



With the unfortunate demise of K2, I've had a few PMs from people asking about configuration/setup data for the KG-3925.
This post is to try to answer some of those questions; with a number of caveats:
- My machine dates from 2006, so your hardware setup might be different
- It uses ABBA rails and ballscrews, with servo motors
- My control box is connected to a PC via a parallel port (I understand later units used USB)
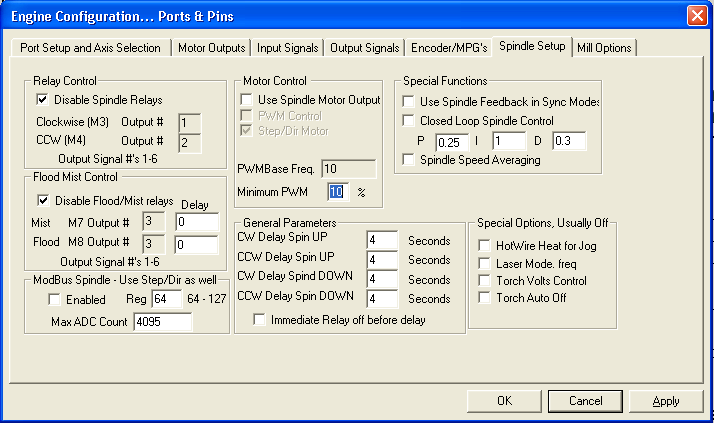
- I use a router not a spindle; so my config contains no rpm, direction or on/off control for the cutting head
- I use an old version of Mach3, and the config file I use was mostly put together from info I found on forums and lot of tinkering and testing
- My machine is set up in metric not imperial
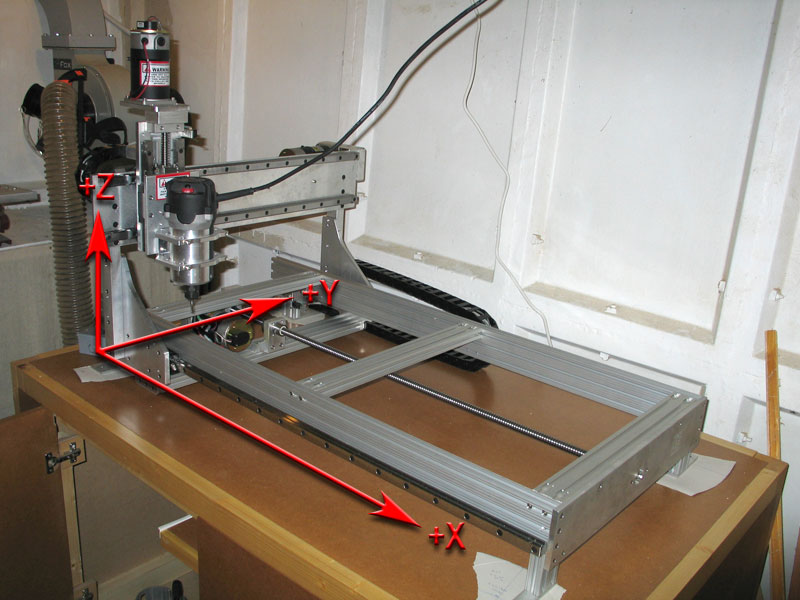
I use my machine with the 39" axis as X, travelling left/right (i.e. I stand with the X axis moving side to side). The 25" axis is Y, and the 5" vertical axis is Z. As I'm metric, the working envelope comes out as 985mm x 615mm x 127mm
The home position on the machine is far left (X=0), away from me on the Y axis (which means Y=615), and with the Z axis raised (I set this at Z=0). I.e. when I use REF ALL HOME on Mach I get 0, 615, 0. The image above shows the machine nearer to X=0, Y=0. If the Z axis were all the way down, it'd be -127.
When setting up a job I usually zero the X & Y axis at the bottom left of the material, and zero the Z axis with the cutter touching the material surface.
