



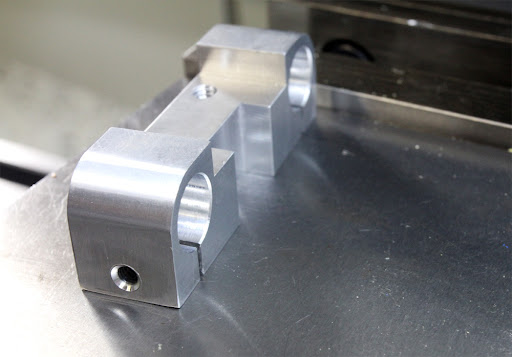
I have a few question on how to get the cleanest cut with a slitting saw on the inside of my hole. The pic included isn't the part, just a quick test, but will show you the burrs left on the inside and out.
A rail is going to be clamped in this hole and has a pretty tight tolerance. The smoothest cut possible is what I need (at least on the inside). There will be 7 of these parts in my vise to be cut in one pass after drill/tap. 6061-T6 AL, the saw I'm using is
Carbide Slitting Saw
2.0" dia
.062" thick
22.9 IPM
580 rpms
@ 0.45" woc (stock to be removed)
The cut went great with very little problems on my test but my material to be remove was 0.18" woc. Do you think these same settings at 0.320" woc it would go as smooth or split it up in two passes ?
Last was which is the biggest problem I have at the moment is which way to feed the saw in my part/clamp leaving my reamed hole without any deburring needed ?
The cut in the pictures was CCW climb cut from the left going right. I'm thinking if I switched the feed & spindle direction to cut from the right going left in CW, it might help the burring. Starting cut on the inside of the hole first, then exiting thru to the outside of my part. Any ideas ?
Or would the little green triangles in my tumbler get the job done ?
.
Results 1 to 20 of 37
-
02-28-2011, 02:05 AM #1
 Registered
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Achieving Best Slitting Saw Finish On This Part ?
-
02-28-2011, 04:06 AM #2
Registered
- Join Date
- Apr 2006
- Posts
- 439
It has been my experience that you never climb cut with a saw, always conventional.
And I think you would get less burr on the inside if you cut from the inside out.
Scottwww.sdmfabricating.com
-
02-28-2011, 05:54 AM #3
Registered
- Join Date
- Oct 2003
- Posts
- 192
This should be a clear cut answer,.....wherever the cutter exit, the burr will be greater.
In aluminum I would use a HSS cutter, HSS can have a sharper cutting edge, a freshly ground triple chip or just plain slitter configuration,
on a 2" you're looking at about 36 teeth....perhaps less if chips are piling up between teeth.
-
02-28-2011, 06:04 AM #4
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Thanks guys going to give it another shot...
Konrad, have a link to a recommended HSS slit saw ?
Very close, 40 teeth. This one cost me about $100 and so far it's been a great little saw, but for some reason I too have noticed HSS cuts better in AL for some reason. Maybe it's me or how I'm setting things up, but really impressed with some of the cheap bits I bought vs the expensive cutters.
-
02-28-2011, 07:30 AM #5
Registered
- Join Date
- Oct 2003
- Posts
- 192
Sorry no link, the 40 teeth might work, just slow down feed for lesser amount of chip load per tooth.
Good coolant flow is very important too.
Carbide is more brittle and the very outer sharp edge it can't hold up as HSS would...
just the nature of the beast [carbide]. You can break a tooth allot easier too with carbide.
I grind my own slitters...since we are in the sharpening too, sometimes I re-tooth
a cutter to specs, we also buy larger blades for cold saws without teeth and grind to whatever.
Konrad
-
02-28-2011, 09:31 AM #6
Banned
- Join Date
- May 2008
- Posts
- 667
I think you made a great job with what you have.
I also think it will be very difficult to do better.
No burr with this kind of machining is almost impossible.
I would live with that and just remove burr if you only have 7 parts to do.
Jeff
-
02-28-2011, 06:31 PM #7
Registered
- Join Date
- Jan 2007
- Posts
- 1332
I have had good results using a 3.5” diameter 30 tooth slitting saw on 6061-T6.
http://i72.photobucket.com/albums/i1...TSblankSaw.jpg
Here is my Tormach in action slitting using that slitting saw. BTW Which One’s Pink performed a great rendition Saturday night at the Key Club on Sunset of " One of These Days”
TTS SlittingSawon Tormach video by miltons_stuff - Photobucket
Here is the part after slitting. Any small burrs are removed by running in a Burr King vibratory deburring machine.
http://i72.photobucket.com/albums/i1...iant-Mount.gif
Don
-
02-28-2011, 06:37 PM #8
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Wow 3.5", man I thought I was pushing it. Going to run another part today.
I own a cheapy Harbor Freight Tumbler, wasn't sure if that would do the trick (haven't used it much). Curious are you running dry or wet ?
I bought a 125 gph sub-pump, but think it's a little much for this. Was going to recycle the water thru a 5 gallon bucket, but thought I need to filter this nasty grey mud foam/water some how, any suggestions ?
-
02-28-2011, 06:50 PM #9
Registered
- Join Date
- Jan 2007
- Posts
- 1332
I don't think I was pushing it at all with the 3.5" 30T slitting saw. That worked very well for me as shown in the video. BTW I made the slitting saw arbor from a TTS machinable blank. Originally Posted by twocik
Originally Posted by twocik

