



Long time lurker but posting after a while now. I'm in the market for a CNC spindle and I had a few Qs. I'll mostly be milling Alu and variants of steel. Once in a while, some plastics as well. Planning to get something like this or this.
- Is a water cooled spindle significantly quieter than the air cooled one? The machine is at my house and I don't want to upset my neighbors.
- Will this work on a 220V household AC supply (through the VFD of course)? Or would this need a 3-phase supply to begin with?
- Will this be torque-y enough to mill steel?
Thread: Spindle selection
Results 1 to 13 of 13
-
10-18-2019, 08:23 AM #1
 Registered
Registered
- Join Date
- Jul 2016
- Posts
- 14
Spindle selection
-
10-18-2019, 02:22 PM #2
Member
- Join Date
- Jan 2005
- Posts
- 15362
Re: Spindle selection
You are not going to run a 4.5Kw spindle very well on your house power supply, to size a spindle look at it's output amps then double that for what the VFD Drive will need on the input supply, so say you had a 2.2Kw spindle that was 8.5A to 10A depending on the manufacture, then the supply needs to be 25A minimum so how this works out is 8.5x2=17x125%=21.25A the closest going up would be a Circuit Breaker of 25A, so to be safe a 25A circuit would be required for a 2.2Kw spindle Originally Posted by electrotwelve
Originally Posted by electrotwelve

If you have access to 3Ph then by all means use it then you could run the 4.5Kw spindle at the rated motor ampsMactec54
-
10-18-2019, 08:32 PM #3
Registered
- Join Date
- Jul 2016
- Posts
- 14
Re: Spindle selection
I see. Then this particular one would not be 4.5KW since P = V x I. This would give its rated current at 220V to be around 20A. However it seems to be rated for only 10A.
-
10-18-2019, 11:10 PM #4
Member
- Join Date
- Jan 2005
- Posts
- 15362
Re: Spindle selection
There spec's are if it was using 380v 3Ph Originally Posted by electrotwelve
Mactec54
-
10-19-2019, 03:11 AM #5
Registered
- Join Date
- Jul 2016
- Posts
- 14
What would be the maximum power spindle that I can then operate on a 220V AC circuit? Originally Posted by electrotwelve
-
10-19-2019, 10:38 AM #6
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Spindle selection
Hi,
about 2kW is the effective maximum for a 230V single phase household supply. Even then you will need a circuit with at least 2.5mm2
wire and a 20-25A fuse.
VFDs are notorious for drawing large currents relative to their output power. You might imagine that 230V X 10A would supply 2.3kW to your spindle....
in fact it will take nearly DOUBLE the current, ie 20A, to deliver 2.3 kW to a spindle. This phenomenon is called 'power factor'. A plain VFD
will have a power factor of about 0.5 to 0.6. In an ideal world the power factor would be 1.0......that is almost never achieved. If you fit line reactors you could
improve the power factor to about 0.8 to 0.9, or you could possibly use active power factor correction and get close to ideal, say 0.95. Active power
factor correction will cost as much or more than the VFD.
Output power= Input Amps X input Voltage X Power factor
As an example a plain VFD with a 0.55 power factor:
output power=230 X 10 X 0.55
=1.265 kW
Highspeed spindles such as you have linked to have low torque and will struggle to cut steel. You might get away with very light cuts with small diameter
(3mm) tools. The trouble is with steel that you need to spin the tool slowly or risk having it overheat and destroy itself. These spindles do not like
going at slow rpm....they tend to overheat. Water cooling is almost mandatory if you want to slow to a few thousand rpm.
I have a 750W 24000 rpm spindle that I thought would be adequate for steel....its not....not by a WIDE margin. I made another spindle for steel/stainless
steel based on a 6Nm (cont) 3500rpm Allen Bradley servo, it works rally well. The highspeed spindle is good for aluminum and engraving etc but hopeless
when you need torque to spin a tool slowly to cut steel.
