



Hi,
I am developing an automotive cylinderhead for which I am doing all the foundry work for the prototype. Iam having some pretty serous issues with core blows mainly from thewater jacket. I have developed casting experience/processes which Ihave used to produce other simpler, cored castings, with excellentresults.
1st Casting
The casting alloy used was scrapre-melted cylinder heads (so probably alloy 319 maybe 356). A quality319 ingot will be used once I get the process down. Plenty a flux wasused and degassing was preformed by bubbling argon gas injected tothe bottom of the crucible. I used a powder bed 3-D printer to makemolds/cores with a home brew plaster based powder concoction and hadoverall disastrous results partly because the molds did not staytogether.
2nd Casting
I then used traditional patterns/coreboxes and # 85 silica sand for both the molds and most of the coresusing Pep Set three part resin for the binder. For the water jacketcore I tried 3-D printing again to avoid making a core box do to itscomplexity. The results were disastrous due to extreme core blowsfrom the binders I used in the plaster. Here is a picture
3rd - 4th Casting
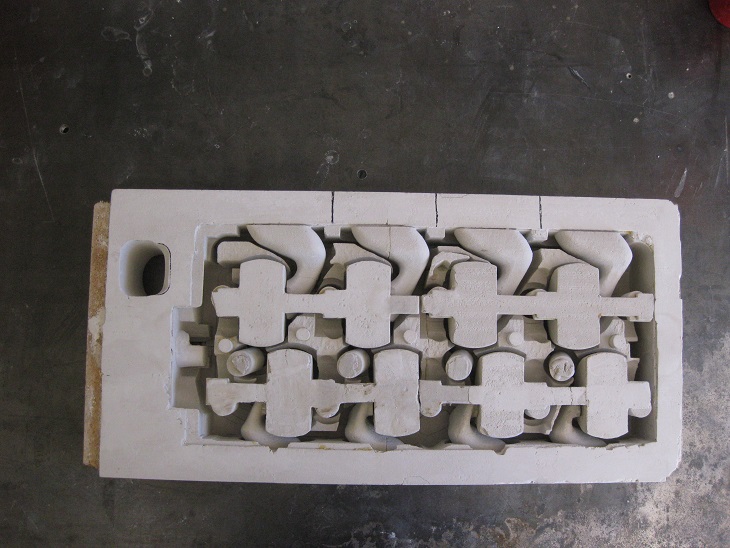
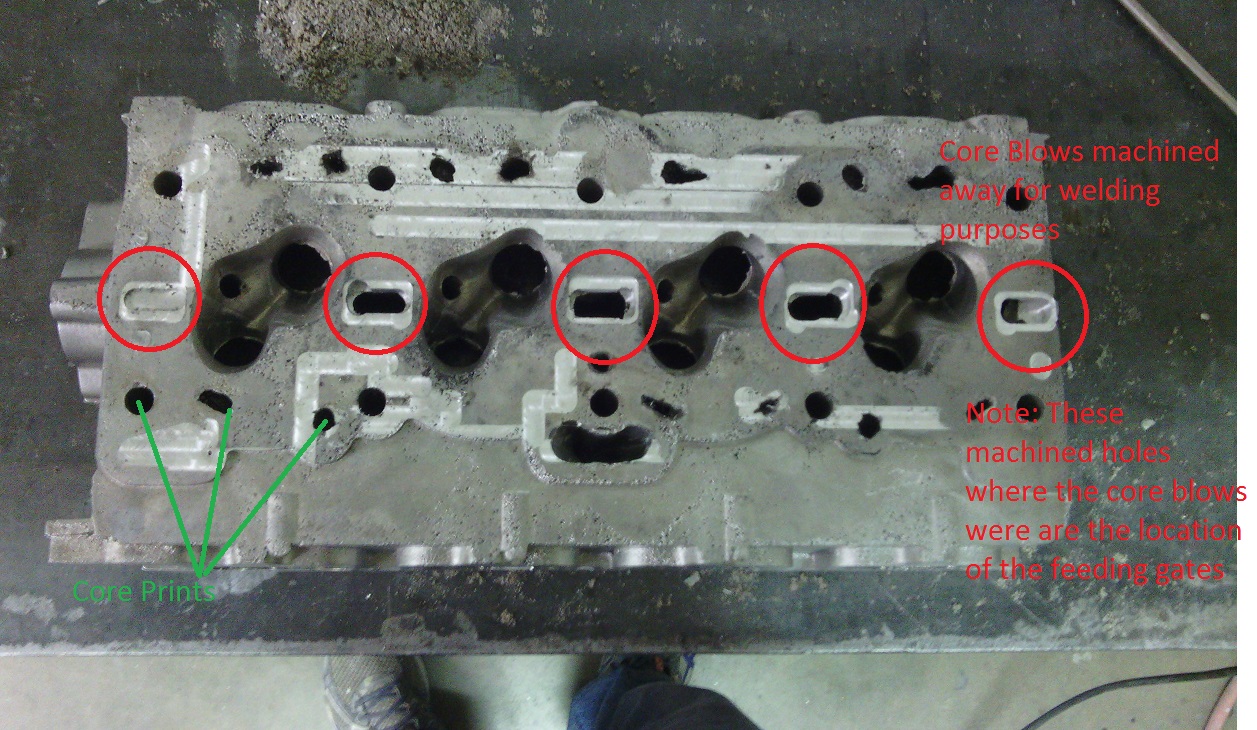
In these iterations I made the waterjacket core using a traditional pattern and #85 sand and sodiumsilicate binder set with CO2 gas. I used sodium silicate for thewater jacket core in hopes of an easier core shakeout as it somewhatdissolves with water. For the other mold and core pieces I used thesame #85 sand and Pep Set binder. The results were still disastrousas it was evident after inspection that the top vent holes andsurfaces solidified first as expected but the core gasses in thewater jacket continued to build displacing the still molten metal.Here is a picture of the water jacket core and the casting aftermachining.
