



Hi guys ,
I need some sort of rotary fixture for my mill ... nothing fancy or heavy , I just want
to make hollow spirals in wood and some light cuts in aluminum .
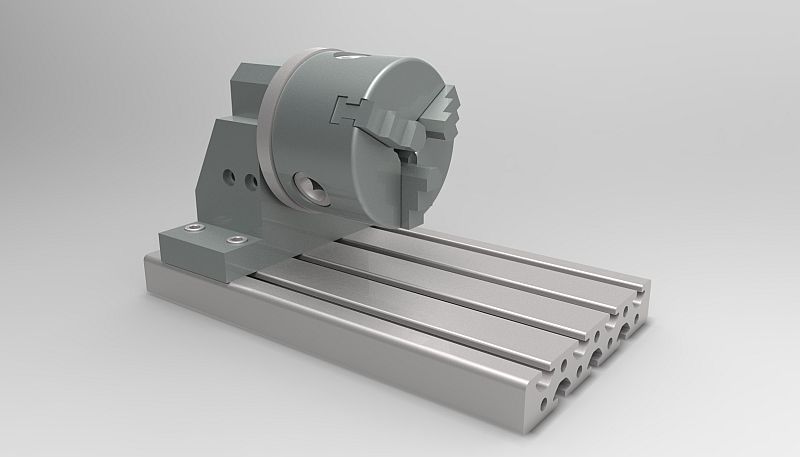
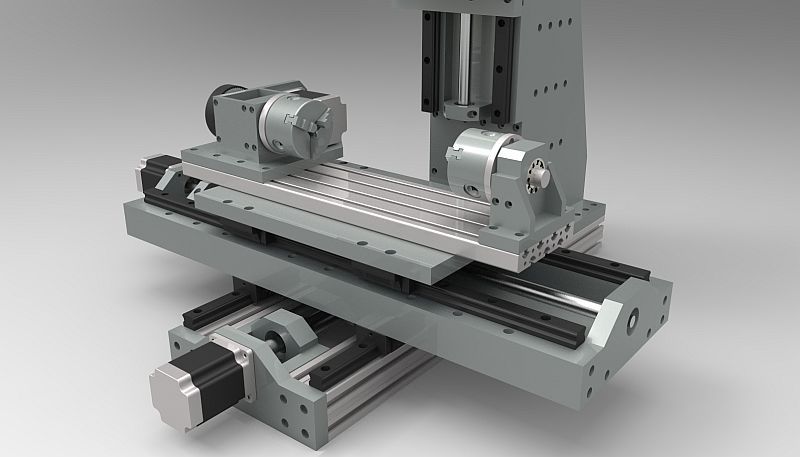
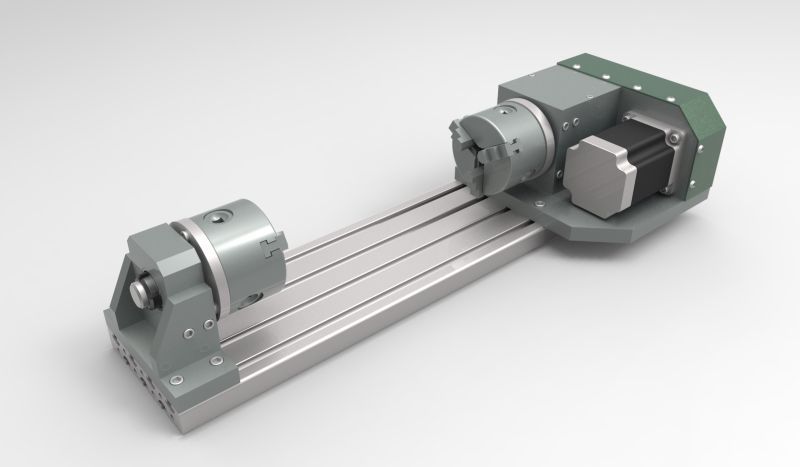
So ... this is what I think ... 8,5N/m ( 1200oz/in ) stepper motor , 25mm wide timing belt ( HTD T5 ) ,
3/1 ratio pulleys , angular bearings ( 40mm I.D , 68mm O.D ) , 100mm lathe chucks , aluminum frame .
