of WW collets that would work well, but nothing to put them into that winds up as a shank.
A pin vise would be perfect, but that's a hand tool and rather inappropriate for this setup indeed.
What's the equivalent of a pin vise that would be good for mounting in a pillow block and driving at 1-4k rpm?
thanks!
Thread: Looking to make a tiny spindle
Results 1 to 9 of 9
-
07-31-2013, 02:35 PM #1
 Registered
Registered
- Join Date
- Sep 2012
- Posts
- 215
Looking to make a tiny spindle
Eric Feldman - Design Engineer, Programmer
Armor CNC - http://www.armorcnc.com Support hours: 7am thru 10pm EST, 7 days a week
-
07-31-2013, 06:26 PM #2
Member
- Join Date
- Apr 2003
- Posts
- 354
Eric, you might take a peek at one of those cheap air powered pencil grinders from HF. They're on sale for $22.99 and there may be something you can salvage out of it to get you started?
I have one but it's at home. I think the chuck is bigger than you want though. The collet is made for a 1/8" shaft but that's no hill for a stepper. (Might qualify as a decent pun.)
(Might qualify as a decent pun.)
-
07-31-2013, 06:51 PM #3
Registered
- Join Date
- Dec 2004
- Posts
- 783
Tall order, maybe post an rfq to have a set screw shank made, would be super simple for most good machinists to make.
Or if you have a small lathe, turning a pin vice down between centers could be an option, just not sure how concentric the collets are on them.
The pencil grinder is a good idea, but they are hard if not impossible to find with a .092" collet, and not sure of the runout on the cheapies.
Sent from tapatalk
-
07-31-2013, 10:25 PM #4
Registered
- Join Date
- Jan 2010
- Posts
- 485
Pretty sure dental hand pieces use a .092 collet. Or at least they did. Dentist gave me a bunch of burrs one time and the shanks were .092.
Here's a link to the Foredom collet I used -
http://www.foredom.net/hp4117.aspx
-
07-31-2013, 10:32 PM #5
Registered
- Join Date
- Dec 2004
- Posts
- 783
They do, but the clamping isn't always the general collet type, they can have a funky flat on the end for quick changes. Originally Posted by packrat
Originally Posted by packrat