Craig
-
10-19-2019, 05:47 PM #7
Registered
- Join Date
- Jul 2016
- Posts
- 14
Re: Spindle selection
Thank you Craig. That was very insightful. I must read up more on how this works. What spindle would you recommend? Originally Posted by joeavaerage
-
10-19-2019, 09:01 PM #8
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Spindle selection
Hi,
in my case I found that I needed two spindles, one a highspeed low torque unit for aluminum, plastics and engraving, and a second low speed high torque
spindle for doing steel.
Big industrial mills have spindles of 5kW and more, all three phase input. Such spindles are not only fast, commonly 15000 rpm and more, but have enough torque
reserve to cut steel. This would be ideal but you'll never be able to drive such a large spindle from a 230V single phase supply.
It is possible to increase the torque of an asynchronous motor, at the expense of speed.
Bear with ma a little here......
In New Zealand our electricity network is all 50Hz, and the following numbers refer to that frequency.
If you have a three phase electric motor of 'one pole pair per phase' its synchronous speed will be 3000 rpm,
that is 50 revolutions per second. In practice it will not rotate at synchronous speed but a little bit slower, say 2900 rpm.
This is called 'slip'. and is fundamental to how asynchronous motors (also called induction motors) work.
If you had a 'two pole pair per phase' motor its synchronous speed would be exactly half, namely 1500 rpm or 25 revolutions
per second. In practice it will rotate at about 1475rpm taking into consideration 'slip'. The gain is that such a motor would have exactly
twice the torque of a 'one pole pair per phase' motor.
Large industrial motors are commonly 3, 4 and even more 'pole pair per phase' with synchronous speeds of 1000 rpm and 750 rpm respectively.
One point to clarify is that in some parts of the world we use 'pole pairs per phase' whereas in other parts they use 'pole pairs' or sometimes
just 'poles'. For example a German made spindle like mine is specified by the manufacturer as a 'two pole' motor, whereas I call it a 'one pole pair per
phase' motor. It dosen't matter in that you can convert between the two but you need to be aware that manufacturers can specify differently.
You can infer the number of poles of a motor by the frequency of the VFD. In my case the spindle is rated for 24000 rpm with 400Hz input.
400 revolutions per second is 24000 rpm and this suggests that my spindle is 'one pole pair per phase' (two pole in Germany). If it were
a 'two pole pair per phase' motor with the same 400Hz input it would rotate at 12000 rpm but twice the torque.
You may see advertised a 24000 rpm motor but requires a 800Hz input, this would be a 'two pole pair per phase' motor (4 pole in Germany).
Thus with a specialist VFD capable of high frequency output (400 Hz is the normal max) you can get the best of both worlds, a high rpm
and yet twice the torque by virtue of the increased pole count.
If you really want a spindle that is fast and yet has the torque to cut steel then you need to look for a motor with a higher pole count than normal.
Very few if any Chinese made spindles will be of that design and they almost never specify how their motors are wound. The German manufacturer of
my spindle does specify the pole count. Note that in spindles of less that 4.5kW they almost all tend to be 'one pole pair per phase' (two pole per
manufacturer terminology) but some of the larger industrial motors have a higher pole count and therefore much greater torque at lower speeds.
This is their air cooled 2.2kW 'one pole per phase' motor. Note that it has about 0.95Nm of torque from 3000 rpm, quite respectable but not really
enough for steel. You could get away with a 6mm tool and very light cuts,any more and you would stall the spindle.
https://www.mechatron-gmbh.de/filead...22-24-ER20.pdf
This example is from their professional range and while it is still only 'one pole pair per phase' it is 2.5kW and 230V input so you could JUST
drive it from your home supply. Note that its torque is about 2.8Nm from 1500 rpm and would be a good candidate for you, you could spin 10-12mm
tools in steel with care. I don't imagine it would be cheap.