I made some drawings , modeled the fixture in Rhino , then some renderings in KeyShot ...
What I need is some inputs ... have I made any mistake in my design ? will it be strong enough ? Do you like
the design ? Are there any problems with it ?
P.S . I already made a 4"th axis using a 5/1 worm gear reduction , but the backlash was too big , I hope that
this aproach ( timing belt + timing pulleys + strong stepper ) will do the trick for me ...
Thanks .
pics .......
.................................................. .................................................. ...
Results 1 to 20 of 111
-
09-20-2013, 05:43 PM #1
 Registered
Registered
- Join Date
- Feb 2009
- Posts
- 118
CNC rotary fixture , modular , belt driven
-
09-20-2013, 05:56 PM #2
Registered
- Join Date
- Dec 2010
- Posts
- 126
I love it! I could use one like this myself. My only concern would be the strength of the bottom rail, but if the mounting features are strong and repeatable then it shouldn't be a problem. You said light cuts anyway, which is NOT what we do with our 4th axis jobs...so this would probably not be rigid enough for us. For what you're doing, it looks like a really cool project. I especially like the chuck tailstock. We are looking into building an independent chuck tailstock for our 4th axis much like that one.
Good luck and happy building!
-
09-20-2013, 08:29 PM #3
Registered
- Join Date
- Feb 2009
- Posts
- 118
Thanks Japazo ...
I will use a piece of aluminum extrusion as rail ... 160mm wide , 28mm thick , about 800mm long ... for my needs I hope is strong enough ...
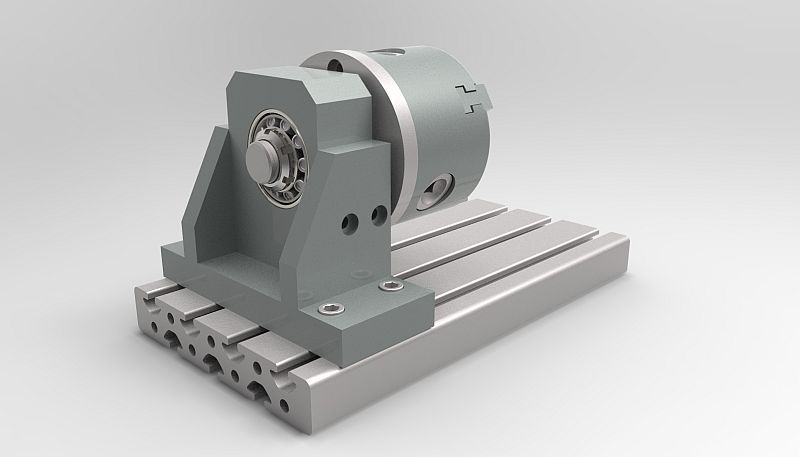
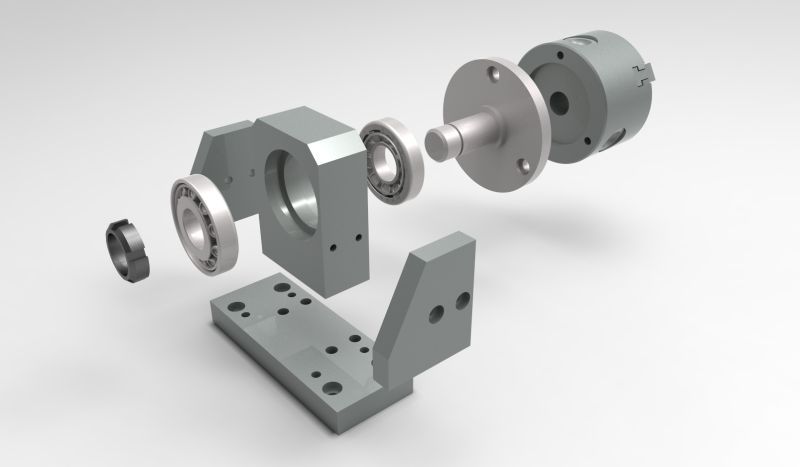
The chuck is spinning on roller bearings , mounted back to back , and then preloaded with a retaining nut ... as I said , nothing complicated .
