



Having trouble pin pointing what I am doing wrong here.
Cutting 16g steel at 40amps and 140 IPM all settings set according to the manual for the machine for the torch consumables selected. Also running a THC set at 103 volts that seems to be functioning correctly. Work cable is connected directly to the work piece.
What I am seeing is the torch will be cutting along and then the main arc will extinguish for 1/4 to 1/2 inch and then light back up as if nothing had happened. Very hard to troubleshoot because it happens so fast and at random times and does not trip any error lights.
I have tired different 40amp tips new out of the bag and they do the same thing. It is seemingly random as most parts will cut normal then maybe every 4th part will have an uncut section some random distance into the cut.
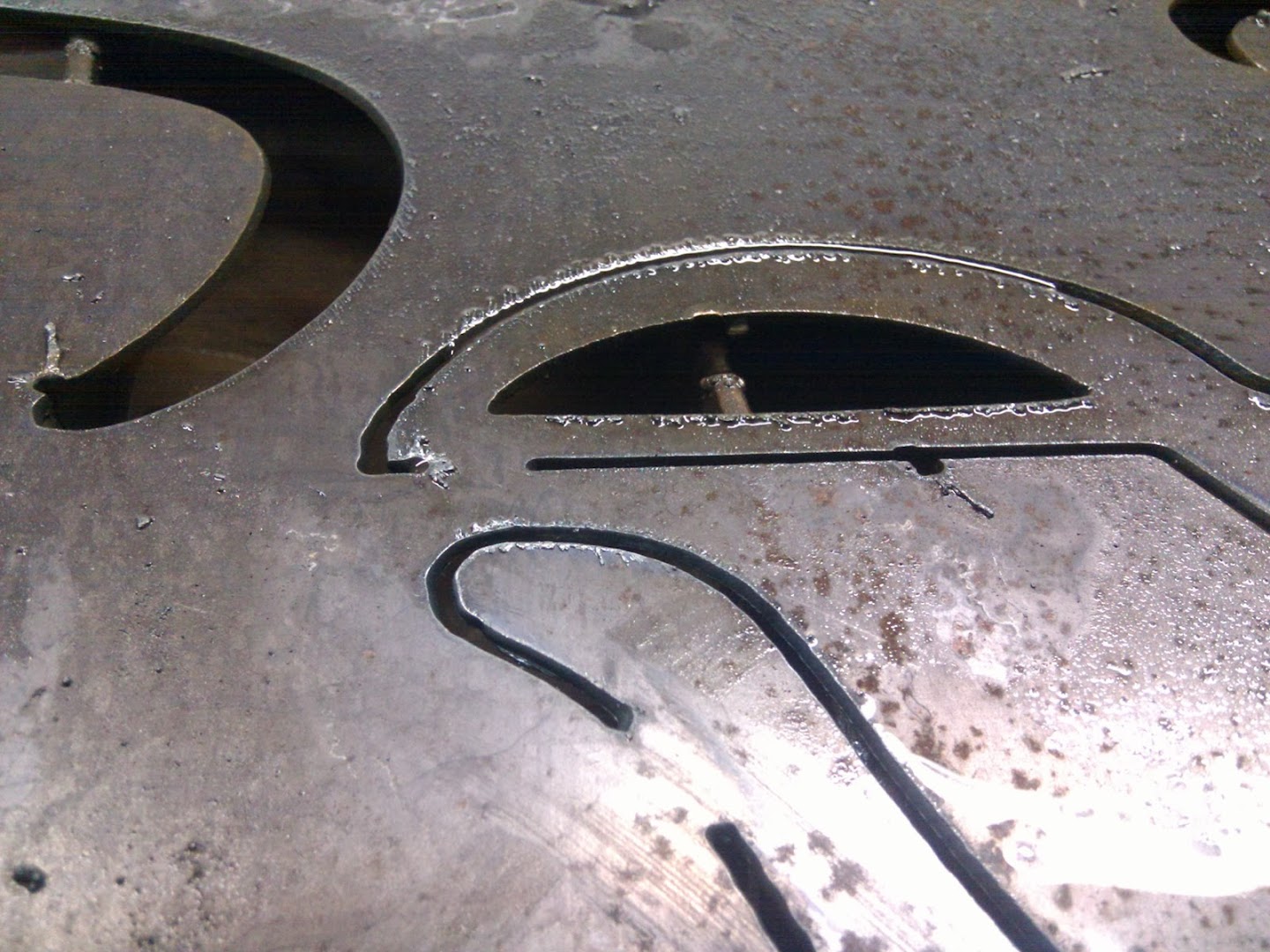
Here is a picture of what I am seeing. I have captured 2 of the cut errors. Notice they are not over a slat on the table. The horizontal cut was traveling right to left and the vertical cut traveled bottom to top.
Thread: CNC Cutmaster A80 Arc Issue
Results 1 to 14 of 14
-
02-10-2014, 06:43 PM #1
 Registered
Registered
- Join Date
- May 2013
- Posts
- 17
CNC Cutmaster A80 Arc Issue
-
02-11-2014, 12:36 AM #2
Registered
- Join Date
- Jun 2008
- Posts
- 562
Maybe a new start cartridge????
Mike
-
02-11-2014, 03:32 AM #3
Registered
- Join Date
- May 2013
- Posts
- 17
I guess I could give that a try. Machine has very low run time on it. Doubt I have broken the hour mark. Only destroyed one 40 amp tip thus far and that was my fault for running it at 80amps.
-
02-11-2014, 03:35 PM #4
Registered
- Join Date
- Jun 2008
- Posts
- 562
Just by chance you did you have the control knob in the "rapid auto restart" instead of "run". Did that myself and had issues.
Mike
-
02-11-2014, 11:53 PM #5
Registered
- Join Date
- May 2013
- Posts
- 17
I am fairly sure I had the cut mode set to normal, not the setting for expanded metal. I will upload a picture of where the settings were when I was cutting last.
-
02-12-2014, 04:11 AM #6
Registered
- Join Date
- May 2013
- Posts
- 17
Yeah had it on normal cut mode, just a hair over 40 amps and 70psi with the air flowing.