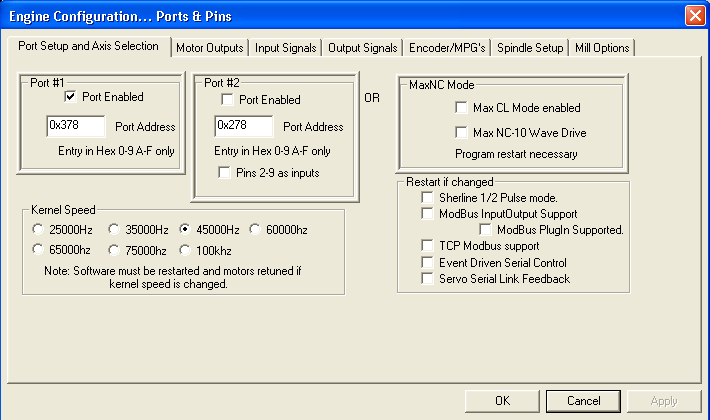
This is my config file for Mach3 (with some personal data and most recently used files list sanitised): http://spikyfish.com/KG3925/KG3925-06 Metric Mach3.xml
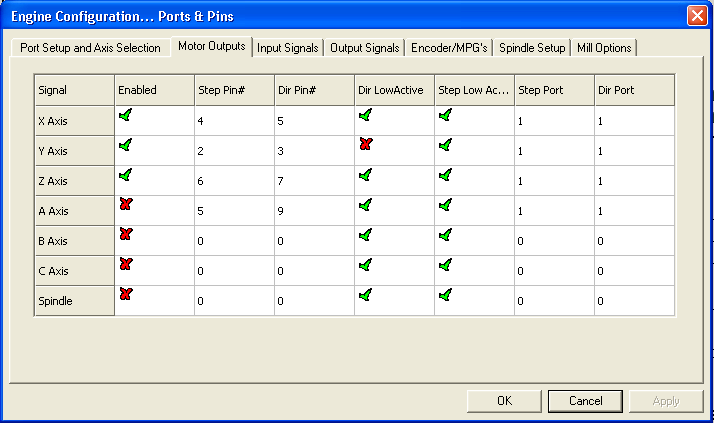
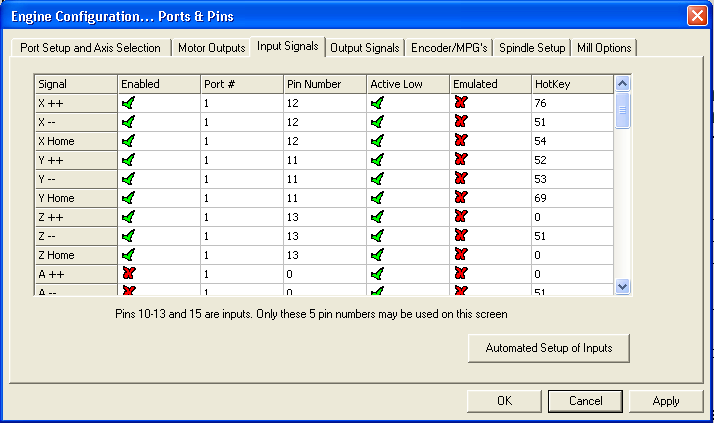
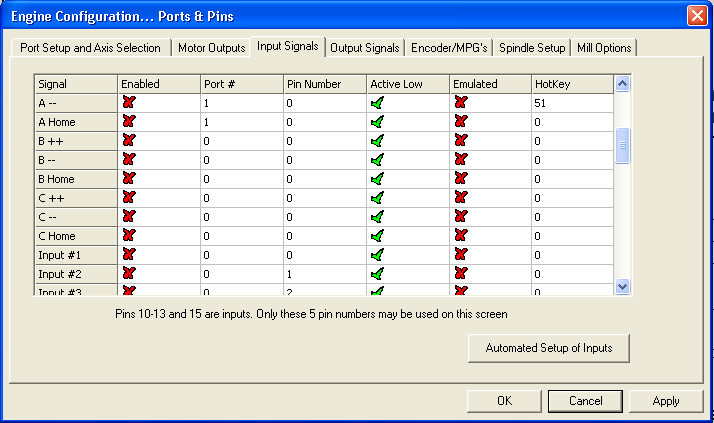
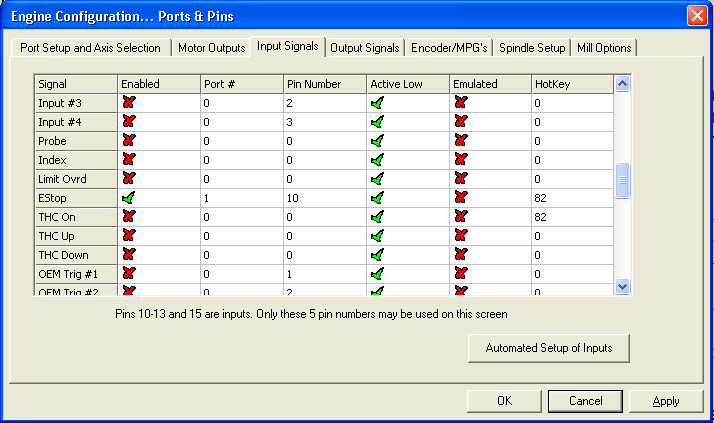
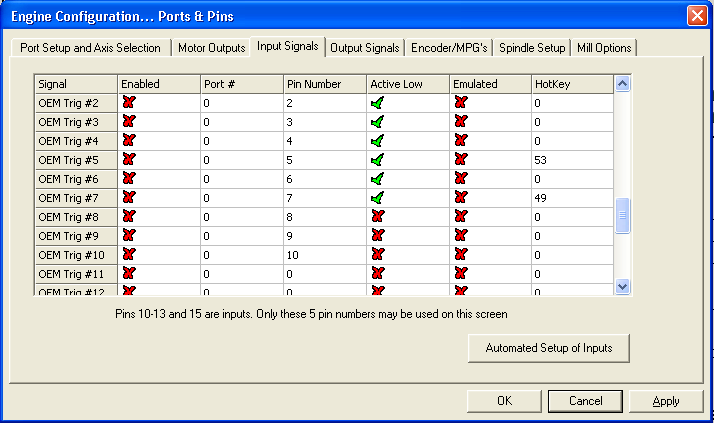
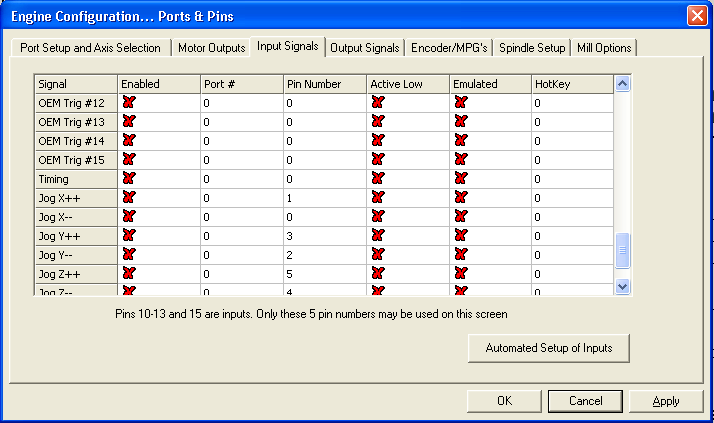
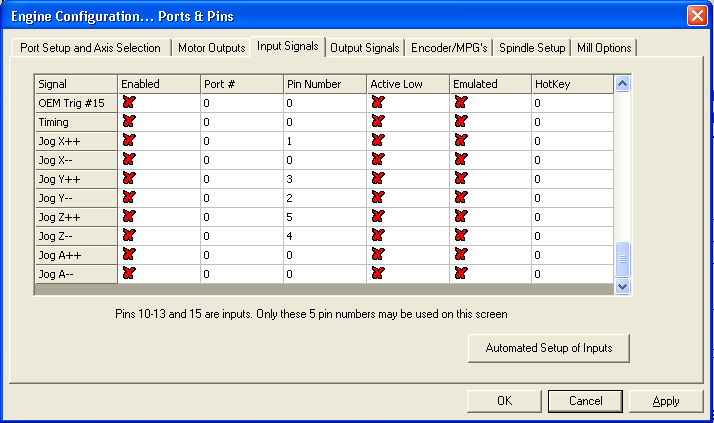