Center of the chuck will be at 80mm + 28mm from the surface of the mill working table , maximum distance between centers 350mm .
The tailstok will slide along the aluminum profile ( rail ) , and it will be locked in place with 4 M10 bolts . All aluminum components will be machined
using 6061 T6 ( MIC-6 ) aluminum plate only .
pics...
.................................................. .................................................. .....................
-
09-21-2013, 03:46 AM #4
Gold Member
- Join Date
- May 2005
- Posts
- 3920
Very nice but I have a couple of points that you might want to consider.
If you sure about that you may want to discount some things I will say below. The problem is things like this end up getting more use than intended. Originally Posted by katran
Originally Posted by katran

In your pictures you have the motor/stepper mounted in the wrong direction. That is I looks like it might interfere with stuff mounted on the chuck. The other issue is what happens if you want to use the drive spindle with something other than a chuck? You may say that will never happen but few can predict the future.So ... this is what I think ... 8,5N/m ( 1200oz/in ) stepper motor , 25mm wide timing belt ( HTD T5 ) ,
I have nothing against timing belts but do keep it as short as possible. 25 mm might be a bit narrow, I'm trying to place in my mind which profile is T5. You should be able to find some online engineering info to determine is you specific belt selection is good enough. Keep in mind the belt has to be much tighter than normal to keep sponginess as low as possible.
100 mm is smaller than I first realized. I'm not sure what machine this is going on, but if you don't have physical issues I'd go larger with the chuck. Honestly I wouldn't build the frames out of aluminum sheet stock if I could avoid it. Either use steel of make an aluminum casting. Why, lots of screws in aluminum makes me unhappy. Eventually this threads strip, come loose or allow parts to slip out of alignment. Aluminum castings would eliminate that issue as would frames made out of steel. Even with steel I'd be tempted to do a weldment for some part. Yeh welded steel structure are more work but done right the unit will last forever.3/1 ratio pulleys , angular bearings ( 40mm I.D , 68mm O.D ) , 100mm lathe chucks , aluminum frame .
Nice.I made some drawings , modeled the fixture in Rhino , then some renderings in KeyShot ...
Nothing really serious here other than the motor placement mentioned above.What I need is some inputs ... have I made any mistake in my design ?
Probably. You didn't mention the machine it will run on but I'd be more concerned about size.will it be strong enough ?
I'm assuming the base gets bolted to another table. If so that is a good thing as it should minimize twisting. Of course for light use that might not be an issue at all.
Looks very nice.Do you like
the design ?
It looks good but how are the chucks mounted? If you need to install a face plate or drive spur how would you do it?Are there any problems with it ?
Backlash in the Worm? Some of that can be dealt with by making the center distances adjustable. Belt drives have their own issues also. This should work good as long as you don't drive it real hard.
P.S . I already made a 4"th axis using a 5/1 worm gear reduction , but the backlash was too big , I hope that
this aproach ( timing belt + timing pulleys + strong stepper ) will do the trick for me ...
Thanks .
pics .......
.................................................. .................................................. ...
-
09-21-2013, 09:23 AM #5
Registered
- Join Date
- Feb 2009
- Posts
- 118
Thanks wizard .
I can not make the frame out of steel , is out of my capabilities ... so I have to use aluminum .
I am building the fixture for this machine :
http://www.cnczone.com/forums/vertic..._log_pics.html
25mm wide belt is all I could find ... weight and dimension of the fixture is an issue , I can not make it too big or to heavy . The ideea is
to make everything as modular as possible , stiff and strong , small and good looking also ...LOL .
I will make some sort of alignement/locking pins for the base , so I can mount the fixture on the milling table straight and true . Is not
complicated , so I will leave this at the end ...
