



Hi All - Adhesives are very good for many things. So I'll show here that a bonded rail connection is much stronger then a bolted connection. Loctite describe 290 as med/high strength but don't publish its shear strength. Their other med strength threadlockers have a shear strength of 10MPa and their high strength is 20MPa. I use epoxy a lot and it varies from 20-30MPa and you can get 40MPa if needed. So if you use a 20mm rail (some are flat bottomed some have two lands, I'll use the two landed version as it has less surface area) So a rail can slip sideways under load (shear loaded) it can be pulled upwards or compressed. Tension and compression are usually not an issue. So its shear we are interested in. If you use an M6x1.0 C12.9 this provides a friction capacity of 359kgf per bolt if you use a friction co-efficient of 0.25... If you use a medium strength loctite to hold it on the adhesive provides a 924kgf resistance to slipping. So the adhesive is worthwhile to keep things in place... Peter
Thread: Milli a new composite mill kit
Results 501 to 520 of 2100
-
12-30-2020, 01:27 AM #501
 Member
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
-
12-30-2020, 01:31 AM #502
 Junior Member
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
I would never bond the rails. they are a wear part. they only last so many hours before you need to replace them.
Sure, that might be 15 years on a hobby machine, but in case of accidental damage, corrosion, etc, you don't want to have a scrap machine cause you bonded the rails on.
assuming you have proper preload and flat mating surfaces, your rails are NOT the weak point of small machines.
-
12-30-2020, 02:00 AM #503
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
Hi IHNF - Loctite is not permanent, rails can still be easily removed just like when its used on bolts. Do you use threadlocker on bolts?? Its an insurance policy if you feel you need it... Peter
-
12-30-2020, 03:02 AM #504
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
Still makes no sense to me. You mill the mating surface dead flat. you have rails ground to 0.0002" or better, and then you go add some glue of a variable thickness in between.
To quote a THK engineer when I asked about the blocks in my routers not having any ledges at all... "you'd destroy the ball screws before ever making the blocks slip".
Remember you'd have to have BOTH rails move, each of which have their own opposing ledges. It's basically not possible.
-
12-30-2020, 03:34 AM #505
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
Hi IHNF - Personal choice. I like things to stay put once done. The adhesive is not variable thickness, It is applied after you pull it down and everything is correct it only takes up where there are small gaps. And yes at that point everything should be fine but crashes and bedding in do occur. Once all correct you run a small amount down the edge and it wicks in through the small gaps and bonds it together. In my mind that's good.. Cheers Peter
-
12-30-2020, 05:22 PM #506
Member
- Join Date
- Jan 2005
- Posts
- 15362
Re: Milli a new composite mill kit
If you are mounting the rails on a wood type surface I could see the adhesive being used to hold the rails in place, but if mounted correctly on a machined steel or aluminum surface with a ledge / edge or pocket, then that would be a no, Rails can't move when correctly installed even with a major crash they don't move if correctly installed Originally Posted by peteeng
Originally Posted by peteeng

Any Rail Bearing install that is not mounted correctly to manufacture spec's, the user is not serious about the build, as the build will have no precision alignment which is required for rail mounting, rails are not straight that is why they need a machined referenced surface to be held against, there is no other way to straighten, or hold the rails straight
There is no bedding in on something like this that is precisely machined as these are, if they are correctly mounted
Say you are using a preloaded Bearing, and the rail is not precisely aligned, you will see that the preload will be gone, in a short amount of running through wear caused by bad alignment, hobby users have already found this and have been asking why there bearings are loose and how to fix itMactec54
-
12-30-2020, 09:08 PM #507
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
Hi Mactec and others. I agree that a "correctly" mounted rail is fine. By "correct" this is to the manufacturers specs using machined/ground lands and registers. I deal in the Maker grade machine area and Makers/DIY level builds can't afford machine parts set up on machines that are milled then ground. Other ways have to be found (no pun intended) Bedding machine parts in epoxy and adhesives is a common process even on high end machines. I'll leave it at that.. Peter
Since this is the Milli thread the current status is I'm waiting on the new rails to arrive. They have left china but are not yet in Oz... Peter
-
01-01-2021, 07:13 AM #508
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
WELCOME TO 2021 - May it be a great year for all....