I deburr wet using 2oz per gallon of water of Metal Finishing Compound MSI-60 (available from Manufactures Service Inc. South El monte, CA 626-443-3057) with plastic encapsulated medium grade conical medium. I get a matt finish on aluminum.
I tried the filtering approach with my deburring machine but gave up. Now I just flush the used fluid and refill with fresh solution. BTW I used a magnetically coupled pump but the filters were quickly clogged.
-
02-28-2011, 07:04 PM #10
Registered
- Join Date
- Jan 2007
- Posts
- 1332
KBC Tools & Machinery, Inc.
The 3.5” 30T HSS slitting saw was ~$22 from KBC tools.
Don
-
03-01-2011, 02:20 AM #11
Registered
- Join Date
- Oct 2003
- Posts
- 192
Remember, a smaller diameter slitter...if you can get away with, will cut nicer, less
fibration, cleaner cut... always aim for the smallest possible cutter.
-
03-01-2011, 03:05 AM #12
Registered
- Join Date
- Jan 2007
- Posts
- 1332
I didn't find that to be true for me. It seemed that for me as long as surface speed was held the same by adjusting the spindle speed I got good results from small or large slitting saws. What did make a difference for me was number of teeth. For aluminum I prefer less teeth or coarse pitch. In cutting aluminum with my band saw I found that 4-6 TPI bimetal blade works really great. The 30T 3.5” diameter slitting saw worked extremely well on 6061-T6 as was shown in the video. Also I wonder if the smoothness of variable pitch band saw blade could duplicated with the slitting saw by dithering the spindle speed thus avoiding resonance issues and improving surface finish.
Don
-
03-01-2011, 04:30 AM #13
Registered
- Join Date
- Oct 2003
- Posts
- 192
I'll get better finish with triple chip configuration, ...as recommended in my first post.
One high one low tooth about .002 different, the high tooth beveled. I grind this on
cold saws also.
-
03-01-2011, 05:16 AM #14
Registered
- Join Date
- Jan 2007
- Posts
- 1332
Konrad: Can triple chip be ground on existing saw blades? I have the 3.5" 30T HSS blades which might benefit and also a 10” carbide tipped 80T non-ferrous blade for my chop saw that I cut aluminum with. Can a typical saw sharpening shop do this? BTW in the chop saw the 10" 80T blade cuts aluminum with almost mirror finnish no burrs.
Don
-
03-01-2011, 06:31 AM #15
Registered
- Join Date
- Oct 2003
- Posts
- 192
A triple chip cuts easier because you have the high tooth cutting in the center of slot,
the low tooth will cut the sides, so the with of the cut, [chip] is 1/3,...versus full with
on regular slitters. Most often on aluminum full with is OK. In steel, triple chip deep cuts can be
a tremendous benefit. I have ridged up on the horizontal spindle a arbor with about a 10" cold
cut blade for special cuts...just awesome!
A grinding shop for machine shop tools should be able to do this, I have seen horrible
jobs done on cold cut blades, especially when the wood blade sharpeners have done it.
-
03-04-2011, 07:53 AM #16
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Hey Don what was your feed & speed on slitting saw ?
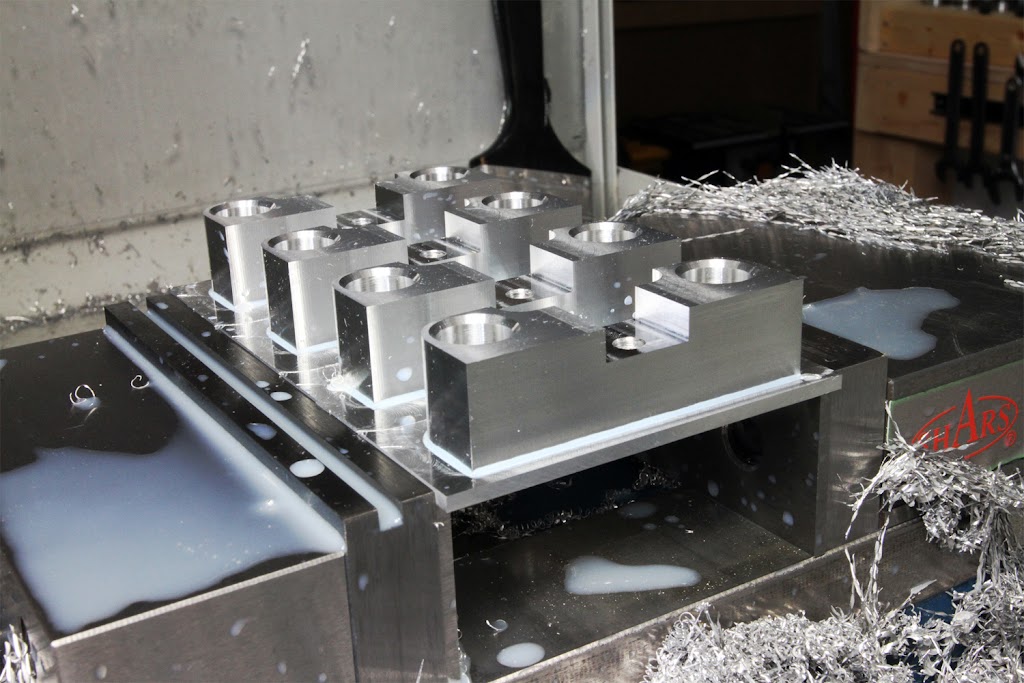
It's probably better I show what I'm trying to cut and how. Here's kind of a walk thru of how the part is going to be made (minus the top part). The top part showing the two 1/4-20 tapped holes is 2nd, and the slitting last. There will be 5 - 7 of these parts to be slit on my vise. Here's how I cam'd it
- spot drill
- tap drill
- screw fit drill
- tapped
- slit
The slit needs to be .0625 (1/16) or might bump that up to 0.09375" (3/32). One problem I'm seeing is vibration & squealing thru the part with the slitting saw (pretty loud).
Most likely I'm going to make some sort of back support block I can even space the parts and keep them from vibrating to death. Really start to hear noise on the second side of this part because of the first slit. Hoping the HSS will work better than the solid carbide blade, thing cracked like a tooth pick. I'm sure I pushed it to it's limits trying to figure out how fast I can run these parts when in production, but this is what trial and error is all about... $$$ :violin:







I beat these test parts up a little up on my belt sander.
Oh and since we're kind of on the subject, has anyone here got the nesting wizard to work successfully ? I couldn't get it.
.
-
03-04-2011, 03:48 PM #17
Registered
- Join Date
- Jan 2007
- Posts
- 1332
BTW the precision adjustment tool (hammer) is a nice touch. ;-)
Don
-
03-04-2011, 06:33 PM #18
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Lol yes that's what I use to beat the block level to the parallels to insure flatness...
Not sure if you caught that, but I asked about your feed and speed on the slitting saw if you have it or of a ball park of where it was at ?
Finished the front side of the parts today, need to flip face mill off and then top & sides... Few more pics to check out.



-
03-04-2011, 06:54 PM #19
Monkeywrench Technician
- Join Date
- Jan 2004
- Posts
- 3154
Hey Twocik.
When holding for slitting, you could put a parallel (or blocking (or machine a custom jaw)) in the recessed portion of your part to move the clamping force up.
This will massively change the clamping force and dynamics and will likely remove the harmonics you mentioned.www.integratedmechanical.ca
-
03-04-2011, 07:37 PM #20
Registered
- Join Date
- Jan 2007
- Posts
- 1332
I use a plasic covered lead shot filled hammer for that however rarely have to do that with the Kurt. I don't know offhand about the speeds and feeds used.
Don



 Reply With Quote
Reply With QuoteSimilar Threads
-
Tips for achieving accuracy
By strohkirchw in forum Taig Mills / LathesReplies: 2Last Post: 01-30-2011, 07:25 AM -
cut3d raster finish travel across part at z0, and another bug
By Ashley Cobb in forum VectricReplies: 4Last Post: 05-21-2010, 10:04 PM -
SL30 Achieving Tolerances and Warm Up
By dlall in forum Haas LathesReplies: 0Last Post: 03-05-2010, 02:33 PM -
achieving 5 axie
By xclr82xtc in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 07-04-2009, 03:25 PM -
Achieving positional accuracy on subplate holes?
By Donkey Hotey in forum MetalWork DiscussionReplies: 11Last Post: 12-22-2008, 06:56 PM