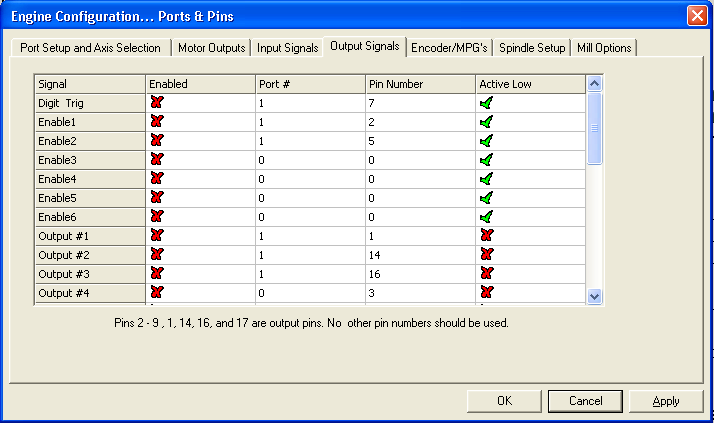
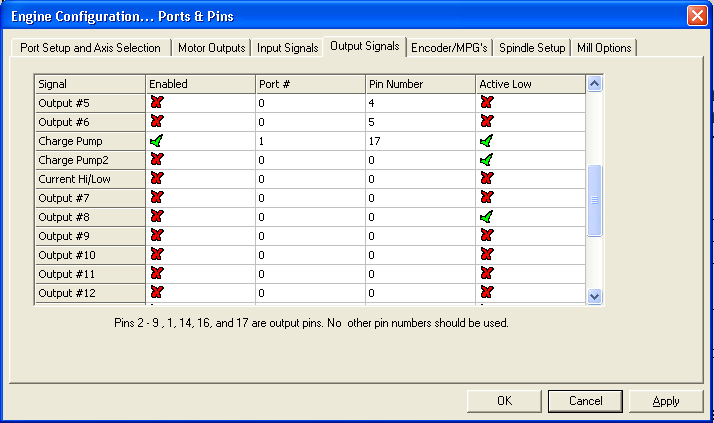
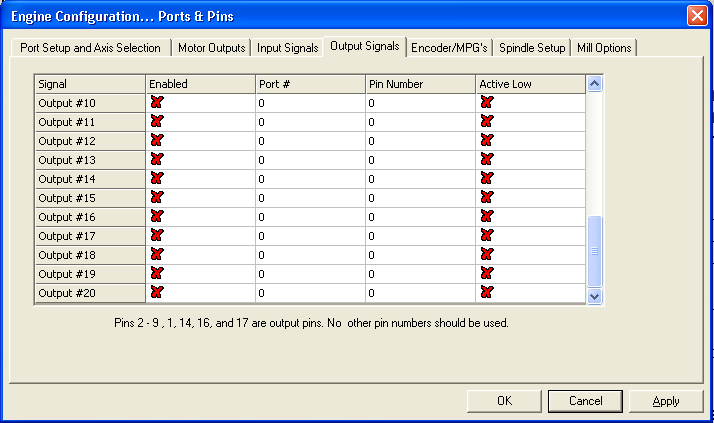
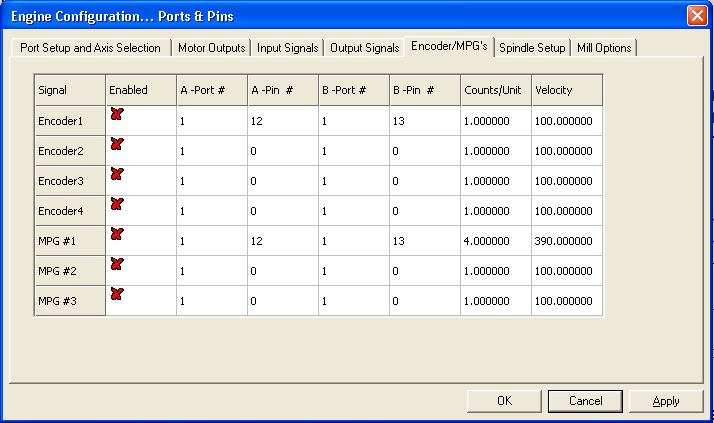
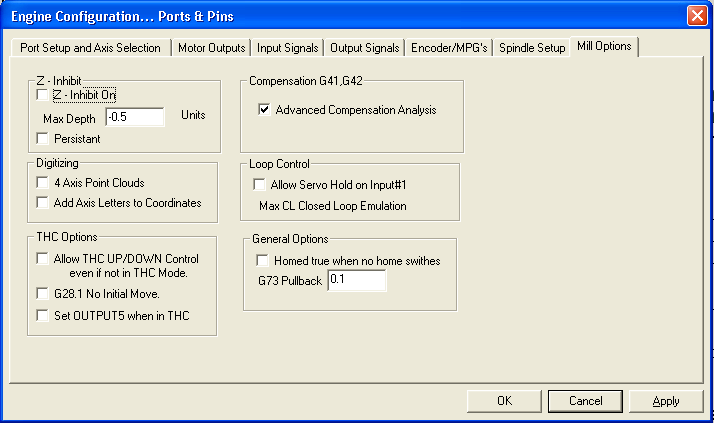
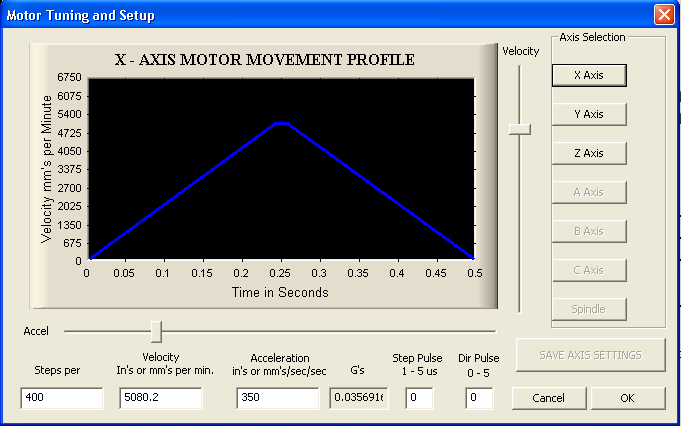
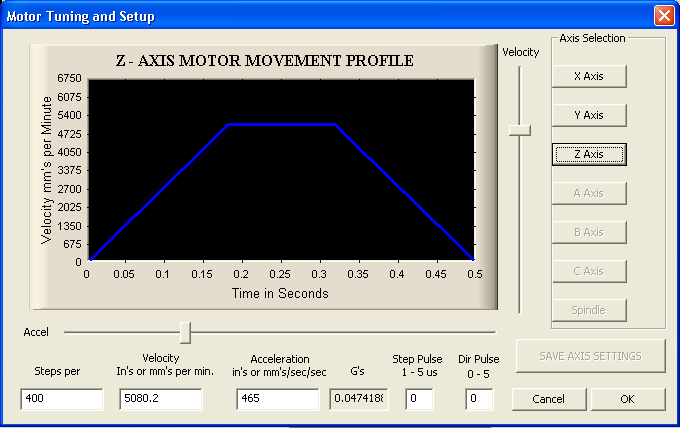
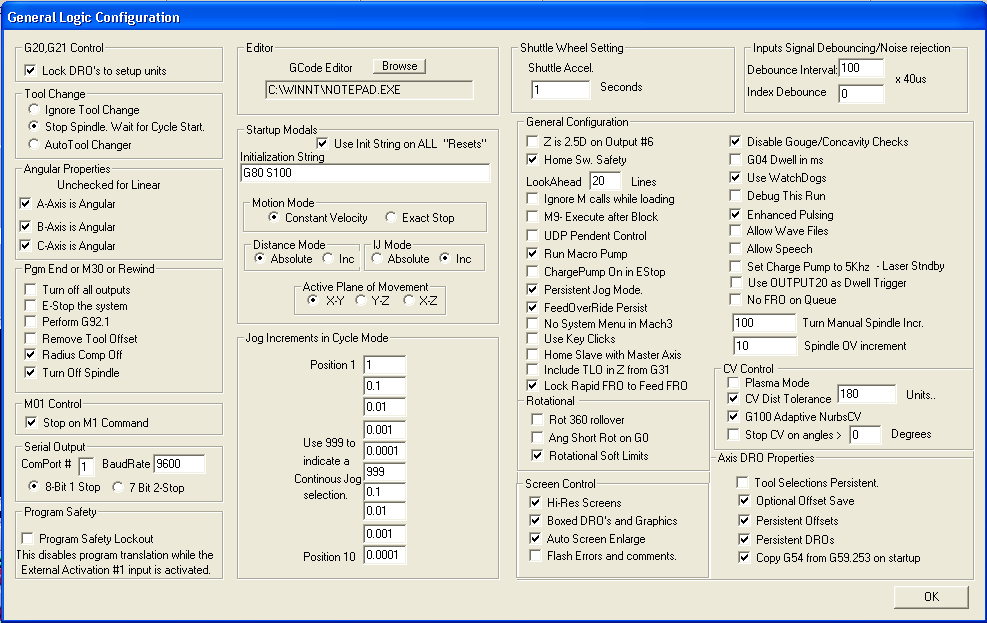
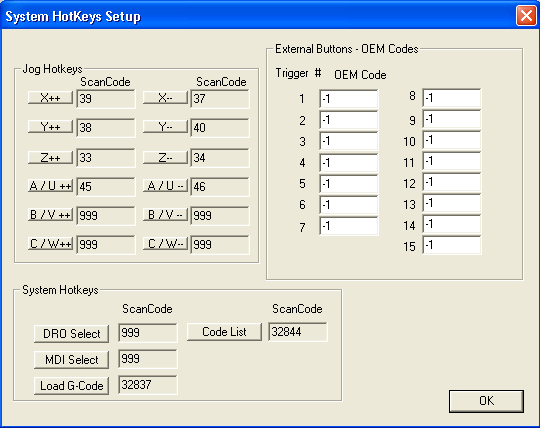
For those not using Mach3, here are a number of screen shots showing the setup pages. Note that some tabs have