5th Casting
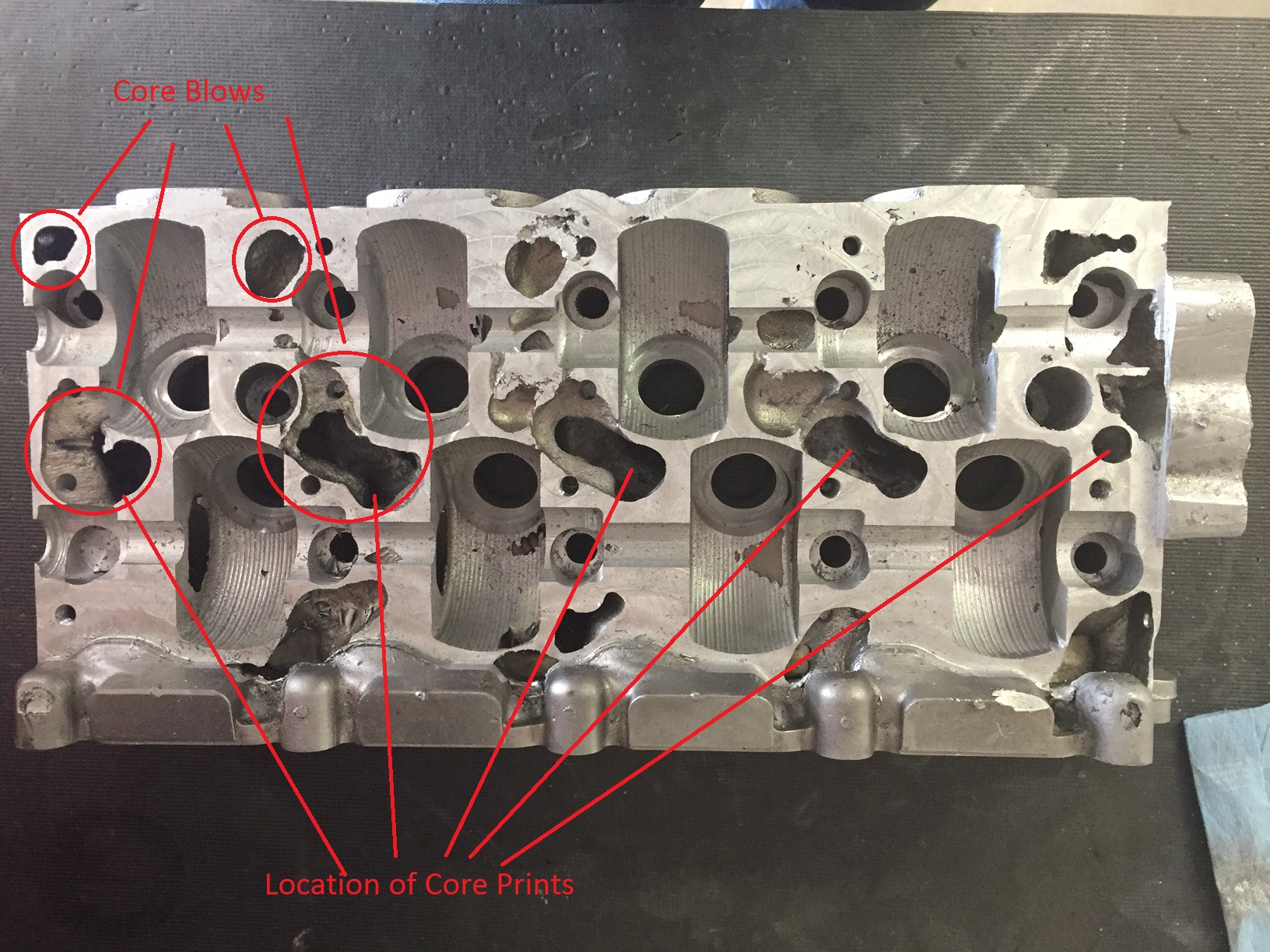
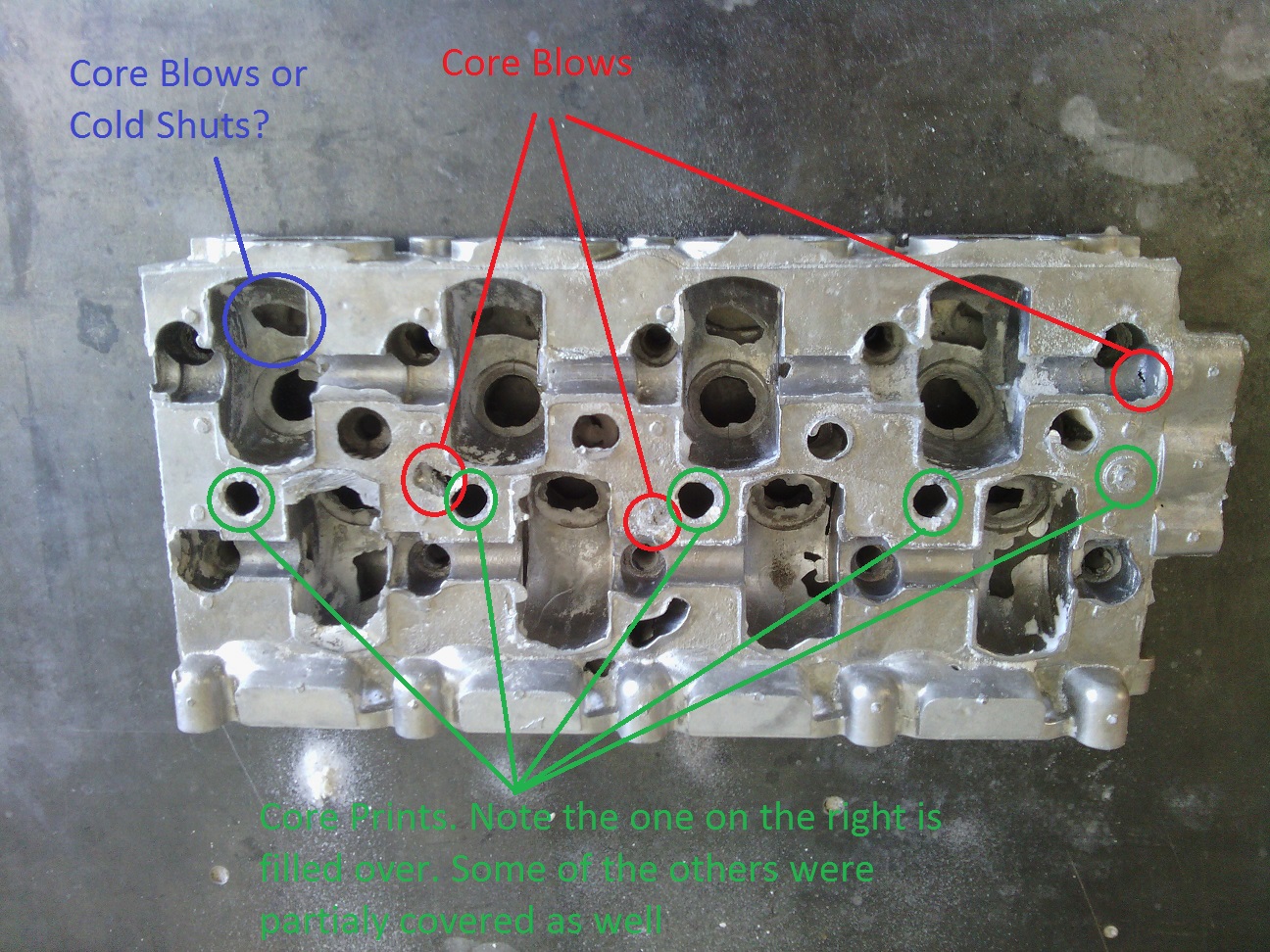
This time I tried using sodium silicateas the binder for all the mold and core pieces setting it with CO2gas. I had a little better results but still unacceptable core blows.The pour temperature was 1350 deg F. Here is a picture of thecasting.
