



I am part of a university project team in Canada. As a project we are making a 3-axis 4'x4' cnc plasma table. We are having a number of issues with the design which I will outline below. Any help or advice would be greatly appreciated.
The current design will incorporate SKF ball screws (20mm dia x 55"long x 5mm pitch) and Thomson 25mm rails. We are thinking of running two rails on the x axis with a ball screw in the center and one rail on the y axis.
1. Our client desires that the table can be somewhat portable. (Meaning it can fold vertically against a wall or something along those lines). We are going through a number a potential designs including winches or hydraulic actuators. The major worry we have is rail misalignments and other issues arising with the movement of the table. Has anyone seen this done? or have any thoughts about how we could make this work?
2. We are thinking of using Superior MO63 150oz/in stepper motors with encoders and IMS462 2amp/half step drivers. We would like to be able to have rapids of roughly 300in/min. We are concerned that these motors won't be strong enough. Any thoughts?
3. We are currently going to adapt an existing hand held torch (Miller spectrum 375). We have seen people modify the cutting torch so that it can be actuated by a micro switch. Ideally, we would like to able to leave the torch intact so that it can be also used manually. Any thoughts?
thanks for your input .. any thoughts or ideas would be greatly appreciated.
Thread: Advice? CNC Plasma Table
Results 1 to 9 of 9
-
02-06-2007, 08:20 AM #1
 Registered
Registered
- Join Date
- Feb 2007
- Posts
- 3
Advice? CNC Plasma Table
-
02-06-2007, 11:49 AM #2
Erfahrener Benutzer
- Join Date
- Feb 2004
- Posts
- 427
Many things are possible. What's your budget??? That is the question........
Motor size, well how heavy is the gantry going to be?
Steel, aluminium, carbon fibre, etc etc.....
How fast does it have to go? 300ipm. Do you really need that speed? on a 4x4 sized table?
What it the thickness of steel that you plan to cut? HVAC ducting is fast cutting, 1" steel is slow cutting.
How fast does it have to accererate? Art shapes and signs, need faster acceleration for sharper corners etc.
Just some things to think about.
Peter
Australia
-
02-06-2007, 03:32 PM #3
Registered
- Join Date
- Dec 2005
- Posts
- 9
Like Apples said, we need some more info...
Do you plan on bolting it to the wall? ...if so that opens up lots of possibilities!
What thickness material do you plan on cutting?
What are you making the table out of? (What's holding you material that you're cutting?)
Stuff like that... more details helps us make informed decisions on what to suggest.Chad
Tucson, AZ
-
02-06-2007, 05:31 PM #4
Registered
- Join Date
- Oct 2005
- Posts
- 1238
 Folding Plasma Table?
A few years ago, Tracker CNC made plasma CNC tables that folded against a wall.
Folding Plasma Table?
A few years ago, Tracker CNC made plasma CNC tables that folded against a wall. Originally Posted by bshooter17
Originally Posted by bshooter17

That design has since been discontinued.
-
02-06-2007, 05:44 PM #5
Gold Member
- Join Date
- Jul 2005
- Posts
- 2415
Only thing I see wrong so far is the entire design

Ballscrews on a plasma table: Bad idea. Can't get the speeds you need (ballscrew whip) or keep them clean without constant maintenance. Rack and pinion or belt drive is a better choice. Look up the max recommended RPM on the ballscrews at the length and dia you are going to use, then calculate how fast you have to spin the screws to hit 300 IPM.
Drive screw down the middle: Bad idea. Plasma involves flames, sparks, smoke and dust. The screw needs to be sheilded but easy to clean. Most plasma tables used for doing professional work have water tables under the cutting surface (go back in this list and learn why).
Plasma cutting is done at 80 to 300 IPM. At those speeds you still need good acceleration (torque) for tight cornering. That also puts a lot of forces on the structure changing directions at high speed. A light frame will vibrate and flex.
I think your stepper motors are going to be WAY underpowered. Half stepping with older drive technology will present resonance challenges resulting in lost steps. Do research on bipolar microstepping motor drives.