Here is the start cartridge, not sure how worn is too worn? Still very new to this.

And another of the start cartridge.

Here is the 40 amp tip I did the cuts with next to a new 40 amp tip. Again how worn is too worn?

Another angle of the tips.

And then I had not noticed this before but the electrodes that come in both the machine torch and hand torch are not of the same design as the new electrodes. They both have the same part number, 9-8232, but the fluting on the tip is different. Maybe a revision to resolve the main arc issue I am having?
Here is a picture of the original electrode that was used for the cuts as well as a new electrode.

And the tips of the electrodes, again how worn is too worn?

Another angle of the electrode tips.

-
02-12-2014, 03:35 PM #7
Registered
- Join Date
- Jun 2008
- Posts
- 562
Your consumables don't look that bad to me, I've cut with worse. If your start cartridge piston moves back and forth smoothly it should be fine. I remember reading about that electrode, something about cutting with higher amps. I don't think that is your problem.
The only other thing I can think of is the o-rings in in the torch tip where the cup screws on. There should be 2, one for the cap and one for the start cartridge, if you don't use the silicone lube when you screw the cap on sometimes those get damaged or pushed out of position. If they are not perfect, air pressure for the start cartridge will not be correct and it will malfunction. Check section 6 of the manual.
It might be time for a trip to the repair shop (hopefully under warrantee ). Or call the manufacturer .
Good Luck
Mike
-
02-12-2014, 04:30 PM #8
Registered
- Join Date
- May 2013
- Posts
- 17
Hey Mike, thanks for your input!
I will give that new style electrode a try and then if that does not solve the issue I will add in a new start cartridge. Change one variable at a time.
I did lube all of the o-rings in the torch with silicone grease when I got it. It is nearly impossible to install and remove the nozzle without some lube in there. I will be sure to double check the condition of the o-rings when I re-install everything.
If all else fails I think the Airgas near me sells and services Thermal Dynamics. (uhhh Victor now? Glad I got the blue box, not a fan of the green color)
-
03-09-2014, 09:26 PM #9
Registered
- Join Date
- May 2013
- Posts
- 17
Uggg, still fighting this issue.
For a previous cut I had forgotten to turn on the air compressor and the arc cut out just like I am seeing when the air pressure dropped too low. This sort of made me think the problem is air or start cartridge related. So I replaced ALL consumables in the torch with brand new pieces AND replaced the dinky oil-less air compressor with a big 80 gallon unit. No issues with the air supply now! Still have the same problem.
Then I decided to slow down about 10% from 141.7 IPM (60mm/sec) to 129.9 IPM (55mm/sec) thinking I was cutting too fast but that also did not fix the issue. But after reviewing where this is happening I don't think it is speed related. Sometimes it happens on a long straigt cut where I know the machine is up to full speed and other times it happens in intricate parts where acceleration values are still being applied and it is not up to full speed.
So I am back to being lost. Maybe trying another start cartridge? I am running out of ideas.
I did cut some 1/8" aluminum at 40 amps but more PSI without a problem so maybe that might provide some insight?
This was a cut at full speed.