6th Casting
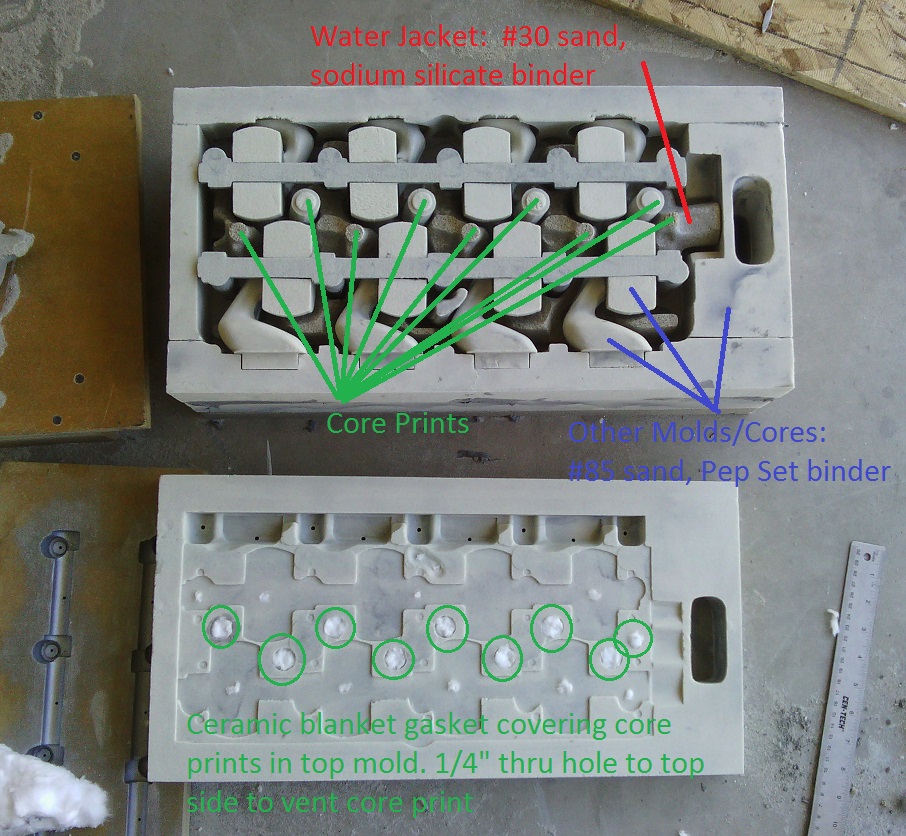
This last casting to date I used #30silica sand for the water jacket core to improve gas permeability andmade a gasket out of ceramic insulating blanket and placed it on thecore prints to help prevent metal from blocking their ventingproperties. I also poured at 1200 deg F to give less time for coregasses to build.
This time I did not get any core blowdefects on the top surface (as seen by non-destructive visualinspection). However, this time I did get core blows on the bottom ofthe casting right were the bottom feeding gates are, which wasunusual and did not happen with previous castings.
During this casting as well as some ofthe others, there were some gasses that burbled up from the pouringsprue during and after pouring. One theory I have is that it did notresult in any core blows in the bottom portion of the casting forprevious castings because the higher pour temperature for the othersallowed the metal to remain molten and gasses to rise to the top.
Here is a picture of the casting withthe runner and sprue attached. The cross section of the runner andgates are about 2" x 1.25" and 1" x 1.25"respectively.
Since the bottom of the head is thethickest the idea was to feed the casting from the bottom so as tosetup a top down directional solidification with a large crosssection runner that would solidify last and act as a feeder. This hasapparently been working as I have not had any issues with shrinkageor hot tearing (except one area that has some slight shrinkage andtearing which I am confident can easily be remedied by a simpledesign change - reducing cross sectional area in that spot). I amopen to other gating ideas. I placed ziped .stp file of the moldassembly on my website here [linkLink]404 Not Found[/link]. There is aslight difference in that the cross section of the runner in the CADmodel is oval and the actual pattern I made is rectangular.Additionally the water jacket core in the .stp assembly is notcorrect. The correct one is the waterjecket_sculpted_final.stl.
Any advise on what to try next orresources to learn from are welcomed. I am stumped as to what to trynext. Here are some ideas I have.
-Bake the water jacket core to get ridof any residual moisture.
-Use another type of sand binder. If sowhat?
-Use a courser sand for the outer moldsfor additional gas permeability. Size suggestions?
-Add additional core prints for thewater jacket core on the sides to aid in venting. The designconstraints will not allow for larger or additional core prints onthe top.
