



Maybe not the best forum for this question, but since this is the machine I use, I'm asking here. PCNC 1100 here. TTS tooling.
So I decided to try try to work out using Vectric's V-Carve toolpaths in aluminum. I have seen the work of the Air Force guy on Vectric's forum. Looks great, but he uses a big Fadel.
I have tried quite a few chamfer mills, mill-drills, etc. from Niagara, Lakeshore Carbide, Ultra-Tool and 2L. All pretty much the same though the 2Ls are nice in that you can get a very fine (.005") tip. All are either 3/8 or 1/2" in diameter. I go for the least stick out in an ER20 holder.
60 and 90 degrees, convention and climb cutting, really slow feeds, faster feeds, spindle at 5100. Fog Buster and flood coolant. Cuts are .05 to .08 deep, with cut depths attempted from about .015 to about .030.
And I have yet to come up with decent results. With for example decent carbide end mills (Niagara and Lakeshore Carbide) I get very nice cuts, but sometimes I need the definition that a V cutter can provide. Sharp inside corners.
What I see is chatter, horrible burrs, etc. Given this is 6061 that's not a big surprise, but I keep thinking someone must make a chamfer mil that isn't plain straight flutes? Lakeshore makes a nice spiral one, but the tip is too big and I would guess it cannot be plunged.
Any thoughts on improving this appreciated.
Thread: Chamfering
Results 1 to 14 of 14
-
11-10-2013, 09:30 PM #1
 Registered
Registered
- Join Date
- Oct 2010
- Posts
- 136
Chamfering
-
11-11-2013, 02:40 AM #2
Registered
- Join Date
- Jan 2012
- Posts
- 714
One of the problems with chamfering with a small diameter cutter and especially near the point is your surface feet per minute is very minimal. maybe useing a high speed spindle for that would help?
mike sr
-
11-11-2013, 04:12 AM #3
Registered
- Join Date
- Jan 2012
- Posts
- 789
I use V-Carve and engraving all the time. I've never had luck with chamfer bits. I use a half-round single flute engraving bit, 60 deg, carbide. Very sharp. Enco - Guaranteed Lowest Prices on Machinery, Tools and Shop Supplies
Run them at most 3ipm, maybe slower. You are making small chips. Make sure to cool it well. Don't take your 50 or 80 thou in one pass, you need a bulk and a cleanup pass for lettering that deep.
-
11-11-2013, 04:39 AM #4
Registered
- Join Date
- Feb 2007
- Posts
- 1041
I use 82° and 90° (Melin & Lakeshore bits) that work great ! I run a rough cut and a finishing cut for each letter + flood coolant.
.jpg)
-
11-12-2013, 12:11 AM #5
Registered
- Join Date
- Mar 2009
- Posts
- 1863
Make the line you're chamfering .050 inside the line you want to chamfer, use the center of your tool, slow your spindle down to 3500 RPM and feed it 20 t0 25 IPM. I do this all the time and my parts come out beautiful, with no burrs. Originally Posted by Beezle
Originally Posted by Beezle
 You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
You can buy GOOD PARTS or you can buy CHEAP PARTS, but you can't buy GOOD CHEAP PARTS.
-
11-12-2013, 03:29 AM #6
Registered
- Join Date
- Jan 2012
- Posts
- 714
You sure make some nice parts!!! Originally Posted by twocik
I agree on this, I dont chamfer much but I do a quite a bit of engraving with a single flute engraving tool, I always have to do a finish cut to clean it up, most of the time I dont add to the depth, just run through it again, really improves the looks.mike sr
-
11-12-2013, 03:36 AM #7
Registered
- Join Date
- Jan 2012
- Posts
- 714
delete, double post
mike sr
-
11-12-2013, 09:07 AM #8
Registered
- Join Date
- Oct 2010
- Posts
- 136
Thanks much for the ideas.
And yeah, those are very fine looking parts. Haven't found an anodizer yet myself. Not thinking I want to do that in house. Too much mess.
-
11-12-2013, 08:00 PM #9
Registered
- Join Date
- Oct 2010
- Posts
- 136
The above ideas had me thinking about passes. And these tools I have right now have varying tip widths. So the idea hit me to V-Carve with a narrow tip to start, then run it again with a wider tip and full depth to clean things up. Given the offset is always the end of the tool, the wider tip will cut more given the same toolpaths in Aspire.
Here's a test and an example of the sort of lettering I am making at the moment. This is a 1" square.