Sent from tapatalk
-
08-01-2013, 02:15 AM #6
Member
- Join Date
- Apr 2003
- Posts
- 354
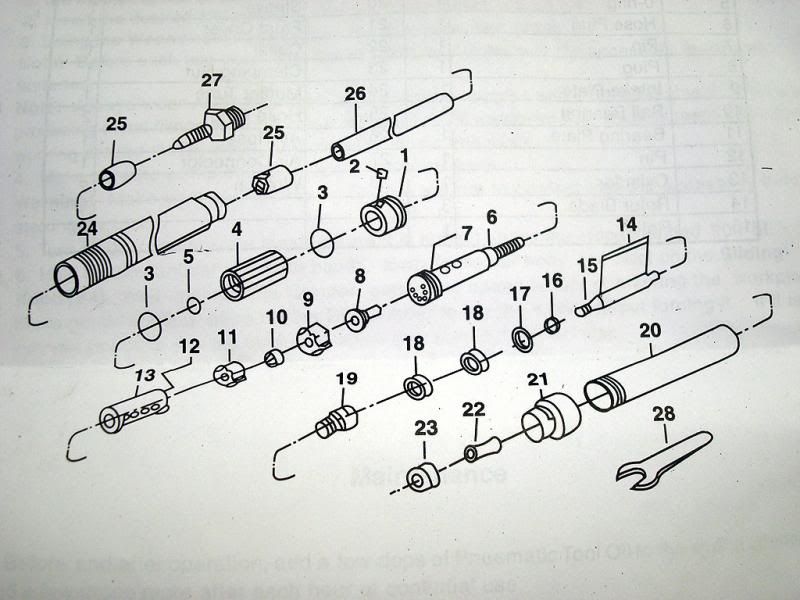
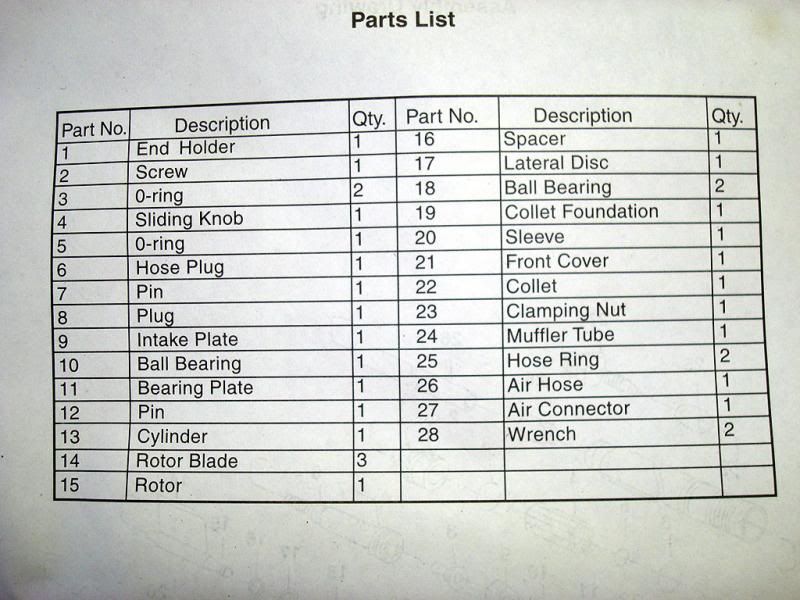
Here’s some info on the HF Pencil Grinder. The clamping nut is .390” O.D. by .285” long,; the 2nd part with the 3 grooves (front cover) is .531” O.D. just behind the nut & flares out to the main body size of .627” by .655” long. It does have a 1/8” collet but couldn’t you easily source your grinding wheel in that size rather than .092”?
Sorry, I’m not gonna take it apart but there are 3 ball bearings in the thing according to the breakdown page (good news). You can cut off the portion of the front cover back to the rear of the wrench access slot which would give you a .390” collet chuck .725” long. Looks like there’s enough widgets in there to warrant cutting it up & grafting on a home-made pulley & spin it up with a small 12 or 24vdc brushed motor & belt.
If you really want to be cool you could make up an adapter to graft on a direct drive brushless outrunner R/C airplane motor!
Anyhoo, I hope this helps a bit and if you make a bazillion $$ with my idea, be sure to share the wealth!
-
08-01-2013, 01:46 PM #7
 Registered
Registered
- Join Date
- Jan 2008
- Posts
- 1528
Can you not just use an extension shaft?
If not you'll need to tell us the maximum length (space) you've got7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
08-01-2013, 03:06 PM #8
Registered
- Join Date
- Mar 2010
- Posts
- 27
I've made a couple of these. They work pretty well for what they are.
Machines That Make | MtM | An MIT Center for Bits and Atoms Project
-
08-02-2013, 07:23 AM #9
Gold Member
- Join Date
- May 2005
- Posts
- 3920
Get a quarter inch piece of drill rod, drill a hole in the end of it and Loctite the wheel in place. Then chuck in the spindle of your choice. Honestly though 4K sounds a little slow. Originally Posted by ericscottf
How tight is tight. Silly question but there are numerous ways to get creative here. Further is it heavy production or just a few parts.I'm trying to find a collet, taper, drawbar, etc, that has an OD that is smaller than the wheel so i can get it in place. I'll put some bearings and a small timing pulley on the shank of the tool holder so i can drive it from outside. The torque on the wheel will be negligible.
That is easy just go the Loctite route described above. The issue then becomes length and what you are allowed there.Ideally, the OD of the largest part of the tool holder would be .4" Not an easy order, I know.
Most pin vises also have a lot of runout.I've found plenty of WW collets that would work well, but nothing to put them into that winds up as a shank.
A pin vise would be perfect, but that's a hand tool and rather inappropriate for this setup indeed.
Your clearance on diameter seems to rule out most collets. Your other option is a set screw in a drill rod extension.What's the equivalent of a pin vise that would be good for mounting in a pillow block and driving at 1-4k rpm?
thanks!

 Reply With Quote
Reply With Quote


Similar Threads
-
How to make Spindle calibration on x5+
By okabum in forum Syil ProductsReplies: 1Last Post: 05-18-2012, 03:29 AM -
Steel grade to be used to make a spindle?
By rnr107 in forum MetalWork DiscussionReplies: 5Last Post: 04-08-2012, 10:53 PM -
RFQ teeny tiny job
By bodabalina in forum RFQ (Request for Quote)Replies: 0Last Post: 02-02-2012, 05:37 PM -
How hard to make a custom cnc spindle?
By rlevin in forum MetalWork DiscussionReplies: 1Last Post: 09-01-2006, 07:44 PM -
Why do makers make X & Y in table, and Z in spindle ?
By bobJandal in forum Mechanical Calculations/Engineering DesignReplies: 24Last Post: 05-31-2006, 02:14 PM