https://www.mechatron-gmbh.de/filead.../HFP-D-105.pdf
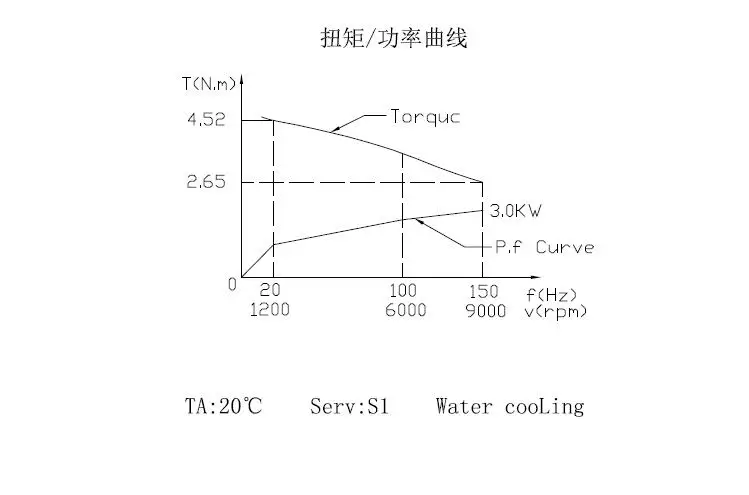
This is an example of a multi-pole motor, it is 'two pole pair per phase' and requires an 800Hz capable VFD to achieve 24000 rpm but note that it
produces 1.6Nm of torque which is very respectable for a 2.2kW 230V input spindle.
https://www.mechatron-gmbh.de/filead...HFP-M-8022.pdf
This is an example of their smaller but very capable spindles at 4.5kW and 400V input its no longer suitable for home use but note that it has 'three
pole pair per phase' and capable of 4Nm which is going to cut steel well with small to modest sized tools.
https://www.mechatron-gmbh.de/filead...FP-M-12040.pdf
Unfortunately all of these spindles are expensive. I doubt you will find their equivalent in cheap Chines made spindles and would require very fine
sifting of the advertising material to determine which, if any, are the multi-pole motors.
Craig
-
10-20-2019, 05:34 PM #9
Registered
- Join Date
- Jul 2016
- Posts
- 14
Re: Spindle selection
Thank you for the incredibly detailed explanation. It is helpful. How did you calculate 3000 rpm? Originally Posted by joeavaerage
-
10-20-2019, 05:45 PM #10
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Spindle selection
Hi,
50 Hz supply means that the rotating magnetic field rotates 50 times a second therefore 50 X 60 = 3000rpm.
In the US with 60 Hz supply synchronous speed would be 60 x 60 = 3600rpm.
Craig
-
10-24-2019, 06:28 PM #11
Registered
- Join Date
- Jul 2016
- Posts
- 14
Re: Spindle selection
Got it! I did enquire with mechatron and yes those spindles are upwards of EUR 1000 with all the accessories :-/. I did find this though.
-
10-25-2019, 06:43 AM #12
Member
- Join Date
- Nov 2013
- Posts
- 4372
Re: Spindle selection
Hi,
yes Mechatron are not cheap, beautifully made though.
The example you linked to looks good....hard to believe they can make and sell it so cheaply.
Craig
-
11-13-2019, 03:11 AM #13
- Join Date
- Mar 2019
- Posts
- 51
Re: Spindle selection
If you are looking at china, take a look at this: https://www.aliexpress.com/item/32546333543.html
You want the GDK series and not GDZ.
Buy something you know the real specs, something with datasheet is always a big plus!: http://www.pdjinc.com/GDK80-12Z_2_2_manual.pdf

 Reply With Quote
Reply With QuoteSimilar Threads
-
Spindle selection
By jahnj0584 in forum Spindles / VFDReplies: 10Last Post: 01-13-2017, 03:50 AM -
Spindle selection help
By mitis in forum DIY CNC Router Table MachinesReplies: 3Last Post: 01-28-2014, 04:57 PM -
VFD / Spindle Selection
By kolias in forum Open Source CNC Machine DesignsReplies: 35Last Post: 10-13-2013, 02:05 AM -
Spindle selection
By sergizmo in forum Benchtop MachinesReplies: 2Last Post: 07-25-2008, 07:55 AM -
spindle selection
By Art Ransom in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 07-04-2007, 05:50 AM