Thanks,
Adam
Thread: Casting Defects - Core Blows
Results 1 to 18 of 18
-
05-06-2016, 09:47 PM #1
 Member
Member
- Join Date
- Dec 2014
- Posts
- 78
Casting Defects - Core Blows
-
05-07-2016, 08:25 PM #2
Member
- Join Date
- Apr 2004
- Posts
- 5737
Re: Casting Defects - Core Blows
It sounds like you're inventing this casting process from scratch, and it's a bit difficult to follow exactly what you're doing, or what's going wrong. Are you still printing the mold with a powder-bed printer, or did you go to a traditional pattern? Are you using a pattern for the body and printing the cores? Are you using plain sand with sodium silicate binder, a plaster-sand mixture, or both?
In general, it helps to bake out any residual moisture in plaster - you need to get above 1000F to remove chemically-bound water. It also helps to vent cores separately, so any gasses they generate get outside the mold without having to bubble through the metal. Do your cores each have an open path for the gas to escape, or does the gas have to filter through the mold somehow? Ideally, there would be an empty space in the middle of each core that continued up through the mold until it reached the outside air. What binder were you using last - sodium silicate, Pepset, or something else? I've never used Pepset, and am suspicious of any organic binder that gets heated too much; the fumes are dangerous, and they don't do the casting any good while they're being generated. The same people that make it have an inorganic binder you might try: INOTEC - the anorganic binder system - ASK Chemicals
-
05-08-2016, 02:59 PM #3
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
Thanks for your reply Andrew. I have an engineering background but when it comes to casting I'm starting from scratch. In the last year I learned how to make patterns and cast more simple parts (with cores) from a match plate and have not had any issues I could not solve so far. I have read Gingery's The Charcoal Foundry and Chastain's Metal Casting books as well as a few other more professional/academic oriented casting books but non of them went into very much detail about core blows. For this cylinder head I feel like I am in a knowledge vacuum because I can't seem to locate much information about casting anything similar to it (either I don't know where to look or there is not much out there documented), but I know its done all the time so I'm really re-inventing the wheel here unfortunately. Any recommendations on where to get the knowledge I am lacking is welcomed.
Here is some more information to answer your questions specifically referring to the last casting (#6), which was the most successful so far.
-Did not use a 3-D printer or plaster for anything.
-Traditional patterns were used to make all the mold and core pieces.
-The water jacket core was made out of #30 mesh silica sand (medium sand from a big box hardware store) with 6% by weight RU Grade Sodium Silicate from PQ Corporation set with CO2 gas.
-All other mold and cores are made with #85 mesh silica sand (from a foundry supply company) with Pep Set mixed per directions.
-The water jacket top core prints mate against a gasket (<1/16") I made out of ceramic blanket and then to a 1/4" thru hole in the top mold piece. So the only restriction before the open atmosphere the core print sees is the gasket and the 1/4" hold in the mold.
-There were several other 1/4" vent holes in the mold top piece, see picture in first post.
-The water jackets bottom core prints do not have a direct vent hole and have to vent through the bottom mold piece which would be about 2" of #85 sand with the Pep Set.
As far as I can tell the core blows are only coming from the water jacket core (#30 sand and sodium silicate). I'm wondering if sodium silicate cores usually harbor any notable moisture and if there are core binders which have better out gassing properties than sodium silicate? Should I bake the water jacket core and if so what temperature and how long? I thought of baking it last time but did not want to try too many things at one which would result in not knowing what change worked. Venting the cores any more than I already have is a bit of a challenge due to the design of the final part. This is one area I am looking for ideas to improve upon what I already have. Its a bit complicated design I realize and is hard to explain and show so I included a CAD file of the mold in my first post. I'm adding some more pictures to hopefully clarify what I am doing.
Here is a screenshot of the core assembly with the outside mold pieces hidden, looking from the bottom.
Attachment 319436
Here is another screenshot of the core assembly with the outside mold pieces hidden, looking down from the top.
Attachment 319438
Here is another screenshot of the core assembly but this time with all the outside mold pieces with the exception of the top one, looking down from the top.
Attachment 319440
Here is a screenshot of a section view of the complete mold/core assembly looking from the side.
Attachment 319444
I don't like all the gasses coming off the Pep Set either. The local foundry supply company I am working with got me a sample of it so that is what I tried first. I'll check out INOTEC. Thanks for the suggestion I had not heard of it.
-Adam
-
05-08-2016, 10:26 PM #4
Member
- Join Date
- Apr 2004
- Posts
- 5737
Re: Casting Defects - Core Blows
It's a bit difficult to tell what exactly is going on with your project, Adam, since it's so complex (and your CAD file didn't attach). Have you thought about starting your casting adventure with a few simple test projects, so you can work out the basics before going on to trying to cast a whole engine block? Learn to walk first, and sign up for the marathon later.
There are lots of different variations on sodium silicate binders; some work better than others and there are different ways of setting them off which produce different results from the same materials. In general they off-gas less than organic binders, but if there's water in there it has to go somewhere when it's suddenly heated to over 1000F. Baking can help, especially if you use a kiln and not just a home oven. So can core vents. If half your cores are buried deep in the mold, then it's understandable that the gasses would be causing problems. Can you reorient the mold so it's on its side, and all the cores have an outlet to the outside? I'm not sure why you've introduced a ceramic blanket "gasket" into the process - I've never heard of doing that and can't believe it's really necessary.
I've read some of the Gingery books, and while I admire the guy's ingenuity, many of the projects he describes would make sense if someone was marooned on a desert island with a load of junk, but are a lot more work for an inferior product than any sane and not totally broke person living in an industrialized society would put themselves through. For sand-casting, have you looked at C/W. Ammen's book: The Complete Handbook of Sand Casting: C. W. Ammen: Trade Paperback: 9780830610433: Powell's Books ? It's not the most up-to-date information, but the basic process hasn't changed too much since he wrote it. In general, I'd suggest you read all you can (or better yet, take a hands-on class in foundry work), test what you think you've learned on a small scale, and apply your findings to this engine project. Don't mess with unknown alloys derived from scrap - that just introduces more variables into a process that already has too many. People have been casting things for thousands of years; there's no need to reinvent the wheel, but it helps to have a firm understanding of the materials and how they behave before launching into a complicated project and wondering why it's not working perfectly.
