



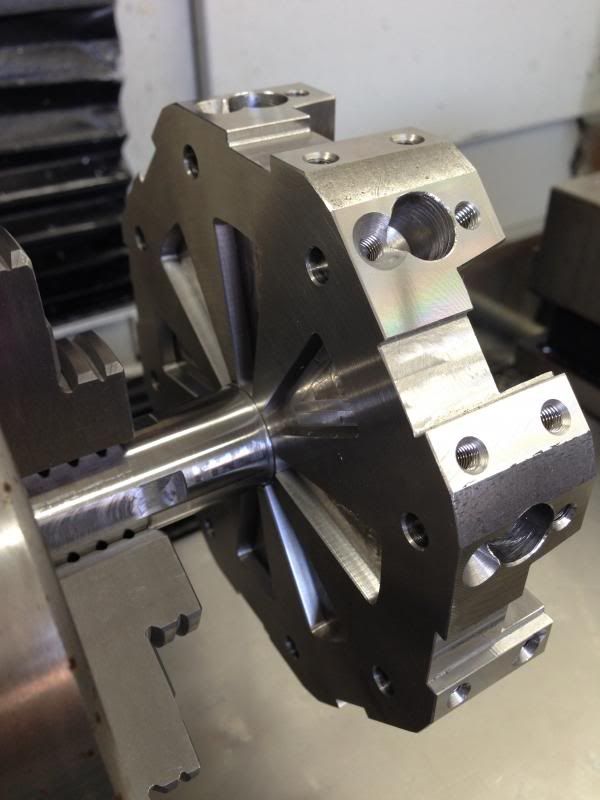
I just wrapped up the first side of the turret. I need to figure out how to port coolant to the active tool. If anybody has some neat ideas let me know.
Scratch built lathe turret roughing - YouTube
There are still a few ops to the reverse side and some rotary work to the sides, but all in all I think the turret is coming along nicely.
Anybody know a good way to color the letters so that it doesn't get eaten by coolant?
Thread: 10"x12" Scratch built lathe
Results 41 to 60 of 169
-
10-27-2013, 04:38 AM #41
 Registered
Registered
- Join Date
- Dec 2009
- Posts
- 121
Turret
-
10-27-2013, 11:51 AM #42
Registered

- Join Date
- Jun 2004
- Posts
- 355
You don't need anything fancy. Have a fixed port with seal (o-ring in a suitable groove that sticks out just slightly), then suitable drillings in the tool holder that align with the port and direct fluid to where you need it. You'll probably want to add either short flexi nozzles, or fisheye nozzles to direct the fluid to the cutting tip depending on the tool. Originally Posted by jakemestre
Originally Posted by jakemestre

