



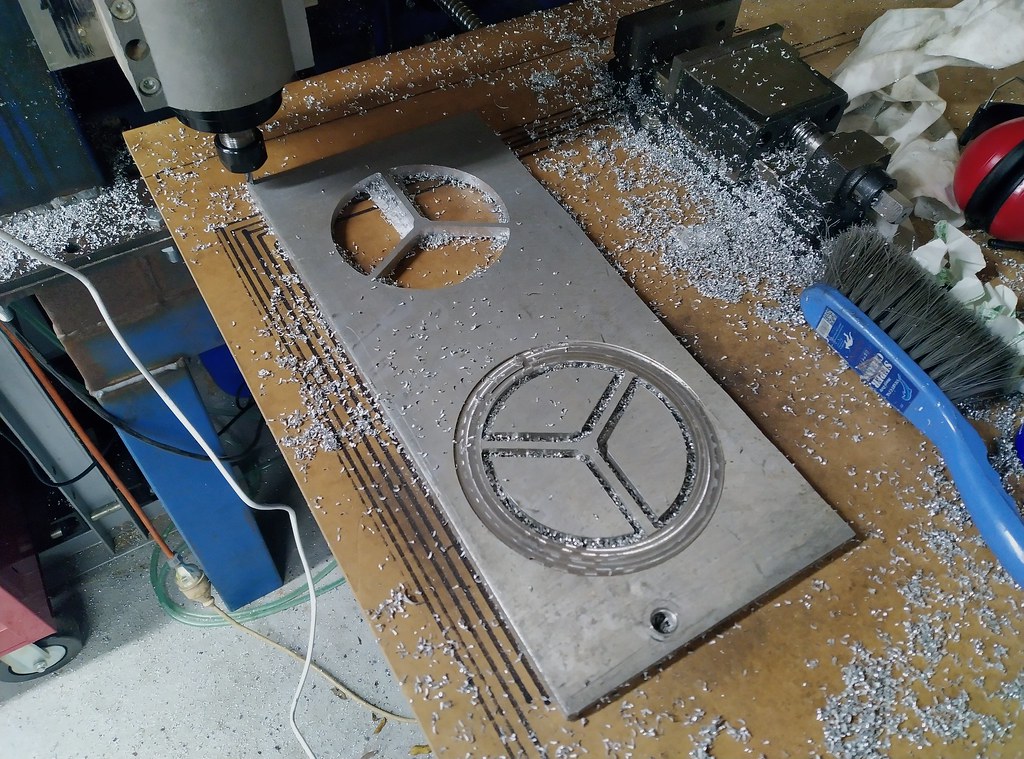
This project highlighted that I need some sort of coolant/cutting fluid if I want to continue to cut aluminium. When I ran out of WD40 the aluminium starting gumming up in the ~10mm deep profile cut at the end of the part and I had to stop the cut. Luckily there was not much left so I finished it off with a jigsaw and files.
Thread: Welded steel frame router build
Results 81 to 95 of 95
-
09-03-2023, 11:34 PM #81
 Registered
Registered
- Join Date
- Oct 2005
- Posts
- 73
Re: Welded steel frame router build
-
09-04-2023, 12:07 PM #82
 Member
Member
- Join Date
- Jul 2018
- Posts
- 6339
Re: Welded steel frame router build
Hi Jones - find some bits with "diamond like coating" DLC they cut al easily, don't gaul and last a long time. Even with no or low coolant. Peter
-
09-04-2023, 11:20 PM #83
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi,
Harvey Tools sell DiBoride coated tools especially for aluminum. DiBoride is as 'greasy as a butchers prick' in aluminum.
Overall however I use flood coolant....then you can use uncoated carbide tools in aluminum. Flood cooling is night-and day better than dry.
One of the absolute requirements of my new mill was that I could use flood coolant and that it be contained, and it works pretty well.
Craig
-
09-04-2023, 11:57 PM #84
Member
- Join Date
- Jul 2018
- Posts
- 6339
Re: Welded steel frame router build
Hi All & Craig - TiB2 has a medium friction co-efficient of around 0.35. The DLC has 0.1 which is considerably better. The TiB2 does not gaul so thats a great thing about it. DLC has sharper edges and does not gaul in non-ferrous. Peter
0.1 Fc is about what plastic surfaces have, teflon is <0.1
0.35 is what steel to steel is for general friction calcs. For instance thats what I use for bolt co-efficients
0.6 is around what aluminium to aluminium is that's why a bolted up aluminium connection is really good. It transfers most of its preload into friction...