-
05-09-2016, 04:36 AM #5
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
I did not attached the CAD files, they are on my website and I provided the link to them. For some reason the forum thinks the link is broken but it is not, at least it works for me. Here is the link again Index of /temp_share. Like I said I have learned to cast more simple parts and now its time to raise the bar.
I think I'll try baking the core next. The core prints are already pointing upwards. Turning the mold on its side would put the core prints on the sides or pointing outward instead of upward which I don't think would be a good thing. As depicted with my results of the 5th casting there was some metal that was making its way around the core prints and covering them and presumably blocking venting which is why I used the gasket.
I was going to buy that book at one point but for some reason I did not. I'll see about getting it ordered. I have looked into classes or training but unfortunately have yet to find any in my area. I'm over an hour away from Phoenix, AZ where there might be some colleges that have some but I'm afraid even if they did they would be too basic for me at this point. Your point about having unknown variables like scrap metal in the mix not being a good thing is well taken but would the modern water cooled cylinder heads I melted down really be something different than 319 or 356 and would that really make a difference?
Thanks again for your feedback.
Adam
-
05-09-2016, 09:18 PM #6
Member
- Join Date
- Apr 2004
- Posts
- 5737
Re: Casting Defects - Core Blows
It's more important for a core vent to reach the outside air at all than that it reach it vertically. If, as it seems, your core vents at the bottom of the mold had no access to the outside and are consequently not functioning, reorienting the mold could help. If splashed metal is covering your core vents, the usual solution involves ceramic collars that are placed on the mold before pouring, not ceramic-fiber "gaskets".
I would strongly urge you to make the trip and take the class, even if it is a little far and you're more advanced in some aspects of casting than will be covered. There are basic safety considerations that are rarely addressed in YouTube videos made by enthusiastic amateurs who may be self-taught, or taught by other camera-wielding morons. You need to know this stuff before you hurt yourself seriously - molten metal is something you have to treat with respect, especially if you're pouring it on experimental mixes of things that can contain water. Even just sticking a tool that hasn't been properly pre-heated in the crucible can cause steam explosions that can send hot metal flying everywhere.
If you want to learn about the state of the art in sand-casting, I just got a notification of a webinar given by people working for Hoosier Pattern, who've been pioneering the use of 3D printed sand molds and cores for metal casting. This approach makes it possible to cast configurations that aren't feasible using conventionally-made molds, since there's no need to remove the patterns from the mold, or to mold the cores separately. Here's a link to sign up for it: https://attendee.gotowebinar.com/reg...28229841599490
-
05-09-2016, 10:18 PM #7
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
Is there an industry name for these ceramic collars so I know what to look for?
I just signed up for the webinar. Thanks!
-
05-10-2016, 08:33 PM #8
Member
- Join Date
- Apr 2004
- Posts
- 5737
Re: Casting Defects - Core Blows
I think they're called "riser sleeves". Yes, the webinar should be interesting; I've been wanting to try that process myself for a while.
-
05-21-2016, 08:08 AM #9
Registered
- Join Date
- Jul 2008
- Posts
- 49
Re: Casting Defects - Core Blows
Adamflyer,
First let me say that I admire your courage in attempting a cylinder head casting and your tenacity in sticking at it. The automotive industry has been casting such heads for I would think close to 100 years and it is very debatable if they have yet managed to produce a truly good one. In another life I was a foundry metallurgist in Melbourne. Several times I visited my counter part at the Nissan casting plant where amongst other things cylinder heads were cast. Because of the complexity of metal section and ensuing difficulty in satisfactorily feeding the solidifying casting ALL the heads produced were vacuum impregnated to seal them against leakage in service. My understanding is that even upmarket German manufactures of expensive cars impregnate their heads too – it’s just the nature of the beast. I am talking the 1980s and maybe things have improved by now but I doubt it! To cast a usable head is I think a big ask. I get the feeling that you have relatively little casting experience in which case it’s a really big ask – a really, really big one.
Firstly re CO2 cores. My experience is that these may be a (if not the) most unsuitable choice for you task. Firstly the basic old fashioned CO2 core has very poor breakdown - they will not soak or hose out even with hot water. I have had to chisel them out. This problem can be solved by adding 0.5% of glucose powder to the mix preferably thoroughly mix it into the sand before adding the Sod Silicate. Break down will now be ok with cores falling apart in water in reasonable time and hosing them out working quite well.
Secondly, (old style) CO2 cores are notorious for causing blows. They are vastly worse than say shell cores made with resin coated sand even if the shell core is solid. To get success I vent the CO2 cores by pushing a thin rod (small thin knitting needle works well) into the centre of the core from each and every core print. You need to be very thorough with this and the vents should preferably go right through the core from print to print – I realise that the complexity of water jacket cores makes this difficult if not impossible.
At Nissan they cast the heads by the low pressure process two heads at a time and some 12 or so cores were loaded into each die. The Water-jacket cores were quite something – in places so thin that they were translucent just a few sand grains thick and yet they were strong and gave out so little gas as to not cause blows. They were made by a version of the Ashland process (It was in the mid 1980s and I do not know if this process still exists). It was a Urethane binder cured with some horribly toxic gas and it did not like moisture to the extent that it would not make cores on a humid day but when it worked it made a beautiful core.
There are newer versions of the CO2 process that give out way less gas -INOTEC looks to be one of them, but I really think that you need to talk to experts in core making chemicals to select what is right for the job. But for me it sure would not be home brew old fashioned CO2. I have no experience with Pep Set so can't advise there.
Regarding sources of information. Regrettably some of the books that you have read come into the category of amateurish. Even books by more professional people tend in part at least to regurgitate information that was/is old fashioned, out of date, and at times just plain wrong. All of this literature contains its pearls of wisdom but separating the dross from the gold requires one to be a well experienced AND OPEN MINDED foundry man (if such a thing exists) as well as a Metallurgist. If I was to recommend a book it would be Prof John Campbell’s “Castings practice the10 rules of casting” 2004 or better yet if you can afford it, his “Complete Casting Handbook” 2015 edition. The latter incorporates the former and a lot more beside. Again, though, you need to know what you are reading.