It seems that I need to redesign the indexer ... move the motor , think of a smart way to tension the belt ...
This build is intended just for study ... I am vey new in 4 axis machining , I need to learn a lot . That's why I need to keep all things
as simple as possible , easy to understand and also cheap .
Later , maybe , I will build a far more serious device : harmonic drives , servo motors , dual set-up modes ( indexer / lathe spindle ) , and so on ...
pics.
O.K guys ... keep it coming ... I really apreciate all the help I can get .
-
09-21-2013, 11:08 AM #6
Member
- Join Date
- Jun 2010
- Posts
- 4256
Hi Katran
Looks nice, as long as you can get that belt tight, and the bearings don't rattle. However, there are two details you should consider.
The first is that the surfaces of the Al extrusion are never perfectly flat. There is always some warpage coming out of the extrusion die. That means you should probably skim top and bottom surfaces very lightly before building. But there is a problem here too: see next.
The second is related to the first. When the outer surface of the extrusion is not perfectly flat, you do get some bending in the whole thing when you clamp it down onto something using nuts in the channels. This can make skimming the surfaces tricky if the whole thing is slightly warped at the start by clamping it down.
So ... you may need to skim top and bottom surfaces twice each, very lightly, before building. Pity - that removes the anodising, and the anodising can be rough on the cutters.
That said, if you are maching wood rather than steel, both problems may be minor.
Cheers
-
09-21-2013, 11:41 AM #7
Registered
- Join Date
- Feb 2009
- Posts
- 118
That's corect , the Al extrusion is not perfectly flat ... I will do the exact thing that you described ( skimming the surfaces ) . Originally Posted by RCaffin
Good call , thanks for the tip .
As I said , this project is for study ... precision is not critical , but I would like to go as far as I can ( maybe 0.025mm , if I'm lucky ... )
Thanks
-
09-21-2013, 12:11 PM #8
Registered
- Join Date
- Jan 2008
- Posts
- 1527
Katran, did you ever get further on your CNC lathe (with aluminum extrusions)?
7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-21-2013, 03:51 PM #9
Registered
- Join Date
- Feb 2009
- Posts
- 118
Nope ... I have some other projects waiting , and that lathe is not one of them ... sorry . Originally Posted by pippin88
-
09-21-2013, 05:29 PM #10
Registered
- Join Date
- Feb 2009
- Posts
- 118
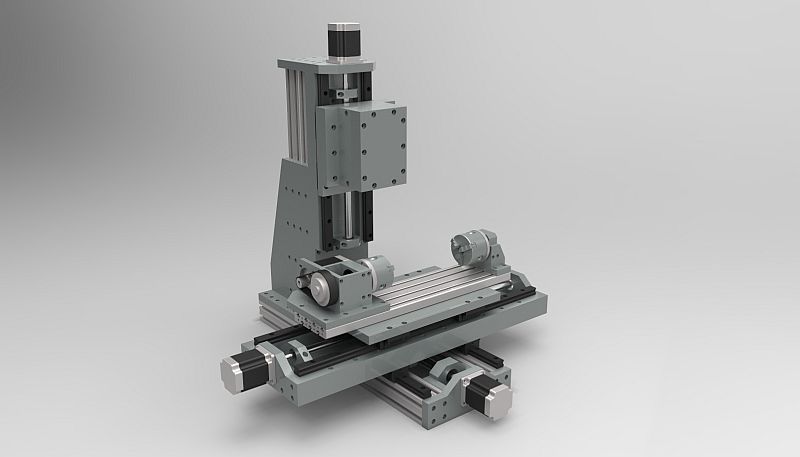
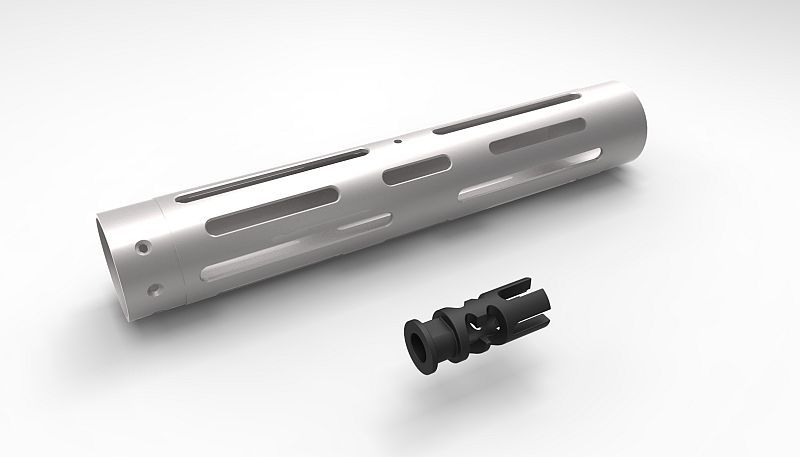
O.K ... this is what I would like to achieve ... One of my other projects is building/machining a free float handguard for
a M4 airsoft rifle ( much like Madbull JP ) , and this fixture would be a great time saver ... Machining that piece of aluminum pipe
should be easy , just some slots and holes , nothing more ...