Harvey Tool - Tool Coatings For Ferrous and Non-Ferrous Materials
-
09-05-2023, 08:22 AM #85
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Welded steel frame router build
flood coolant rots at some point doesn't it? do you use some kind of ultrasonic bath that cleans the coolant off the parts? so far I'm leaning towards dry. I hate cleaning with a passion and dry seems like it's also one step less from bar to part...add the coated endmill price to the part and forward to the customer... Originally Posted by joeavaerage
Originally Posted by joeavaerage

-
09-05-2023, 08:58 AM #86
Member
- Join Date
- Jul 2018
- Posts
- 6339
Re: Welded steel frame router build
Datron and others use ethanol, it evaporates completely. Some use a freezer wand and a mister. But mills will be flood cooled for a long time to come... Its the simplest solution plus its used to move the swarf to the conveyers... You'll need a conveyor next. Many years ago I set up a factory and made aluminium & titanium bike frames. We had two domestic washing machines running most days to clean parts. Did a great job.... The aluminium had to be very clean before we welded it. I also had a big hydrofluoric acid tank for cleaning but found the washing machine was much friendlier. Peter
-
09-05-2023, 09:55 AM #87
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Welded steel frame router build
we're saving ourselves a lot of trouble then, by using a frame where only the table is near all the mess and chips fall directly into the container below. Originally Posted by peteeng
I've thought about ethanol but that would require additional ventilation in the room, same with co2 cryo cooling
-
09-05-2023, 08:26 PM #88
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi,
That used to be the case. Older formulations of soluble oil would degrade and start to stink. Modern formulation don't do so. I've been using coolant for seven years,flood coolant rots at some point doesn't it? do you use some kind of ultrasonic bath that cleans the coolant off the parts?
and all I ever do is top it up to counter loses, mainly evaporation and its never in all that time degraded or spoiled.
I tend to use fairly dilute mixtures as most of my machining is low pressure and flushing chips out of the cut zone is way more significant than lubricity. I just blow the parts
down with compressed air when done, and that is fine for 99% of them. If I were concerned, I'd just wash with water, the oil is water soluble after all.
My mill is contained an sits in a folded steel tray 1.3m x 1.1m....so I do pretty well for containing coolant. One area that needs improvement is chip filtration. I have a gauze filter
but I have to clean it out moderately regularly, say monthly, and its a bit messy. It is my intention to replace the coolant and filtration system, so I have a reservoir of about 100l and a pull out
tray for the chips. I've got lots more important projects ahead of it, so my setup will be like this for a couple more years yet, and that's OK, it works perfectly well as is.
Craig
-
09-05-2023, 08:37 PM #89
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Welded steel frame router build
sounds like separating chips from the coolant is a major hassle. I recently found ceramic endmills for soft materials. It's a swiss company so the price is probably out there, but if endmill life is extended significantly it might be worth it though learning to use them properly would take some time, success window is small with ceramics when it comes to feeds and speeds Originally Posted by joeavaerage
https://www.bsq-tech.com/en/keramikfraeser
-
09-05-2023, 10:18 PM #90
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi,
No, not really, its just that my filter is buried down under the machine with poor access. Its a design issue. but then the heavy duty table that my machine is on was given to me so its not like Isounds like separating chips from the coolant is a major hassle
can complain about the design. It had been the table (on castors) of a pick-and-place machine, and weighs a couple of hundred kg's in itself.
When I get around to designing a new system I will have a tray that pulls out, the idea being that the gauze through which the chip laden coolant passes has much greater area than my current setup,
approx 100mm diameter, because it blocks up fairly quickly. I will also have the coolant tank be able to be pulled out as every once in a while you want to be able to get in there and scoop out
the very fine 'dust' type chips that pass through the gauze and end up as sludge on the bottom of the tank. With my current reservoir (only 8l) I can only reach in and scoop it out by hand. I do it a couple of\
times a year. Having said that the reservoir and the pump were pretty cheap...so I got what I paid for. I'm also thinking about a small (1hp) three phase motor to drive the pump, which is driven by a VFD to
give more pressure and volume when I want it. If I can get the pressure and volume I want I might have a ring of nozzles around the tool. So, yes, I have a few ideas to improve things, but It does work
OK at the moment.
I use coolant a lot, and it certainly helps with aluminum, especially sticky stuff like 5083 or any 3000 series, but where coolant really pays dividends is plastics. Polyethelene, ABS and acrylics are really prone to heating
and welding themselves to the tool, and then it makes an absolute s****t job, a really ragged cut, pretty much wrecks the job. If I use coolant however, and the cut is as clean as a whistle. I use coolant on all plastics.
I run coated carbide tools in steel at 148m/min, which is about 50% faster than the more normal recommendation of 100m/min. I can do this ONLY if the coolant stream is good. If the coolant stops for more
than 10 seconds the tool tip overheats and turns red hot. Thereafter the tool is about shot. If I avoid any interruption of the coolant I can get four to six hours cutting in 4140 steel per tool. Without coolant
you can wreck a tool in twenty seconds, and at $20USD per 3.125mm tool that hurts. To be honest I'm not at all sure I could cut steel WITHOUT coolant, steel is just plain tough and it generates a lot of heat
and wrecks tools like crazy. Coolant is the only thing I've found that really helps.