I have been reviewing Milli and its far too big. I think the BT30 head has driven some of those dims up. I'm calling Milli a Personal Mill for Makers/DIY and Creatives. So I looked at other power heads and could only come up with an ER16 unless I made my own. So the BT30 is approx 100x100 and the ER16 is 50x50. So I'm working through a Milli-ER with smaller bits. I am also starting to sort bolt holes for the cars... I did a quick FE and we've slipped to 15N/um so need to get that up again.... Peter
-
01-01-2021, 08:50 AM #509
Registered
- Join Date
- Jan 2008
- Posts
- 1528
Re: Milli a new composite mill kit
Why are the Y rails at the extremes?
7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
01-01-2021, 09:13 AM #510
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
Hi Pippin - hope 2021 is a top year for you - I have to have top access for the car bolts (I don't like using flanged cars with underneath bolts, the bolt is smaller and its always a fiddle to do them up proper) so they have to be on the sides or front and back. If front and back they can be centered more. But this means the Y dim gets bigger (machine gets deeper). Currently I prefer the X dim to grow as width on a bench is Ok but depth can be a problem... The green bits would be integrated into the column once a few more bits are sorted... the arm needs to be much stiffer at the moment.
But the wider apart the bearings the better support it has?? I'm thinking holes through the column above the cars a couple of things to try Peter
-
01-01-2021, 04:47 PM #511
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
This is basically a refusal to learn from anything that's gone before you and saying "oh, this is for makers to it can be crap". Originally Posted by peteeng
Unless your machine is at home depot for $199, there's no excuse for it not to have things done correctly, especially since it doesn't add much cost.
When George was making the first XZero cnc routers, he just bolted the rails to extrusions like a lot of other cheap routers did. He INSTANTLY learned this was not the way to go, it would take people hours to try and get the machine to track within 0.005" over 4 feet. On a $1500 wood cutting router, that used to be considered an acceptable compromise, but he soon had custom extrusions done that had a built in ledge. Some users before that were attaching ground or milled stock as ledges themselves on older machines. I then went further and replaced the extrusions entirely with milled solid aluminium bar. There were a number of other evolutions on the machines as well, with rails, ball screws, bearings, spindles, proportions, etc. He had to learn all this the hard way, cause before him, most routers in that price range were made of plywood!
You are starting some 10 years later, with all the knowledge of people like george, novakon, tormach, g0704 owners all laid out before you.
On mill - a machine with precision as its only purpose - there is no acceptable compromise anymore because from $1000 and up, there's is an expected standard established. The rails must be straight AND square to 0.001" or better over 6" or its a more or less useless machine (and mactec is right, you'll destroy the blocks real fast). Without that ledge to install the rails, you'd be actively and deliberately making your machine worse that even the cheapest sieg X2 conversion.
It takes the same amount of effort to do it right as it does to do it wrong. So do it right.
-
01-01-2021, 05:37 PM #512
Registered
- Join Date
- May 2016
- Posts
- 316
Re: Milli a new composite mill kit
Regarding the spindle, there are ISO20 belt-drive spindles available. Generally available in 80mm diameter rather than the standard(ish) 90mm BT30.
Might save some room & weight over your current arrangement. And ISO20 tool holders are readily available.
Option 2 would be to switch to a integrated motor ISO20 spindle and see if you can find a 4-pole version for greater torque at low RPM, perhaps a 12 or 18kRPM version. Would certainly cut down on parts count and complication in the head vs. a belt-drive plus servo.
Larger holes could be interpolated rather than drilled, and threadmilling instead of tapping.
-
01-01-2021, 05:50 PM #513
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
Problem (right now) with the iso20/25 etc spindles is they cost more than bt30, and basically have er20 chucks and nothing else available. Your spending $800-$1200us on the spindle, then you need the motor, drive, air cylinder. You wind up over $2000us. The lower cost iso20 motor spindles don't run under 12000rpm and of course cant tap. Microlab makes a proper milling motor spindle in ISO20 and ISO25, but its over $4000us plus an expensive 2000hz drive and water cooling system.