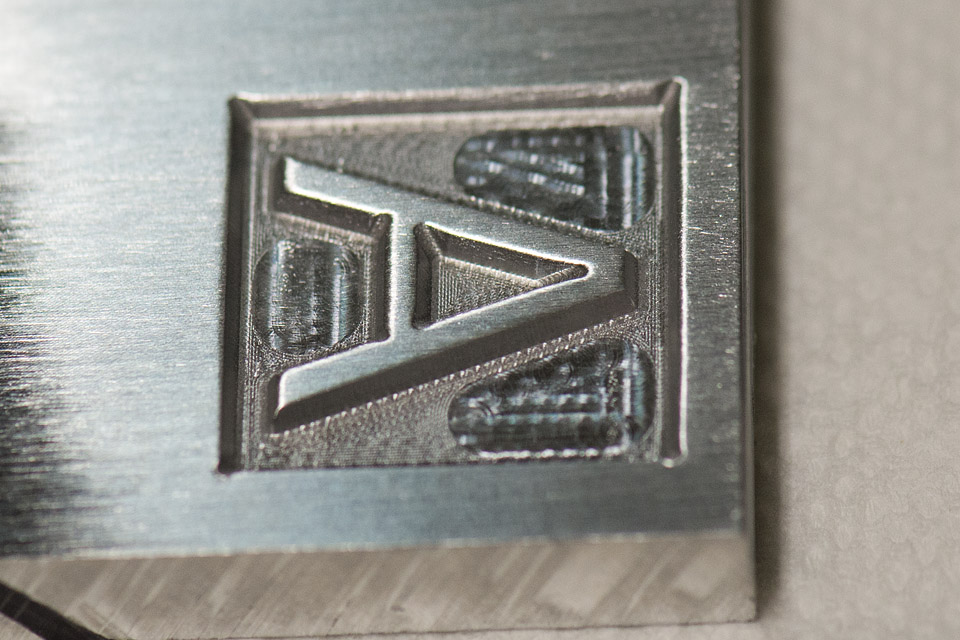
The only downside to using the wider tips that Aspire/V-Carve Pro assume a narrower tip I think, so the corners come out a little over-cut. I have a large enough pile of tools to try and more coming that I figure I can come up with something. I paint the fill in this lettering, so this would work and the extra program runs fairly quickly. Also added a second clearing program with a smaller end mill.
-
11-12-2013, 11:11 PM #10
Registered
- Join Date
- Jan 2012
- Posts
- 789
You can also set your pass depth. To if you are cutting .05", set a tool pass depth of .049", then it will do a second cleanup pass automatically.
-
11-13-2013, 04:41 AM #11
Registered
- Join Date
- Oct 2010
- Posts
- 136
Interesting thought but it won't work. For each pass, the toolpaths are calculated such that the surfaces cut in previous passes above are not cut. The cutter is moved further from that line as each pass is cut. What I am trying removes material along the entire beveled surface in that last pass. Cleans up any stepping, burrs, etc. Originally Posted by tbaker2500
-
11-13-2013, 05:55 AM #12
Registered
- Join Date
- Jan 2012
- Posts
- 789
Hm. I'll have to double check that at work, but I thought it would work, since the cutter is angled. It will have to retrace the entire path at full depth. Maybe the engrave path behaves differently than I remember.
-
11-16-2013, 06:53 AM #13
Registered
- Join Date
- Oct 2010
- Posts
- 136
Still chasing this.
Tonight tried an Amana RC-1108 insert router bit with a 60 degree blade that allegedly can cut aluminum. Fed at 6, plunge at 3 and the first feature it cut, the triangle in the "A" above, I was quite happy to see how nice it was. But then the tip broke. This was a cut depth of .018. I imagine it could work much slower, but I think I'll try other single flutes. I am getting a similar Hersaf insert tool. I can always use these for wood and plastic if they don't work out for 6061.
So the winner at the moment is a Lakeshore Carbide drill-mill. Very narrow tip that doesn't break and pretty good results. I abandoned the two tools of different tip widths idea because Aspire just doesn't like the wider tip and messes up the inside corners.
I have some 2L bits to try that have small tips and I will try some of their single flute ones once I can get a few to try.
In any case, I now have a lifetime supply of chamfer tools.
-
04-26-2014, 03:01 AM #14
Gold Member
- Join Date
- Feb 2010
- Posts
- 3447
Re: Chamfering
I think you need to call your tool supplier and talk feeds and speeds.
Washington state

 Reply With Quote
Reply With QuoteSimilar Threads
-
simulation of chamfering
By jrmach in forum BobCad-CamReplies: 94Last Post: 07-10-2012, 12:06 AM -
Chamfering Help Please!!
By Randy727 in forum SolidworksReplies: 3Last Post: 07-22-2010, 11:27 PM -
Chamfering??
By BulleTxMagneT in forum Dolphin CAD/CAMReplies: 2Last Post: 09-15-2007, 04:47 AM -
Need help in chamfering
By abcdef in forum MetalWork DiscussionReplies: 15Last Post: 04-25-2007, 12:34 AM -
chamfering
By Mortek in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 02-07-2004, 04:24 AM