Most people don't like the mess or inconvenience but my experience is that its 'night and day' better than dry. Mess is largely due to the design of your machine, if you have given some forethought to containing the coolant
the the 'mess' goes away. I pay about $120NZD ($75USD) per 5l of water soluble oil, and the last lot lasted me two years. I was just given 4l of another brand, and I've used about half of it it eight months.
All-in-all its not expensive. It might be so if you were using stronger mixes in production cutting, but for low intensity work it lasts well.
This was from the link you posted about ceramic tools:
So it sounds like to get the best from these tools they need coolant too? Is that your understanding?However, when using ceramic milling cutters to machine aluminum, it is important to pay attention to a few factors. For example, the cutting speed should be reduced to avoid overheating of the workpiece or cutter. It is also important to ensure adequate cooling to reduce heat build-up and minimize the risk of chip burn-off.
Anyway, I use coolant which in turn allows me to use uncoated carbide tools in aluminum, plastics and steel with vastly better results and tool life than without coolant.
Craig
-
09-05-2023, 11:20 PM #91
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Welded steel frame router build
damn, nice catch, I assumed since it's ceramic it doesn't need cooling, you use ceramics to cut inconel dry so why do you need coolant for aluminium? it's pretty weird
-
09-05-2023, 11:51 PM #92
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi,
I find that its flushing the chips out of the cut zone thats so important with aluminum. All metals heat as you cut them, that's just plain physics, but what really causes them heat up and weld themsleves
to the tool is re-cutting. If you can flush the chips out with either coolant or air blast I feel sure your results would improve markedly.
I wanted coolant for steel, and as it turns out its so useful for rather more materials than steel, so I use it.
Most tools for aluminum are uncoated.
Almost all coatings are Titanium Nitride or Aluminum nitride or some combination, but note the are most trivalent Nitrides. Aluminum is a trivalent metal and shows affinity to trivalent coatings
and therefore trivalent coatings are not recommended for aluminum.
I have used Titantium DiBoride (quad valent) coated tools, especially for aluminum...and they are great. peteeng reckons DLC (Diamond Like Carbon) also quad valent, has even better lubricity than
DiBoride. I only have one PVD diamond coated tool, and its only 0.5mm in diameter, and worth a bloody fortune. I use it when I have to only...and I don't need it for aluminum so I cant comment about DLC.
The PVD diamond coating is even more expensive than DLC.
There seems to be to different schools of thought on this one. Many run them dry because the thermal shock of the coolant can cause ceramics and CBN to crack. The other school of thought is that if you use coolantyou use ceramics to cut inconel dry
then use sh*******loads of it to avoid the possibility of thermal shock.
I've never been able to afford CBN, but if I did I think I'd be in the 'sh*****load of coolant' camp.
I've had so many experiences where I got crap too life, or crap cutting or just Built_Up_Edge causing the tool to snap and coolant has been the 'night and day' solution to it. There's a reason
I put up with it....it just plain works!
Craig
-
09-06-2023, 12:24 AM #93
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi peteeng,
Just as a matter of interest have you tried either? I have used DiBoride. I got some tools from Harvey Tools, including a PVD diamond coated endmill and I thought I'd get someTiB2 has a medium friction co-efficient of around 0.35. The DLC has 0.1 which is considerably better
DiBoride endmills to defray the cost of freight. I used thos DiBoride mills again and again and again....until at last they wore out or I broke them. Shame they are expensive, I'd get more.
The main thing I got was a 0.5mm diamond coated endmill. I was at that time doing circuit boards with very thick copper layers (0.42mm). Copper can and does stick to tools like aluminum,
but worse is the inevitable fibreglass dust that you get when doing circuit boards. The PVD tool was great, I still used flood cooling to get rid of the copper chips but the fiberglass dust did not
blunt the tool all the time. I've had about 75 hours cutting with it....and suprise surpise its still in one piece. The smallest cockup and you break 0.5mm edmills!
Craig
-
09-06-2023, 02:57 AM #94
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Welded steel frame router build
Hi,
just found the diamond tool, I haven't used it for about three years, but I did find it.
Part No. 995720 0.20 inch diameter 3X LOC 9um CVD diamond. So its CVD (Chemical Vapour Deposition) type (not PVD as I had posted earlier) with a 9um layer. It looks like grey sugar crystals on a bun
under a microscope. The current price is $91USD. I seem to recall that it cost me $78USD when I bought it years ago. Either way I cannot afford to lose it or break it.
Craig
-
09-06-2023, 09:57 AM #95
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Welded steel frame router build
CBN's are something else




 Reply With Quote
Reply With QuoteSimilar Threads
-
Steel Frame Router Build
By trailerparkboys in forum CNC Wood Router Project LogReplies: 1Last Post: 03-08-2016, 01:53 PM -
Steel frame Ganrty router build
By matth in forum CNC Wood Router Project LogReplies: 172Last Post: 10-30-2014, 08:32 PM -
My First All Welded Steel Router Design
By widgitmaster in forum CNC Wood Router Project LogReplies: 9Last Post: 10-18-2008, 03:07 PM