I don't have to machine the barrel , or the picatinny rail , theese are cheap and easy to find ... the front guard is about 100USD and
is worth building it DIY , if possible ... Not sure about the flash hider , but I guess it should be quite easy to machine ...
If I can do this , maybe the wodden hollow spiral wil not be a problem ... or anything made out of wood for that matter ... I hope !!!
pics.

-
09-21-2013, 06:04 PM #11
Registered
- Join Date
- Feb 2009
- Posts
- 118
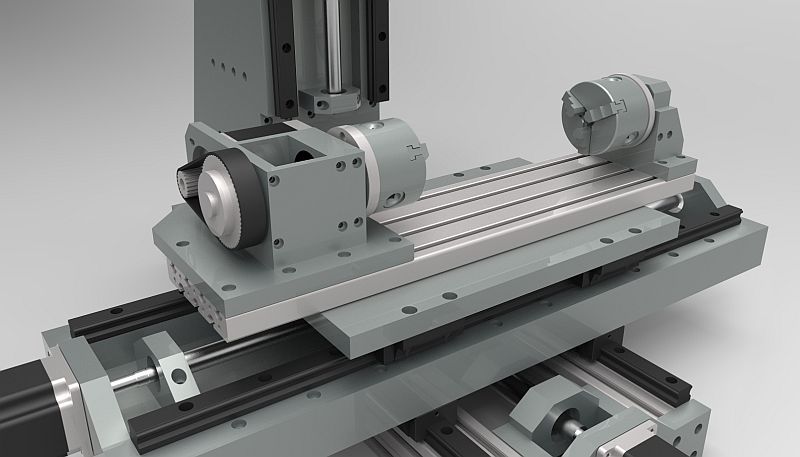
I see your point , but I would like to disagree ... if you don't mind . Look at the pictures and tell me how is possible Originally Posted by wizard
for the stepper to interfere with anything mounted on the chuck ... everything in that pics is at corect scale , by the way .
If I want to use something other than the chuck ... well , that can be a problem ... we'll cross that bridge when we come to it ...
pics.
.................................................. .................................................
-
09-21-2013, 07:15 PM #12
Gold Member
- Join Date
- May 2005
- Posts
- 3920
Good questions.
Maybe it isn't an issue for that chuck. However unless the indexer and chuck are a dedicated unit you might find something other than the chuck on the indexers spindle. Originally Posted by katran
The orientation however just rubs me the wrong way. You have a picture of the unit mounted on your mills table, are you certain the motor and mounting extension will never interfere with the machine structure? I guess you could do a 180 on the unit but for some reason I associate the driver on the left hand side of the machine.
In any event this is really a minor problem.
It does look nice!If I want to use something other than the chuck ... well , that can be a problem ... we'll cross that bridge when we come to it ...
pics.
.................................................. .................................................