One source of information that I would NOT use is YouTube. Unless all you want to do is fill mummy’s cupcake tins up with some dumps of badly melted junk metal I would strongly recommend that you look else where for help. (My 3 videos are of course an exception ) Seriously and unfortunately most YouTube casters have a low and usually incorrect knowledge base. They tend to copy each others mistakes.
) Seriously and unfortunately most YouTube casters have a low and usually incorrect knowledge base. They tend to copy each others mistakes.
I think that you idea of bottom feeding is a non starter. You should bottom gate most definitely but feeders need to be above the casting they are feeding. The ability of Aluminium alloys to uphill feed is known to be poor and thermal gradients in the liquid metal create real trouble (Campbell covers this problem). I am not surprised that you have had blows around the gates – the presence of the heavy feeder below them will heat that area of the mould up badly and any gas will be trapped between the feeder and casting by the casting – it has nowhere else to go but out through the metal. The problem of bubbling out through the sprue is probably at least partly related to this arrangement but any bubbling out the sprue is a sign of serious problems with either materials design or pouring technique or all three and any casting that has had bubbles go through its liquid metal will be a dead loss. (Again see Campbell for why)
I to think that you should stop playing round with scrap metal and you should never mix alloys – it’s just another source of problems and you seem to have enough. Go out and buy yourself some nice new 319. The effort that you are putting in demands good metal.
Your sprue looks to be way too big and lacks the necessary pouring basin Again refer Campbell.
As a final thought some of you defects sort of look to be due to core float. Rember that sand is lighter than metal and if not held down properly a core will float up to the mould surface above it and cause a shut off or miss run – looking at the section thickness beside these defects should confirm or deny core float.
Sorry if I seem a bit critical but my purpose is not to make you feel all warm and fuzzy but to try and point you in the right direction.
Good luck
Martin
Old foundry men never die their metal just oxidises
-
05-21-2016, 03:12 PM #10
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
Martin, Thank you very much for the constructive feedback. In my last attempt I tried baking the sodium silicate core with #30 sand and could not get one to stay together. Its very weak in a few areas so I decided to re-design it. I have been working on the CAD model of the core learning to use T-Splines. I have way too much time invested working on the CAD model of water jacket but I am liking the result.
When I get the new core box finished I hope to try it out again. Sounds like I should be looking for another core binder. I think I'll contact some foundry suppliers and see what they recommend. The guy I'm getting my stuff from here locally said nobody around here does anything like heads and he does not carry anything else he can recommend.
Thanks for the book recommendation. I'm seriously considering buying it. I have some new 319 ingot I purchased a while back for this project but I figured I would get all the bugs worked out just melting down scrap. Any thoughts on why I could not run a prototype head for testing in the as cast (heat treatment) state? From what I can tell T6 is probably what I want but I don't have the space for an oven right now. I have plans to make the following changes for the next go around.
-New stronger water jacket core design
-Make holes in core prints
-Not sure if I'll add anything like glucose to the core sand mixture for now...seems like this might add more to the out gassing problem?
-Bake sodium silicate water jacket core for now (going to see if I can get some samples of more modern core binders)
-Reduce cross section of pouring sprue / increase sprue height to > 6" inches from top of casting (it was only about 2")
-Need to change the bottom feeder to just a runner. Everything I have been reading says this was not a good idea. Sometimes my good ideas are just not that good...
The other issue I am having with the water jacket core has do with the sand mold-up process due to my poor design of the core box. Here is a pic of the pattern halves.
The way I fill make the core is to put heaps of sand on both sides and then slam them closed. Then it takes a lot of work pounding the halves together with a dead blow hammer to get them mostly closed. I say mostly closed because they don't like to close all the way because the sand has nowhere to go. To make matters worse I made the core box out of MDF and every time I pound on it, I de-laminate it somewhere in the process. I'm planing on changing the design by relieving the the parting line by maybe 1/8" all the way around and making stops on the core box edges away from the parting line to ensure it is closed to the correct depth. Does anyone have any better ideas?
-
05-22-2016, 07:14 AM #11
Registered
- Join Date
- Jul 2008
- Posts
- 49
Re: Casting Defects - Core Blows
Adamflyer,
A few comments re your last reply:
Firstly you three pictures did not come up which has limited my ability to comment fully.
#30 sand impresses me as being rather coarse. For my CO2 work I use an AFS #70 sand and would love to be able to get #90, but then I am a bit OCD about getting fine finishes. (My green sand is probably about AFS#200) Very weak patches in a core suggest either bad mixing or more likely that the CO2 gas has not made it everywhere that it should have during curing of the core. One of the advantages of the venting that I recommended in my last post is that these same Vents which are of course put in before curing the core allow much better distribution of the CO2 through the core and therefore much more even curing.
I tried baking an old CO2 core that I made some months ago just to see what would happen, I gave it about 7 hours at 165 deg C (that was the oven cycle for a particular job at the time). Basically nothing happened! The core stayed together and weighed the same before and after (much to my surprise, but perhaps whatever moisture was in it had dried out in those months, and a fresh made core may have behaved differently) Awerby’s comment that you may need to go way hotter than this to drive out combined water is valid and maybe one day I will go way hotter just to see what happens! (Certainly with plaster materials you need to go way hotter and effectively dead burn the plaster before you cast metal into them or they can blow like crazy.)
My CO2 cores use Sodium silicate that has an SG of 1.37 and is 8.55% Na20 27.45%Si02 i.e. the ratio is 3.2 now it is said that the best ratio for core work is 3.4 so I add 3% each of NaOH and water in the form of a 50/50 solution (be careful if you make this solution up as it can boil and spit) this addition should bring the ratio to 3.4.
My cores are made using 7.5% of this solution added to the #70 AFS sand to which I have previously added the 0.5% glucose powder. After mixing I pass the sand through a 3mm sieve and mix again, I find this necessary to get the mix even. The presence of the glucose does seem to make the core perhaps slightly weaker but the 7.5% sod silicate makes a very strong core anyway. And yes I would anticipate that the glucose could well increase the gas level generated during pouring, but the thought of chiselling a water jacket core out gives me nightmares!
I understand your reluctance to use good metal while getting rid of “bugs” but just be aware that some “Bugs” can be the result of junk metal.