Basically, If you can make it fit, you want bt30 belt on a machine like this.
-
01-01-2021, 06:41 PM #514
Member
- Join Date
- Nov 2020
- Posts
- 361
Re: Milli a new composite mill kit
I think cutting corners, is a side effect of trying to do too many complex things at once, for a complicated, multi sided project as this, it's easy to burn out if you want to grasp the whole thing in your head at once. I too was in denial for a long time about machined surfaces and a ledge for linear rails. But once a lot of other things finalized about the build, I had to accept that, it just has to be done that way. You have to think about one thing at a time and let it sit there in your head for a bit before moving to the next thing. Originally Posted by ihavenofish
-
01-01-2021, 08:45 PM #515
Registered
- Join Date
- May 2016
- Posts
- 316
Re: Milli a new composite mill kit
ISO20 belt drive spindles are, according to Alibaba, more like $600US for an 8kRPM bearing set. Of course all the same drive components are still necessary whether it's BT30 or ISO20 or HSK or whatever. Originally Posted by ihavenofish
Tool holders appear to be available in configurations other than ER20. ER16, shrink fits, SK collets, modular insert holders, etc. Side benefit would be no spindle orientation necessary for tool changes, and a little extra Z-clearance for tool changes.
The Jianken 80mm ISO20 ATC spindles appear to have a torque curve that's reasonably favorable down to 6-8kRPM. I have no personal experience with them. They also have low-speed BT30 spindles (12kRPM), though more expensive than a belt spindle, may be worth a thought when compared to the cost of a servo/drive/pulley + belt spindle.
My thought was to perhaps think about material removal more like a Datron or other high-speed, small-tool machines. Since Peter's after stiffness, reducing the tool pressures by running smaller tools (at higher speeds) might help in that quest.
I don't disagree with your recommendation that BT30 would be superior to ISO20, but I don't think it's quite as much of a compromise to save a bit of size on the spindle.
-
01-01-2021, 09:13 PM #516
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
Link? last i looked there were closer to $1000... although it may have been showing me canadian dollars. Originally Posted by spumco
Jianken explicitely told me that their iso20 spindles can not be run under 12000rpm. torque drawing doesn't go below 12000. i assume this has to do with cooling ability. they have so little torque though, that they become almost useless at those speeds. basically, its not a milling spindle. None of their spindles are milling spindles according to them.The Jianken 80mm ISO20 ATC spindles appear to have a torque curve that's reasonably favorable down to 6-8kRPM. I have no personal experience with them. They also have low-speed BT30 spindles (12kRPM), though more expensive than a belt spindle, may be worth a thought when compared to the cost of a servo/drive/pulley + belt spindle.
My little router-mill thingy it meant to be like a datron. Theres a few things to note about them to understand why they work well.My thought was to perhaps think about material removal more like a Datron or other high-speed, small-tool machines. Since Peter's after stiffness, reducing the tool pressures by running smaller tools (at higher speeds) might help in that quest.
I don't disagree with your recommendation that BT30 would be superior to ISO20, but I don't think it's quite as much of a compromise to save a bit of size on the spindle.
1 is that they run at high speed primarily. Not 18k or 24k. but 40k to 60k.
2 is that they use jaeger spindles which are permanent magnet motors, not induction like what we normally see. this removes the low speed problem, they can run at 1rpm just a well as at 60000. These spindles cost over $10000.
3 is that those spindles are high power. Much higher than hobby people see. 3-5kw. this means they are 3 phase only as well.
4 tooling is HSK. Tiny hsk 25 tool holders are more rigid than is20 and iso25, so when they make a little 25mm face mill, it actual works! iso20 wont really have the rigidity.
5 their tool holders cost $500-$1000...
Datron is absolutely something to try and emulate, but it isn't easy to do for cheap.
You can get an hsk25 or 32 manual tool change teknomotor spindle for about $2000us. It's in an aluminium housing so its not for a milling machine, but they run at 6000rpm with useful torque so this principle could be applied to a milling spindle for similar money (or less in china),
My belt hsk 32 spindle would cost a similar amount if I sold it, including a delta 750w ac servo that would let you run about 12000rpm and rigid tap and have massive torque at 1rpm and still run on single phase 220v. ATC drawbar, gripper and cylinder would add $1500+ so im skipping that for the moment.