One other thing somebody above mentioned the issue with extrusions and flatness. That is a problem but skimming most extrusions would rub me the wrong way. Of course this depends upon the extrusion but you risk thinning to the point of structural weakness and compromise of rigidity.
Have you considered a piece of aluminum tooling plate instead? Im assuming you are using this sub plate due to a sort table. If so you only need a tail stock moveable over a short range on the sub plate, for real short distance you can mount directly to the mills table. Nothing is perfect in this regard as you are still overhung the mills table. I'm just trying to figure out what will cause you fewer problems in the long run. With aluminum plate it should be easier to key everything together, puting key ways into an extrusion can be a problem.
-
09-21-2013, 07:26 PM #13
Gold Member
- Join Date
- May 2005
- Posts
- 3920
I'm not sure an extrusion is the right choice at all here. If you want to put alignment keys or pins into the sub plate you have limited options with an extrusion compared to a solid piece of aluminum. That is for alignment to the mills table but the same thing goes for the head stock and tail stock. Ideally you would be able to drop everything in place on the mill and have it line up with little adjust, if any, needed. Originally Posted by katran
Obviously you don't want the tail stock pinned in place but you still need a key to keep it in alignment with the headstock.
-
09-21-2013, 10:13 PM #14
Registered
- Join Date
- Jan 2010
- Posts
- 485
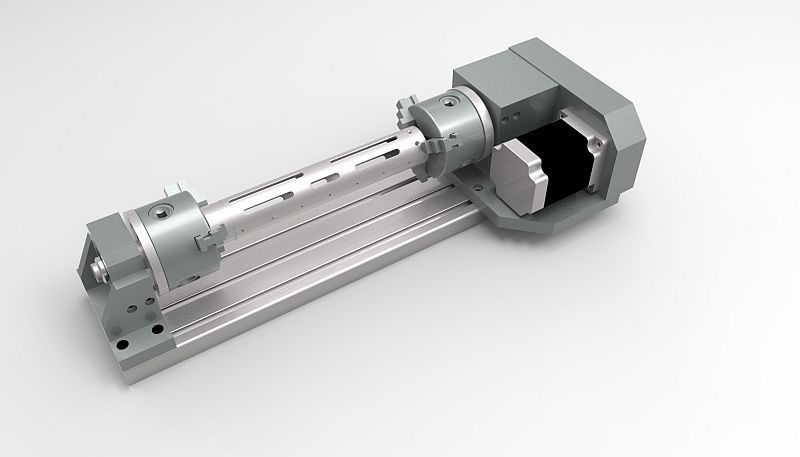
To solve the motor and chuck interference problem, just lengthen the "spindle housing" (the part holding the main bearings). If the spindle housing is slightly longer than the motor length, no more interference.
-
09-22-2013, 09:53 PM #15
Registered
- Join Date
- Feb 2009
- Posts
- 118
How about now ? Originally Posted by packrat
indexer animation test - YouTube
...............................................
-
09-23-2013, 12:48 AM #16
Registered
- Join Date
- Jan 2010
- Posts
- 485
That looks like it eliminated the problem!
-
09-27-2013, 01:08 PM #17
Registered
- Join Date
- Feb 2009
- Posts
- 118
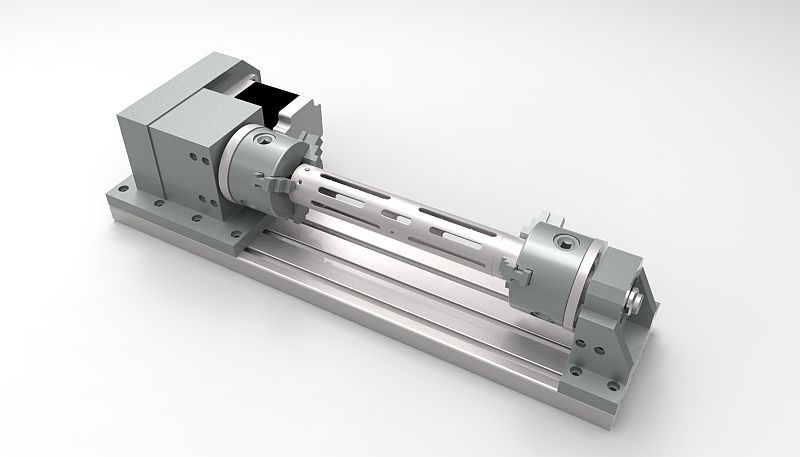
This is my final design ... probably . I'm not very sure about a few things , please share your thoughts about it ...
