Hi , my first post to the forum. I work for a machinery builder and use a bridgport mill , lathe and haas tm1 . I'm just getting used to cnc machining. And have begun using the TM1 more and more for basic milling
I did a search but could not find any specific answers to this question,
We often make parts from steel and aluminum angle iron. usually 2x2 up to 4x4 size pieces for various brackets. what is the best way to fixture and mill angle iron lengths and squareness without all the chattering and squealing. I'm a "decient" machinist but everytime I need to do this I just cringe. There has to be a secret to making this job easier.
thanks in advance
Thread: machining angle iron
Results 1 to 15 of 15
-
09-03-2006, 02:25 AM #1
 Registered
Registered
- Join Date
- Oct 2005
- Posts
- 8
machining angle iron
-
09-03-2006, 04:01 AM #2
Member
- Join Date
- Jun 2005
- Posts
- 3502
Without knowing the dimensions of your parts, or the web thickness of the material it is difficult to answer your question!
If they are short, simply use an angle plate with three pins to locate from, and a hole under the part for a stud and strap! This will give you the 90 deg's, and some regidity for drilling and milling!
If you are contouring the sides of the angle, then there is little you can do other than turn the part upside down in a vise!
Got anay pictures?
Eric
-
09-03-2006, 04:46 AM #3
Registered
- Join Date
- Oct 2005
- Posts
- 8
thanks , I will take some pics tuesday to help describe the problems I'm having. the angle is usually 1/4 to 1/2 thick and 1" to 8" long we make all shapes and size brackets from it. but basically raw angle is machined into a nice bracket.however I don't make the same shapes often enough to create a specific fixture.
after cutting the angle to length, the ends have to be machined square .
I usually start scratching my head at this point.There are several ways I could clamp the part in a vise, one way requires a long EM that chatters like crazy because one leg of the angle iron is not in the vice and allowed to vibrate.
standing the angle iron verticle would require a spacer block and indicating the part.
I am wondering how most (more experienced than I) machinists fixture and mill the ends of angle iron.
-
09-03-2006, 05:39 AM #4
Member
- Join Date
- Oct 2005
- Posts
- 4230
what i did for brackets we were making out of large angle iron was to clamp it in the vise and i made jacks out of some 1" square stock in which i cut out the width of the moving jaw ,added a set screw in the side and mounted it on the sliding jaw , it had multiple 1/2-13 hole to use bolts for jacks ,
finish cuts were .005 with a 3" facemill ,had no chatter , and the squareness was dead nuts as long as the jack screws were not too tight (obviously)
if chatter does become a problem use a mitee bite clamp or the sort to give it more rigidity
-
09-03-2006, 02:13 PM #5
Gold Member
- Join Date
- Mar 2005
- Posts
- 582
Styme...
Can you machine the parts out of flat stock and then bend them in a bender or brake? It would be a heck of a lot faster.
Derstap...
Huh? Any chance for a picture or sketch? Maybe I need more coffee
-Jeff
-
09-03-2006, 03:13 PM #6
Registered
- Join Date
- Oct 2005
- Posts
- 8
Jeff, we are just building up our machine shop and unfortunately don't have a bender or brake.It will probably be a long time(if ever) before we have one that will bend 1/4 or larger material.
we are primarily a machine builder . That is trying to do as much machining in house as possible. (The Haas alone paid for itself in 6 mos.)
Unfortunately I'm just a rusty manual machinist from many years ago, trying to get back up to speed.alot of my past experience has slipped from memory.
-
09-03-2006, 03:18 PM #7
Gold Member
- Join Date
- Mar 2005
- Posts
- 582
Stymye...
You won't be able to do 8" wide on a bender, but if you do alot of 1" brackets, a Diacro #2 will work wonders on 1/4" steel and aluminum.
-Jeff
-
09-03-2006, 04:11 PM #8
Member
- Join Date
- Oct 2005
- Posts
- 4230
if you can punch it so that it has a snug fit ,by all means , for the rest of us who only have mills to make it on , it should take 15 -20 minutes to make if a guy know how to machine , i attached a simple scetch discluding the holes and actual size ,don t exactly feel like drawing right now , need more whiskey in my coffee Originally Posted by InspirationTool
Originally Posted by InspirationTool

-
09-03-2006, 05:26 PM #9
Gold Member
- Join Date
- Mar 2005
- Posts
- 582
Oookay... so that jack base clamps to the moveable jaw, and then you clamp the angle so the horizontal leg overhangs the jack base, and you raise the screws to support the horizontal leg of the angle... but you don't stop the horizontal leg from lifting... is that correct? Originally Posted by dertsap
-Jeff
-
09-03-2006, 05:47 PM #10
Member
- Join Date
- Oct 2005
- Posts
- 4230
miteeb bite ,if needed i didn t need it , ive cut complete outside radius and slots as well as bore and upheld squareness parallelism and surface finish with this simple method on 4 x 4 3/8 thk machined on all surfaces
-
09-03-2006, 07:25 PM #11
Registered
- Join Date
- Oct 2005
- Posts
- 8
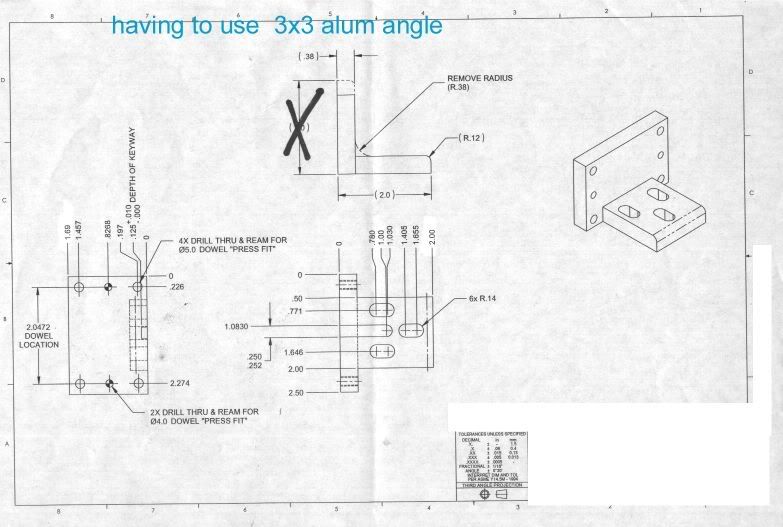
here is a bracket I made friday, I had to make 5 of them from 3x3 alum angle with a large web radius
that wasn't square to begin with....it took me half the day and I haven't milled the slots yet! I'm using a haas tm1.I have been programming and running cnc for about 5 weeks. so it's slow going right now. kinda learning as I go. luckly I have plenty time to make them but a half a day seems too long to square up 5 angle brackets.