The seal doesn't have to be perfect, as a bit leakage shouldn't be of any concern.
If you really want to colour them, then find some oil resistant paint.Anybody know a good way to color the letters so that it doesn't get eaten by coolant?
-
10-27-2013, 04:16 PM #43
Registered
- Join Date
- Jul 2012
- Posts
- 29
Jn
Sent from my SAMSUNG-SGH-I317 using Tapatalk
-
10-28-2013, 12:10 AM #44
Registered
- Join Date
- Dec 2009
- Posts
- 121
Care to elaborate? lol Originally Posted by clmenz
-
11-01-2013, 07:36 PM #45
Registered
- Join Date
- Dec 2009
- Posts
- 121
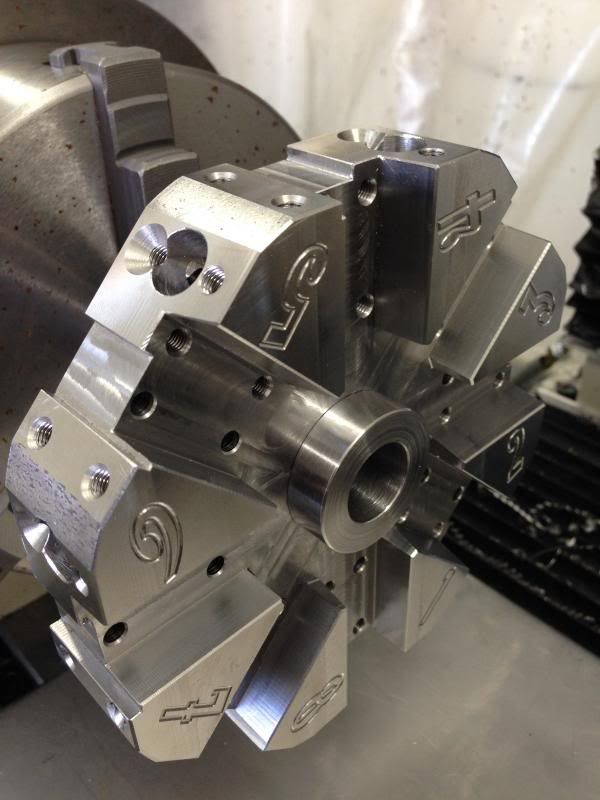
Turret check
The turret is done, at least for now. There are a few things that bother me enough to potentially remachine the turret. The alignment was really hard to achieve on the 4th axis work. Next time around I'll do the 4th first (with a much sturdier fixture), then use the octagon to machine the stick tools in a cross pattern. The cross will eliminate the simultaneous x and y motion, and potentially help with the tool alignment. In the pictures you can see a notch in the slot to align round tool holders. That alignment slot is supposed to be flush with the face the stick tools sit. That little notch in the stick tool face is a source of much concern. The fact that there's even a notch says there's a misalignment problem, but worse is it's different on each tool. I'll continue on to the rest of the machine, but if I have issues with tool alignment I'll make a new turret. The programming was the most time consuming part, and luckily that's all finished for the next go around.