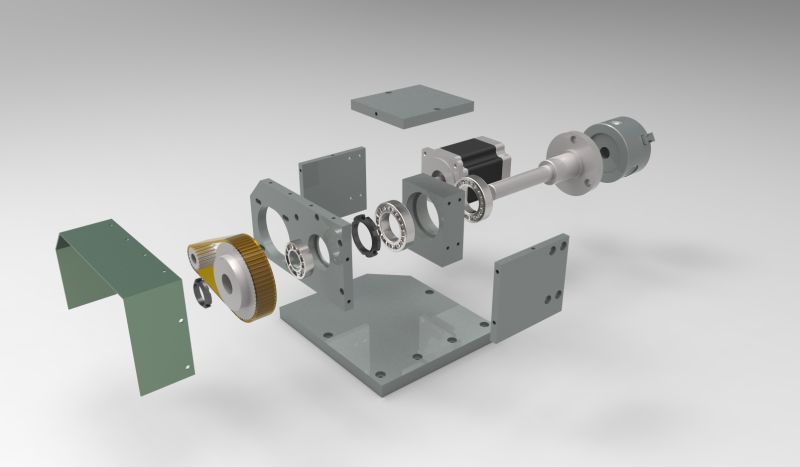
Tailstock has roller bearings , indexer has angular bearings plus a third bearing for support . Belt is made of some sort of
polyurethane steel reinforced material , pulleys are aluminum .
.................................................. ...............................................
-
09-28-2013, 12:20 AM #18
Registered
- Join Date
- Jan 2010
- Posts
- 485
I'd use the angular contact bearings in the tailstock too.
-
09-28-2013, 03:45 PM #19
Gold Member
- Join Date
- May 2005
- Posts
- 3920
Nice renderings! That is the very first thing that came to mind after reading this post. Originally Posted by katran
As for the indexer I'm not sure what the third bearing will do for you honestly. The angular contact bearings should be able to handle both the axial and radial loads that would be seen on an indexer of this sort. If there was a concern I'd invest in a thicker mounting block for the angular contact bearings first. As it is though I don't see a huge problem with this part of the design.
Tailstock has roller bearings , indexer has angular bearings plus a third bearing for support . Belt is made of some sort of
polyurethane steel reinforced material , pulleys are aluminum .
.................................................. ...............................................
I did just have an issue pop into my mind though, how will you seal the bearings and other wise protect them. At the very least you would want some covers over the bearings and maybe even some sort of seal. It does take much at all in the way of crap in the bearing to mess up the motion of a spindle like this. Maybe you just left the seals out or are relying on sealed bearings, either way I'd look closely at additional protection.
As for the belt drive you will want to look closely at engagement of the motor drive pulley to make sure you are getting enough wrap around of the pulley. You may want to consider an idler to establish greater engagement of the drive pulley. It will ruin your day if the belt jumps a tooth or two.
In any event the basic idea looks pretty darn good.
-
09-28-2013, 06:48 PM #20
Registered
- Join Date
- Feb 2009
- Posts
- 118
Thanks guys , I will keep you advices in mind .