And this was a cut that was not at full speed due to acceleration values.

-
03-09-2014, 10:33 PM #10
Gold Member
- Join Date
- Jul 2005
- Posts
- 2415
What fires your torch? What type controls? Do you have any indicators to see if the fire signal is constant. All it takes is a momentary drop out and it will do what you see.
If the electronics are firing the torch consider bypassing the torch fire signal to the A80 with a manual switch and so it it still does it. That will quickly eliminate the torch itself and let you save some frustration!
-
03-09-2014, 11:06 PM #11
Registered
- Join Date
- May 2013
- Posts
- 17
CandCNC DTHC controls and SheetCAM TNG for CAM work.
I have been working with another forum member through PM that had the same issues with an A40 and CandCNC controls and he recommended checking the control electronics and I think he hit the nail on the head.
So my test scenario is to have the controls powered up, Mach3 running, and me just clicking the torch on/off button in Mach3. No power to the plasma unit and no table motion.
What I am seeing on the Plasma Pickup Module is that the Torch On LED will light up and the relay will click on then randomly the relay will click again. I suspect that random click is the relay rapidly opening and closing. The event happens so fast that the LED does not change. Not sure if that means it is just a super fast event or if that means the Torch On signal is never lost and the relay is bad and not staying closed?
-
03-10-2014, 02:00 PM #12
Registered
- Join Date
- Jun 2008
- Posts
- 562
Just one thought. You do have the torch clamp on a clean spot on the "material" correct? If you do, I'm out of ideas.
Good Luck
Mike
-
03-10-2014, 04:51 PM #13
Gold Member
- Join Date
- Jul 2005
- Posts
- 2415
This specific issue has been covered ad nausium in the CandCNC Support Forum.. There is even a document PDF of how to run specific tests and narrow it down to the source. 90% of this cause by something running in Windows that is causing interruptions in MACH pulse stream. The "Lamp Test" PDF has three tests that will narrow it down.
-
03-11-2014, 02:18 AM #14
Registered
- Join Date
- May 2013
- Posts
- 17
Just got my user approved over on the CandCNC support forum. I will check it out.

 Reply With Quote
Reply With QuoteSimilar Threads
-
TD Cutmaster 51
By rock4xfab in forum Waterjet General TopicsReplies: 4Last Post: 01-11-2012, 04:03 PM -
Powermax 45 and Cutmaster 52
By CJA Masterworks in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 04-11-2011, 02:47 PM -
TD Cutmaster 82 wiring
By horsepower4x4 in forum TorchmateReplies: 5Last Post: 03-08-2011, 02:06 AM -
cutmaster 152
By Cable Guy in forum Waterjet General TopicsReplies: 4Last Post: 08-18-2009, 01:34 AM -
looking for cutmaster 102
By metalcut in forum Waterjet General TopicsReplies: 10Last Post: 08-02-2008, 02:43 AM