Turret Hirth Pockets - YouTube
The main plate has been out for stress relief the last few days. When it's done it'll go straight to a friends shop to surface/drill/tap for headstock, guides, and screws. When it's back I'll begin welding the stand. I ordered a Lista cabinet to build into the stand. The minifridge will go in the mill stand In the mean time I got the control boards from Mesa. 5i25 and 7i76 will be responsible for motion control. After having run mach on my current lathe I decided I wanted some of the features that LinuxCNC offers.
In the mean time I got the control boards from Mesa. 5i25 and 7i76 will be responsible for motion control. After having run mach on my current lathe I decided I wanted some of the features that LinuxCNC offers.
That turret just made this project real, if you know what I mean. Everything is fine and dandy in the computer model but for me every project has that moment when you realize it's coming to life.
-
11-02-2013, 01:51 AM #46
Member
- Join Date
- Apr 2003
- Posts
- 354
Jake, are you already Linux fluent? Please post your setup process when you get there. I'm using Mach & it's working pretty well so far but I'm not pushing it very hard & all weird behavior has been traced back to operator error. Originally Posted by jakemestre
Awesome job you're doing...I'm enjoying every detail!
-
11-02-2013, 02:04 AM #47
Gold Member
- Join Date
- Jun 2011
- Posts
- 695
Nice job! Big hunk of aluminum.....all I could think was "one wrong G-code" = scrape!
Next year I will attempt my own scratch built slant bed lathe,but will probably go with gang tooling. Same reason as you I need something better then my converted china iron.
Thank you for creating this thread,yours is exactly what I'm thinking.
-
11-02-2013, 04:18 AM #48
Registered
- Join Date
- Dec 2009
- Posts
- 121
Thanks Dickeybird, Mach has some serious bugs with CSS and threading on a lathe. It's a great program and maybe in the future there will be a more stable lathe side, but in the mean time I'd love to rigid tap and thread withouth error. A single index on a spindle, while perfect for a mill, is less that optimal for a lathe where RPM can be changing by rotational degree. Originally Posted by DICKEYBIRD
I'm not "fluent: with Linux but I can program in C++ if that's what you're asking. Linux or Ubuntu is really just an operating system not unlike the mac OS. It's pretty cool actually now that I've been playing around with it. I'll definitely keep the forum updated as I make progress with this system.
Your CNC definition is AWESOME! Originally Posted by FannBlade
No aluminum, all 4340 Steel. And yes, on the last op on the 4th axis the machine spun the turret and started eating the part. That's one thing about a slower machine is that you have enough time to hit the "Oh F*&@" mushroom button.
-
11-02-2013, 06:36 AM #49
Member
- Join Date
- May 2008
- Posts
- 1185
I've been thinking of building a CNC lathe too. I have a CNC IH and a good size lathe but I need CNC for a few parts and I can't fit another full size lathe in the shop. I need at least a 6" chuck so I might just make a lathe. The lathe is not the problem but the CAM and controller software. I just don't like Mach3 so far for a lathe.
I built a X-Y table to fit my lathe for practice and it works but I didn't get far with Cambam and Mach.
Let us know how Linex CNC works for you and the CAM processes if you can.
Thanks
Dave
-
11-02-2013, 08:29 AM #50
Registered
- Join Date
- Apr 2005
- Posts
- 419
Your turret looks absolutely amazing. Can't wait to see how the rest of the build shapes up.
-
11-02-2013, 12:07 PM #51
Member
- Join Date
- Apr 2003
- Posts
- 354
Yup, CSS would be nice but I get along OK without it. There's a guy on the Mach support forum that's written a CSS plugin but it's not all there yet. Originally Posted by jakemestre
I think the threading problems were corrected around release xxx.052 or so. *BUT* it does require a stable spindle speed with lots of "grunt" to do threads in steel. Mine did great threads with the 3/4 hp DC motor/KB controller in acetal & aluminum but who needs aluminum bolts! I did some M22x1.5 threads in 1144 steel but had to use a very shallow D.O.C. & a zillion passes. Ended up finishing the job hand cranking the spindle on my other (manual) lathe.
I'm getting close to completing a 1:6 belt reduction system for it now which I'm confident will take care of the problem. Be nice to have a 1000-1500W servo spindle drive but on my meager budget it ain't happenin'! If I was Linux savvy enough, a spindle encoder would work also but that ain't happenin' either.
-
11-27-2013, 08:26 PM #52
Registered
- Join Date
- Dec 2009
- Posts
- 121
Hey Guys, Sorry it took me so long to respond. I should get out of my shop every once in a while and check my own thread right?
Hello Dave, Originally Posted by arizonavideo
Linux CNC is a useful way to control CNC machinery, not that Mach isn't a great tool. I'm no expert, so if one wants to chime in please feel free, but I believe the kernel plays a part in the motion of the machine. Windows XP/Vista/7 are based around a hybrid kernel which doesn't have soft or hard real time support. It also runs things in the background which can distract the OS from it's task of running the machine.
Linux is a monolithic kernel which does allow for soft real time support. From what I understand the real time support allows for things like threading or CSS to happen much better than with Windows. Again, I may be totally off basis on this as I'm no expert. Bob has a great couple of blog entries on motion control with windows.
Thank you very much! I'm excited to see how it turns out too. Originally Posted by 691175002
Hey Dickeybird, Originally Posted by DICKEYBIRD
A perfectly stable spindle is something I just can't get to work. I've spent a huge amount of time playing with the VFD and mach settings, but I just can't get it to work perfectly. Based on my design criteria of +-.0002, I need to be able to hit a pitch every time. I think you're right about CSS for the most part. But if you've got a large diameter part, say 10", the surface speed for a facing op will change significantly. Better to design in the feature and not use it than to not have it when needed. From playing around with Linux so far, I don't think it's any harder to set up a machine than Mach. Just different. If you can build your own CNC you can definitely learn a new OS. lol
Update to come shortly.
-
11-27-2013, 10:44 PM #53
Registered