I have a heck of a time figuring out how to hold the workpiece in the beginning to get things squared up from raw un-square angle iron
..I know this is probably basic to most of the members here
I admit to having have trouble thinking -outside the box
-
09-03-2006, 07:46 PM #12
Member
- Join Date
- Oct 2005
- Posts
- 4230
i was picturing a larger steel angle iron ,you should be able to do that quite easily with a nice set of alum step jaws , use an endmill to square up the inside a decent 3/4 endmill with a .25 stepdown ,at the right speed and feed you should have no problem , if chatter is a problem you can under cut the flutes so only .3 is in contact with the surface , or run a stone across the cutting edge to dull down the tool , a sharp tool isn't always the best and can actually cause the chatter
-
09-03-2006, 11:39 PM #13
Registered
- Join Date
- Mar 2005
- Posts
- 1136
Stymye, unless the bracket is really long, clamp it vertically to a couple of angle plates/boxs (sort of creating an interior angle plate), it will be square by the nature of the set up.
-
09-04-2006, 03:51 AM #14
Gold Member
- Join Date
- Aug 2004
- Posts
- 2849
You should consider using bar stock.
-
09-04-2006, 06:43 AM #15
Moderator
- Join Date
- Mar 2003
- Posts
- 4826
I'd highly recommend using a cold saw to cut the pieces to length. The squareness that can be achieved with a cold saw may be good enough to cut without a subsequent facing cut on the ends. Just a thought.
The first step I would take would be to machine the rounded mill edge off the edge of the angle legs. Even extruded angle may not have the thin edge of the legs truly flat and parallel to the outside of the opposing leg of the angle.
Place the angle in the vise with one flat side down on the base and one leg of the angle sticking up, and resting against the fixed jaw of the vise. Use a piece of rectangular stock or a 'rough use' 1-2-3 block spacer between the movable jaw and the upward leg of the angle. This spacer does the clamping up near the top of the vise jaw. Then, you should be able to machine the mill edge of the angle without a lot of squealing.
Facing the ends of a longer piece in the vise might work better if done as a seperate operation with the part laying in inverted V, with the apex of the angle up, and each leg nested down between the lower corners of the vise jaws and their base. However, this could require enough vise clamping pressure to spring the part (if it is flimsy). If you happened to have a set of step jaws for your vise, turn them with the step down, with the intent to get the edge of the step to overhang the 45° angles of the part laying with the back of the V facing upwards. This would prevent the endmill from 'augering' the part up when facing across the ends, and yet you would not have to tighten the vise up with excessive force.
For short pieces of angle, balance the load in the vise with identical pieces at each end of the vise jaws, or suitable spacer to accomplish the same thing. Use a few narrow strips of paper between the part and the vise, so you can detect where the clamping effect is taking place. You want two tight spots, not one, along each jaw of the vise.
This style of laying the angle with the apex up in the center in the vise, should shorten up the length of endmill by required to reach to full depth for the facing....maybe Use a large heavy endmill in as stubby of a holder as you can get hold of.
Use a large heavy endmill in as stubby of a holder as you can get hold of.
After the edges have been squared, then you should be able to use that machined edge as a good clamping surface in the vise. It would be worthwhile to machine a deep set of vise jaws that can accept 4" depth of stock. However, a deep set of jaws used in a standard 1.75" mill vise might suffer from a 'tilt gap' when the part is at the very top of the jaws. The part could destabilize or be impossible to 'hammer down'. Do your best to keep the jaws from tilting with a custom fit spacer laying in the bottom of the vise, and forcing the downward leg of the angle against the fixed jaw. One of those adjustable parallels would be a good solution for this custom spacer.
You need to balance the clamping effect from top to bottom of the extra deep vise jaws. Use of pieces of paper between top and bottom can help you detect if the clamping effect is shared equally. If you cannot pull the paper strips out, then it should be evenly clamped.First you get good, then you get fast. Then grouchiness sets in.
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)

 Reply With Quote
Reply With Quote