Encoders? on Steppers What closed loop system are you going to use to utilize the encoder as positional feedback? What are you going to do to correct positional errors? Adding in steps to correct lost position works poorly on systems where the instantaeous position (not just the ending position of a move) are important. If the steeper didn't get there with the commanded steps why would adding more help? It's like staring to go into a slide in a wet road and stomping the accelerator to correct the skid.
What closed loop system are you going to use to utilize the encoder as positional feedback? What are you going to do to correct positional errors? Adding in steps to correct lost position works poorly on systems where the instantaeous position (not just the ending position of a move) are important. If the steeper didn't get there with the commanded steps why would adding more help? It's like staring to go into a slide in a wet road and stomping the accelerator to correct the skid.
Has any thought been given to Torch height control, pierce cycles, arc detection, etc? Plasma cutting actually is more complex than router or tool type cutting. Heat is a problem and causes metal to flex and warp so the top of the material (Z0) moves. You need some form of reference (surface touch). Piercing and cutting on smaller machines is done at small gap distances. Roller type height controls are effective for larger cuts and parts but a problem with decorative or detail cutting.
Please don't take the review in the wrong light. It comes from hundreds of designs and projects on this list and others, personal experience and 5 years of building and running plasma and router systems.
Tom Caudle
www.CandCNC.com
-
02-07-2007, 04:59 AM #6
Registered
- Join Date
- Feb 2007
- Posts
- 3
More info on machine
Hello everyone, thanks for your replies
I will try to answer all of your questions and give you as much extra information as I can. We are still in the design stage so some of the design is quite vague in my mind but I’ll try my best
Our budget is $2000 and a $500 contingency fund (Everything minus plasma torch which the client already has)What's your budget?
We are going with an aluminum gantry. We haven’t finished the design on it yet but as an estimate I would say around 150 lbs.Motor size, well how heavy is the gantry going to be?
Steel, aluminium, carbon fibre, etc etc.....
We were aiming for rapids of around 300ipm. According to the spec sheet on the Miller spectrum 375, its maximum recommended cut speed on 16 Ga. Steel is 188ipm. We don’t even need to achieve this speed but we would like it to go as fast as possible.How fast does it have to go? 300ipm. Do you really need that speed? on a 4x4 sized table?
We aren’t really sure about this. What do you think would be standard on a hobbyist (i.e. not production) machine?How fast does it have to (accelerate)?
Ideally we would like it to be self supported so we don’t have to do any wall reinforcement. That being said, bolting the table to the wall is an option. However, we are quite concerned about alignment problems arising from moving the table. Another option we are considering is putting the table on wheels and moving the gantry to one end so that it can be used as a mock up table.Do you plan on bolting it to the wall?
The Miller Spectrum 375 can cut up to 3/8” steel. Ideally, we would like to give the client the ability to cut up to the limitations of his torch. The majority of the cuts will be >1/4”What thickness material do you plan on cutting?
The sacrificial table will be made out of steel. As for the rest of the table, it will either be made out of aluminum or steel, its still in the design stage. This will depend on whether or not the table has to fold up.What are you making the table out of? (What's holding you material that you're cutting?)
Based on the end fixity factor of our ballscrew, we calculated the max rpm to be roughly 315ipm (including an 80% safety factor). We think this range will work for us based on our size of table.Look up the max recommended RPM on the ballscrews at the length and dia you are going to use, then calculate how fast you have to spin the screws to hit 300 IPM.
Our motivation for using the ballscrew is based on cost. We have a cheap source for ballscrews. Since the table is only 4’x 4’ and the max cutting thickness is 3/8” steel, we think the length of the unsupported span is manageable. Any thoughts on this are welcome.
We were planning on shielding the ballscrew from sparks etc. by running a full 4’ x 4’ piece of sheet metal under the sacrificial table and over the ball screw. We are also thinking of incorporating a water table design to minimize dust etc.
We agree with you, we think these stepper motors will be too weak. We are considering larger stepper motors or servo motors. The reason we were going to go with these steppers is because we could get a good deal on them if we wanted.I think your stepper motors are going to be WAY underpowered. Half stepping with older drive technology will present resonance challenges resulting in lost steps. Do research on bipolar microstepping motor drives.