- Join Date
- Mar 2007
- Posts
- 304
Great Build - and Thank You for sharing your decision making process.
Will you please post your Turret Design when you are finished?www.CNC-Joe.com
CNC Is Not Just My Passion.. It's My Addiction !!!!
-
11-28-2013, 01:26 AM #54
Registered
- Join Date
- Jun 2004
- Posts
- 355
The main difference is the kernal used for LimuxCNC is compiled so that it's main priority is dealing with the hardware and trajectory planning. Everything else, including display updating, is handled whenever there is unused CPU time. Originally Posted by jakemestre
Windows on the other hand doesn't have that prioritisation, and the Mach 3 parallel port driver relies on a constant interupt (that's what the kHz settings are) to force windows into dedicating time to update the parallel port. However this relies on there being sufficient CPU time/power to deal with trajectory planning outwith the interupt handling, which is where Mach often falls over, so if windows decides something else needs CPU time, then Mach has to join the queue and wait.
As for Linux being better for CSS, it's just to do with the software. Mach3 was never designed to do CSS, or lots of other things that it can currently do. It's constantly had bits patched on, and it's now reached the point that there's that many bits been added, that trying to add something else, or changing things often leads to lots of other things get broken. I'm pretty sure I read that trying to fix CSS was one of the final straws that finally forced Brian into starting to write Mach4.
PS. Keep up the good work! I had subscribed to the thread as inspiration for a potential build, however having bought a Denford Cyclone a couple months back complete with tool changer, I now onlt keep following to see how you're build is progressing.
-
11-30-2013, 09:55 AM #55
Registered
- Join Date
- Dec 2009
- Posts
- 121
New update:
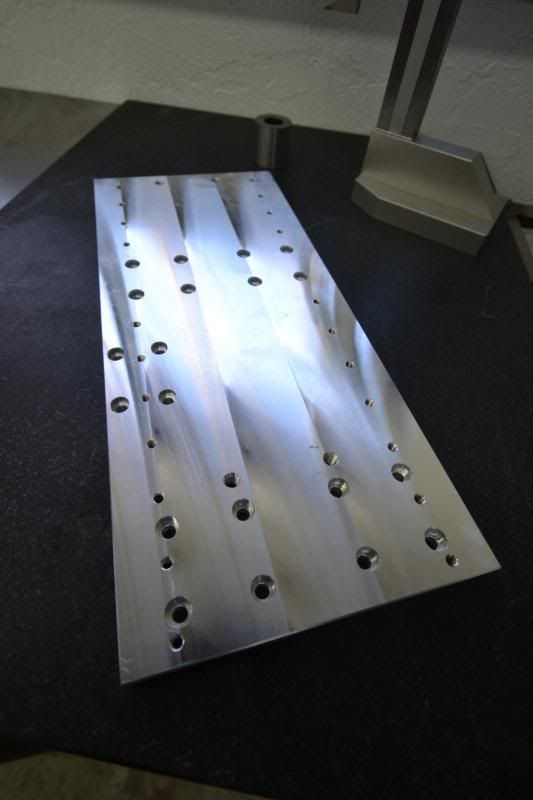
Plate is back from the machine shop. I didn't have the size on the Tormach to get everything done with one fixturing. I really wanted to make as many components as possible in my own shop but sometimes you have to bring out the big guns.


I'm really glad I took it to the shop I did, they suggested a small alignment ledge for the linear guides. If you only take one thing away from this build just remember to add an alignment ledge into every machine you build from now on out. It made aligning the guides a ten minute process. Both rails are +-.0001 over the entire length measured from the front edge.

Lowered the supports for the X axis Ballscrew
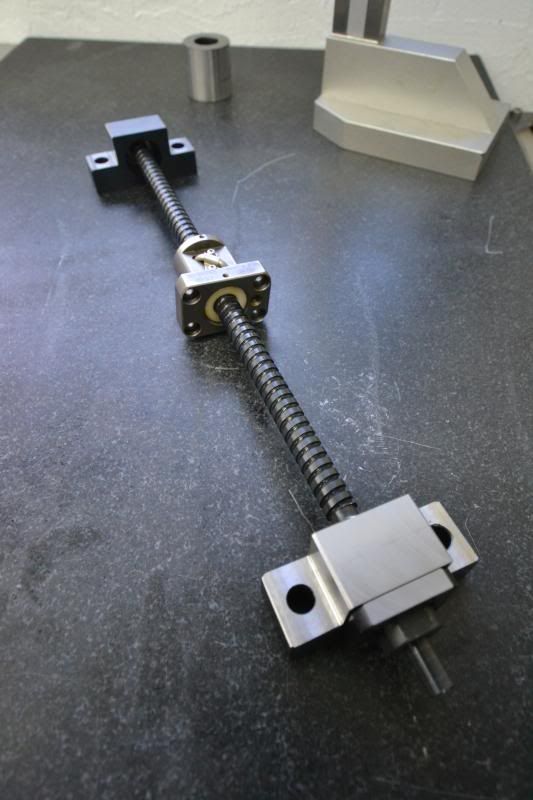
Machined the fixed end of the Z screw from scratch, modified the existing ball nut block to bolt to the axis sub plate, and modified the end support.