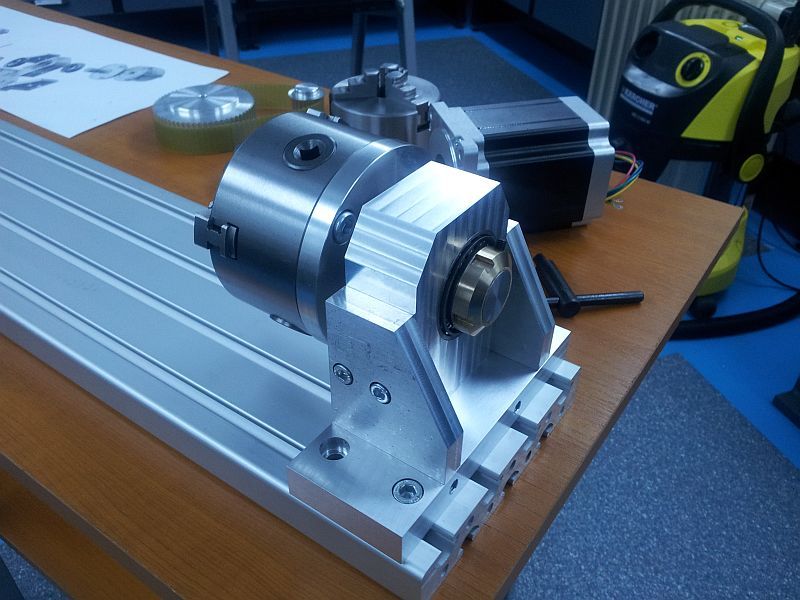
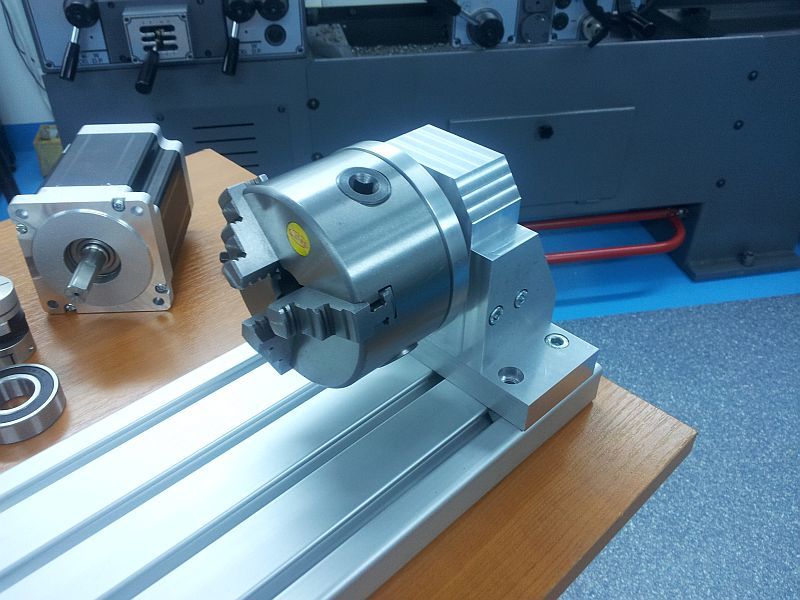
Anyway , I just started working .... tailstock is almost ready and mounted . I have the stepper motor , the pulleys , the belt , angular bearings ...
all I need now is some aluminium plate scrap ... I have a couple of pieces left , from my other projects , if I'm lucky , I'll finish the
project in 2-3 weeks .
pics .

.................................................. ........................................





 Reply With Quote
Reply With Quote














Similar Threads
-
Convert Gantry to Belt Driven Need little Help
By dbtoutfit in forum DIY CNC Router Table MachinesReplies: 5Last Post: 03-10-2013, 07:45 PM -
belt or gear driven?
By mikeph in forum Bridgeport / Hardinge MillsReplies: 2Last Post: 11-24-2011, 07:18 AM -
direct driven or belt driven
By jeremy0203 in forum Benchtop MachinesReplies: 5Last Post: 07-27-2011, 05:23 AM -
belt driven CNC
By jwest in forum DIY CNC Router Table MachinesReplies: 1Last Post: 11-29-2008, 11:10 PM -
Belt driven screw ?
By tomcat47 in forum Linear and Rotary MotionReplies: 10Last Post: 01-29-2007, 05:20 PM