Could you run a head without heat treatment? Hmm well hmm perhaps but be aware that the heat treat process improves machinability as well as strength and even though 319 contains 3.5% Cu and should therefore machine quite well it will machine a lot better if given a T6 heat treatment. Incidentally under NO circumstances attempt to do a T6 treatment your self. It’s a process that does not tolerate fools (or novices) at all, you need very even furnaces and absolutely spot on proportional type temperature control. Even the experts get into trouble with this process, (I speak from bitter experience!) pay a professional heat treater of aluminium alloys to do it for you - at least you can sue him when he turns your heads into a contorted half melted mess!
“Sometimes my good ideas are just not that good…” well, I think that applies to all of us! You have to start somewhere and as long as one realises that a not so good idea was just that, abandon it and move on after due though and investigation, success will come in the end.
Re your core box design, because of your pictures not coming up I do not know what your design is which makes commenting rather hard. But by the sounds of it you are on to a looser there. Nothing wrong with MDF I use it well sealed with paint for patterns and core boxes myself. But I do not hammer the crap out of it! Incidentally I use Foseco mouldcoat 15 (looks like silver frost paint) as a release agent for the CO2 cores – not meant for the job but it seems to work well. But I do think that you need to redesign the core box so that it is possible to clamp the two halves together and then poke the sand (CO2 sands are known for their good flowability) in through one or more perhaps pluggable as you go holes in the side/ ends of the core box – the technique that you are using is reminiscent of early oil sand core work but is I think unlikely to give you the core that you want. But try and get you pictures to come up and I will have another look. Such intricate cores are typically made using a core blowing process but then of course you need a core blower! (And a big compressor.)
Martin.
Old foundry men never die their cores just sag
-
05-22-2016, 03:34 PM #12
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
Martin,
I fixed the pictures in my last post.
Yes the #30 sand is very course so much that it makes for a weak core. I don't really care about the surface finish of the water jacket so I figured why not. But I think I'll go back to something finer and make other changes we talked about.
I requested a the book you mentioned from interlibrary loan. If they can't get it I'm going to buy it. I see this book has a chapter on molds and cores. Hopefully it helps out. If you can recommend any other resources on core box and pattern design please let me know.
What is your favorite sealer for MDF. I tried a lacquer finish and it took me about 5 coats before it started to seal the surface. I later tried a 3x polyurethane finish, its supposedly thicker such that 1 coat goes on like 3 and it worked ok. I have been using Zip Slick as a mold release for everything lately. I am using RU grade sodium silicate by PQ Corp which I think is 2.4 ratio Sodium Silicate for Core Making by Tom Cobett. I have tried adding a little water but every time I did, the core stuck to my pattern like glue.
Here are some more details on the water jacket design....The initial geometry of the water jacket core is defined by a boolean opperation to get a solid from the "free space" after modeling the cylinder head structural necessities. I designed the cylinder head in Alibre and have come up with the following solid for the initial shape. A screen shot of the shape is below and a copy of an exported .stp file of the geometry is here: 404 Not Found
Attachment 320904
For my first prototype design iteration I imported the file into Blender as an .stl and used its sculpt functions to come up with what I wanted. Then I painstakingly made a two sided mold manually defining the irregular parting lines. This was a terrible clumsy workflow that took many hours but it worked. The final resulting shape (not including the mold) is shown below and a .stl file is here http://goldenfab.com/temp_share//wat...pted_final.zip
Attachment 320906
I wish there was a better workflow to create nice organic smoothed shapes using an existing solid as a starting point. I have been able to use Fusion360 for this but for less complicated shapes. I do this by importing a solid I previously designed in another CAD program, convert to t-spline, manipulate the T-Splines as desired, create mold from the new geometry using boolean opperations, and finally use the Split opperations to create parting lines to part the mold. This works ok for the simple shapes (although parting molds using split functions is still a bit labor intensive), but I can't get this to work for the water jacket example I shared. When I pick a surface to convert to T-Spline it generates a T-Spline surface but the edges continue well past the original geometry. For example, as shown in the screen shot below - converting one of the surfaces which happens to be defined by a sphere with edges results in a complete sphere.
Attachment 320908
For water jacket core I ended up manually drafting out a T-Splines model which too a lot of time. See the first picture in my last post. If anyone knows a better way of doing this let me know.
Thanks,
Adam
-
05-25-2016, 06:21 AM #13
Registered
- Join Date
- Jul 2008
- Posts
- 49
Re: Casting Defects - Core Blows
Adam,
Sorry for the delay in getting back to you but I have had an internet connection failure plus, and despite my advanced years, I still try and earn some sort of living and I have lots of castings to make.
The pictures in your second last post were indeed fixed however the pictures in your last post again failed to come up.
Looking at your core box I have to say that the silver colour which I assume is the release agent looks exactly like the Foseco mould coat 15 that I use. I do think it possible that with some plugs cut into the core box at appropriate spots and with the aid of some bent ramming tools to get the sand round corners the very flow able sands like CO2 should be able to be made into well rammed cores – you just have to work at it. You would be surprised at the odd shape of some of the ramming tools I have used for thin bent cores!
Re the #30 sand, Sands that coarse can sometimes be penetrated by the metal and then you get a sort of metal/sand composite that is extremely hard to remove, certainly I would recommend that you go to about a #70 AFS sand.
Re sealing MDF – Yes, well, this is the price one pays for being able to get the material in large sheets that can be easily glued together to make a tolerably even material (granted that the skin is a bit harder). I do as you have done – lots of paint. I start with a spray pack aerosol Estapol and absolutely drown the MDF particularly the non skin areas on the first coat. Several coats are necessary and because paint tends to “raise the fur” I lightly sand between each coat. You could try automotive primer surfacer spray putty type materials as they have a bit more ability to “fill” the surface. But I would not use them for the first coat. There are all sorts of fancy pattern materials available and one that looks like solid blocks of “car bog” seems rather good, indeed they stick bits of this stuff together using car bog. It seems to be available in quite thick slabs up to 100 mm I believe but it is not cheap! I would suggest that you stick with the MDF for now.