X axis plate is machined and ready. The front linear guide bolts are round, fixed location bolts, and the back are slots to accommodate some miscalculation on my part.
Starting assembly

A little closer.

Things move SO smoothly. It's amazing. I can slide the whole assembly by pushing on the x axis plate.

The next steps are the build the housing for the turret, machine the second Hirth joint, build a stand, and build an enclosure. Oh, I think there's some wires that have to go in there too somewhere. Not to mention the spindle cartridge, and headstock.
It's all in good fun.
Thanks for reading,
Jake
-
11-30-2013, 07:28 PM #56
Registered
- Join Date
- Dec 2006
- Posts
- 73
Ambitious (but very nice) project. Did the machine shop weld those rails onto the bottom plate? And machine them after they were welded? I assume the alignment ledge is the small lip sticking up on the back of each rail? I'm always hesitant about welding anything on a machine tool for fear of warping it.
Chuck
-
11-30-2013, 07:34 PM #57
Registered
- Join Date
- Dec 2006
- Posts
- 73
Another quick question... Have you thought about how you will get the Y-Axis parallel with the spindle axis in all directions?
Chuck
-
11-30-2013, 08:30 PM #58
Registered
- Join Date
- Dec 2009
- Posts
- 121
Originally Posted by cffellows
Hello Chuck, Originally Posted by cffellows
I TIG welded the rails onto the plate and then I had it stress relieved. You can probably see the small segments of welding I was doing to try to minimize warping. I welded a couple inches on opposite sides of opposite rails and let everything cool between welds. The plate warped about 1/16" at the edges, but nothing a facemill couldn't deal with. That's the beauty of a scratch build is I can weld whatever I want wherever I want before heat treat. After stress relieving no more welding or the relief is negated.
The small ledge at the back of the rails is indeed for alignment. Getting the X axis perpendicular will be more challenging. I know the x axis sub plate is square so if I align the front, which runs parallel with Z, relative to to the Z rails it should be square on X. We'll see how that turns out though. It's a bit hard to see in the photos but I also had the machine shop square the edges of the main plate. If I make a huge test indicator arm I can measure the x rails relative to the main plate edge behind the headstock. I'm learning as I go. Thanks for your questions. They keep me on my toes.
Jake
-
11-30-2013, 11:36 PM #59
Registered
- Join Date
- May 2013
- Posts
- 149
Sublime!
Wisdom results from foolishness!
-
12-02-2013, 11:25 AM #60
Registered
- Join Date
- Nov 2012
- Posts
- 220
I am enjoying your build, thanks for sharing!
I have been looking at your design and I was wondering how you plan on mounting your flat plate? I do not see any mounting holes and I would assume you don't want to weld it at this point.


 Reply With Quote
Reply With Quote











Similar Threads
-
LinuxCnc "Step Time" "Step Space" "Direction Hold" "Direction Setup" values??
By blau_schuh in forum Dmm TechnologyReplies: 5Last Post: 01-12-2014, 07:07 PM -
Home Designed Scratch Built CNC Lathe
By Chrisjh in forum VideosReplies: 2Last Post: 11-07-2013, 09:40 PM -
X Axis "Goes Off Pattern", "Awry", "Skewed", "Travels"
By DaDaDaddio in forum Laser Engraving / Cutting Machine General TopicsReplies: 1Last Post: 05-06-2013, 09:59 AM -
Looking for Specs for a scratch built lathe
By breathe in forum Vertical Mill, Lathe Project LogReplies: 18Last Post: 06-16-2011, 12:56 PM