We have been looking into the matter. We have been looking at the torch height control from Campbell Designs.Torch Height control
[QUOTE] Piercing and cutting on smaller machines is done at small gap distances.[QUOTE]
Can you explain anything more about this?
We really appreciate any feedback, good, bad or otherwise. We have done quite a bit of research and 2 in the group have worked on CNC projects in the past, however this is the first plasma table project any of us has worked on.
-
02-07-2007, 05:29 AM #7
Registered
- Join Date
- Nov 2004
- Posts
- 71
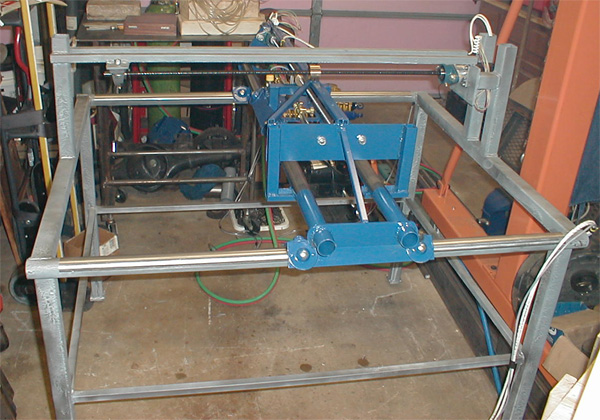
I ran a single leadscrew for each axis, over the top. I have not seen other over the top systems,but it does work well. Originally Posted by bshooter17
I did just that on a Miller. There are two wires from the torch that go to a relay inside the cabinet. With plugs, you can re-direct the wires to your controller. (Your relay triggers the Miller's). With the right combinations of M/F plugs you can make it easily reversable. The conversion is made in the cabinet, the torch stays un-touched. Originally Posted by bshooter17
Good luck, MIKE
(I would also suggest more amps, more microstepping [I run 1/4 step] and more ounces [I run 183's and can only get 106ipm out of the light Y-axis]. Depends on the TPI of your screws, and your balls are probably easier to turn than my Acme's)
-
02-07-2007, 06:19 AM #8
Registered
- Join Date
- Feb 2007
- Posts
- 3
Hey Mike,
Thanks a lot for the input. I am really glad to hear the torch can be modified in this way. Do you have any more details (wiring diagrams and specifications) or could you forward me to a website that might?
We are now leaning away from using those stepper motors and instead going maybe with a servo motor design. Thanks for confirming!
-
02-07-2007, 03:24 PM #9
Registered
- Join Date
- Oct 2005
- Posts
- 1238
Design Considerations
(RPM's are not usually stated as IPM.) Originally Posted by bshooter17
A ball screw under a water table will really cause you some design complications.
If you must use a ballscrew, & only one, Accuratemike's overhead solution is certainly worth consideration.
The attached photo shows my table with a steel plate about 24" by 48", placed temporarily on the sacrificial slats. This would allow your client to have a work (or mock-up) table as well as negate the folding to the wall problems.
Don't give up, & you will succeed as well as learn!
I wish you well with your project. :wave:

 Reply With Quote
Reply With QuoteSimilar Threads
-
Plasma Table Advice?
By carlip in forum CNC Plasma / Oxy Fuel Cutting MachinesReplies: 3Last Post: 01-30-2014, 02:48 AM -
advice hvac plasma table
By tinner in forum Waterjet General TopicsReplies: 0Last Post: 11-18-2010, 01:56 PM -
Need starting advice to building my Plasma table:
By Lockdown in forum Waterjet General TopicsReplies: 6Last Post: 12-20-2009, 07:18 AM -
building plasma table soon.need advice
By kermit582 in forum Waterjet General TopicsReplies: 14Last Post: 12-19-2007, 04:11 AM -
Advice on Dual Plasma Router Table
By Mini-MillX2 in forum Waterjet General TopicsReplies: 2Last Post: 01-27-2007, 12:04 PM