Now re the sod silicate ratio – thank you by the way for Tom Cobett’s article – very informative, a copy is now well read and in my files. Tom made the point that for core work the ratio needed is 2.4. I of course had said that I take the 3.2 ratio and add 3% NaOH to it to produce a 3.4 ratio – well this was what might best be called a “Brain Fart” on my part The addition does in fact bring the ratio to as near as damnit to 2.4% and not 3.4 as I incorrectly stated. Indeed the cores I make are quite strong - I could no doubt get away with additions of way less than the 7.5% that I use. His mention of Epoxy bound cores is interesting but one could play around with stuff like this for years.
Now to think out loud a bit… I note that ceramic cores are used in the investment casting industry and even sand ceramic composite cores are in use for work not unlike cylinder heads see SwRI's hybrid ceramic-sand core casting technology wins R&D 100 award . These cores seem to be quite complicated brews made to propriety recipes. Some, check out this link to a recent patent, Patent US6024787 - Water soluble ceramic core for use in die casting, gravity and investment ... - Google Patents are even water soluble to aide removal from the casting. It seems that cores can be made from these materials using the well known “slip casting” process. The idea of ceramic cores got me to thinking re the possibilities of plaster based materials. Plaster of Paris if heated to 120 deg C looses part of its water of crystallization and can be ground and rehydrated to be used again. However if it is heated to above 200 deg C it looses all of its water and can no longer be rehydrated – it is said to be “dead burnt”, In this condition I would think it to have very low gas output when used as a mould material. Some slurry type brew of plaster and say fine zircon sand might be castable into the core box and when set, removed, dried, and used. Of course one could spend a life time coming up with a suitable brew that had all the necessary properties including breakdown etc. My thought is that you get some Kerr G-400 investment powder; it is plaster based and used for casting aluminium alloys. Mix this up as per Kerr’s instructions. Pour into you existing core box – which of course you have a very good coat of release agent on. You made need to aid filling with vibration and small (say 1mm dia.) vents to remove air traps. To make sure at some convenient stage during set up of the mix poke vent holes in everywhere you can get them. When set, remove the core, bake to at least 200 deg C or probably better as per Kerr’s instructions. Now here is where I go a bit misty – cool to room temperature load the core into the mould and pour the casting without too much delay. (Kerr recommend that for Aluminium the material should be cast at 150 to 370 Deg C and their burnout cycle is quite complex but as you will not be burning out any wax a simpler perhaps lower temp cycle may suffice but I am only guessing as to that.) I have a friend who is into investment casting so I will ask him what he thinks of this idea.
A further comment re using the casting unheat treated. Nissan used the T6 process as a way of cooking the cores out in addition to getting the right properties. You may need to do the same. In addition heat treated castings should be dimensionally stable up to the ageing temperature, un-heat treated ones of will not be as stable and may warp in service. Be aware that you may need to vacuum impregnate your castings to stop gas leakage in service into the water jacket area.
Keep us all informed I would like to know how it all goes.
Martin
Old foundry men never die they just get gassy.
-
05-26-2016, 06:14 AM #14
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
I'm not sure what I am doing wrong with the pics and I can't edit the post like I did the last time for some reason. So here are the pics in order.
Thanks for all the info. I'm still working on the CAD model for a new core box. I sent Ask Chemicals an email about core binders last week and how to get a sample, still waiting to hear back from them. I had some small things to change and I am tired of repairing the old MDF one which is falling apart. I am going to machine the new one out of Solid Surface (acrylic counter top material). I have been working on the CAD model and hope to cast next week. I'll post some pics when I do.
-Adam
-
07-16-2016, 03:17 PM #15
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
Success!!
Changes from last casting:
-Made a new core box for the water jacket core. This should not have had an impact on the core blows. I had to make some minor design changes to increase the wall thickness of the casting in some areas. Also the previous core box made out of MDF was splitting all over the place. This new one is machined out of Solid Surface counter top material (acrylic).
-Used PEPSET vs sodium silicate for the water jacket core 0.8% by weight (so all sand molds and cores used PEPSET).
-Revised pouring sprue: reduced cross section to about 1" diameter, increased head to 8" from 2" and added a better pouring well.
-Pour temp 1240 deg F
The place I got the PEPSET from advised mixing at 1.5% by weight since I don't have a good mixer. With this mixture I was not having very good shakeout. I talked to a sales rep for PEPSET to ask if he had a product he could recommend for water jacket core. Based on my requirement of a hand packed core (not blown in) he said PEPSET. I told him I was not having very good shakeout and when he found out I was mixing at 1.5% he said it was too much. He said its usually used at 0.5%-1.0%. He ensured me it had great shakeout properties so I tried it for the water jacket core at 0.8% and it worked great. A few blows with a hammer to the casting and most of the core broke up and could be worked out.
Here are some more pics.
New water jacket core box:
Water jacket sand core:
Mold/core assembly w/o top:
Mold top:
Complete mold/core assembly with new pouring sprue and well:
Casting:
Machining:
Test fitting on block:
-
07-16-2016, 08:05 PM #16
Member
- Join Date
- Apr 2004
- Posts
- 5737
Re: Casting Defects - Core Blows
It's looking good! Thanks for updating us on your progress. Please let us know when you get it installed in a car and running!
-
08-01-2016, 10:23 AM #17
Registered
- Join Date
- Apr 2014
- Posts
- 432
Re: Casting Defects - Core Blows
I am Interested in this also ( small time casting ) i really like the process learning things I should have known years ago .
-
12-02-2016, 03:56 PM #18
Member
- Join Date
- Dec 2014
- Posts
- 78
Re: Casting Defects - Core Blows
I started making some video for those that are interested. I have some footage of making of the sand molds and cores that I still need to edit and upload.
https://www.youtube.com/playlist?lis...n9nTqobBVVkN9j





 Reply With Quote
Reply With QuoteSimilar Threads
-
BCAMCNC 9060 machine with horrible defects
By electracks in forum Chinese MachinesReplies: 43Last Post: 03-12-2024, 01:45 AM -
defects to make a circle
By Peruanzon in forum ArtCam ProReplies: 4Last Post: 05-05-2015, 02:45 AM -
core casting
By oyeah1717 in forum Casting MetalsReplies: 2Last Post: 06-08-2012, 04:55 PM