multiple images as I had to scroll down the list of pins to show them all. The Y axis acceleration figures are the same as those for X (hence only X and Z shown). I did try to tweak the acceleration figures up once, but the control box cut out too often, so those figures worked for me. My most used cutting set up is a 1/4" diameter 2 flute carbide upcut bit, with a 1/4" depth of cut in MDF, cutting rate of 120ipm (~3000mm/m).
If I recall correctly, the Dir LowActive setting in Ports & Pins for the Y Axis is due to me flipping over the direction of travel (to get the origin at the bottom, rather than top, left).
I'm not sure my soft limits for the Z axis are sensible, but it's never caused a problem.

Thread: KG-3925 Settings here
Results 1 to 1 of 1
-
05-18-2015, 11:38 PM #1
 Registered
Registered
- Join Date
- Jul 2005
- Posts
- 298
 KG-3925 Settings here
KG-3925 Settings here

 Reply With Quote
Reply With QuoteSimilar Threads
-
3925-G looses Y-axis accuracy after each cut
By chris2112 in forum K2CNCReplies: 2Last Post: 01-18-2013, 11:17 PM -
Looking to buy a 3925
By taconick in forum K2CNCReplies: 1Last Post: 05-21-2011, 01:50 PM -
K2 Review, KT-3925
By tauscnc in forum K2CNCReplies: 299Last Post: 03-06-2010, 06:40 PM -
Build ~vs~ Buy K2-3925-G
By sagreen in forum K2CNCReplies: 0Last Post: 01-21-2010, 10:29 PM -
Ordering a K2 3925
By GuitarEng in forum Commercial CNC Wood RoutersReplies: 20Last Post: 03-01-2007, 11:06 PM