-
01-01-2021, 09:35 PM #517
Member
- Join Date
- Jul 2018
- Posts
- 6323
Re: Milli a new composite mill kit
Hi IHNF - Earlier in the thread I said that the lands and registers had not been decided yet. The project at this point is in the structural phase. Those details come later. The structural concept has to be decided and made rock solid before I can move fwd to those details. Those details have to be balanced with cost and performance. IHNF - I have been designing machines for 40 years I understand what you are saying but all commercial products are made to a $$$ value. But this project at this point of time does not consider the $$$. It is establishing the machines DNA and the aim is to provide a machine that never has to be be structurally upgraded or considered to be not stiff enough. IHNF you have strong opinions and good experience and thank you for participating. But what you see on this thread is a small amount of the time and effort in such a project. Everyone wants a Datron or A Kern but they have to start somewhere.
I have looked at ISO20 but too many $$$ and its also scarce. I have not cut any corners, why spend several hundred hours designing something and not do it right? The issue is defining RIGHT and I'm not there yet on many levels. The current right is the machine size, shape and stiffness until that's resolved there is no machine or bolt thread grade or flatness tolerance etc etc... Peter
-
01-02-2021, 01:00 AM #518
Registered
- Join Date
- May 2016
- Posts
- 316
Re: Milli a new composite mill kit
I stand corrected, thanks for the education - I'm not particularly well-versed in the HS spindle arena and haven't contacted any vendors... just saw that Jianken had a torque curve on their site which indicated it may have been suitable at lower speeds. Originally Posted by ihavenofish
As for the Alibaba spindle... this was the first thing that showed up searching for "ISO 20 Spindle"
https://www.alibaba.com/product-deta...442eufERnx&s=p
I assume it'd be another $100-200US for a 10k bearing set if the typical BT30 spindle upgrade costs are similar.
-
01-02-2021, 01:03 AM #519
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Re: Milli a new composite mill kit
ah cool, thanks. thats a different one than the skyfire spindle i normally see.
-
01-02-2021, 03:56 PM #520
Member
- Join Date
- Nov 2020
- Posts
- 361
Re: Milli a new composite mill kit
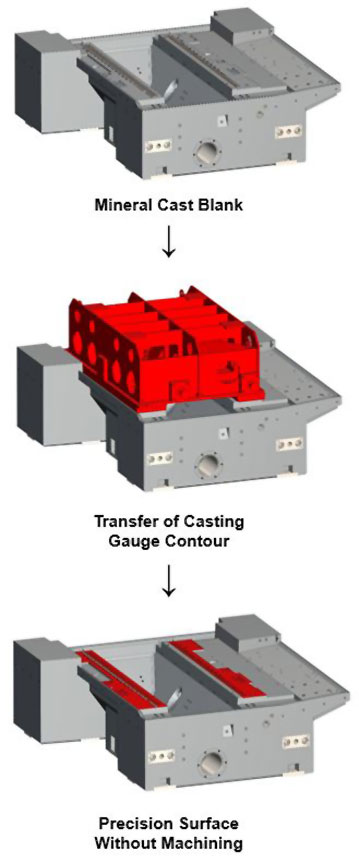
An alternative to machining cast parts after casting. The 'template' surface has to be machined though. Much easier in my eyes since you don't have to transport the cast part in and out of a machine shop. Should also end up cheaper since you can produce more castings with one template.
https://www.rampf-group.com/en/news/...-top-accolade/

 Reply With Quote
Reply With QuoteSimilar Threads
-
WillMill - HSM Benchtop Composite Mill
By Williamlii in forum CNC Wood Router Project LogReplies: 56Last Post: 05-31-2020, 07:03 AM -
Creating 3D model to mill molds for a composite RC glider
By Snowy in forum Hobby DiscussionReplies: 1Last Post: 07-11-2018, 04:14 AM -
Composite Mini Benchtop Mill / Router
By ficklecycler in forum Benchtop MachinesReplies: 10Last Post: 06-01-2018, 12:22 PM -
Looking for some composite routing
By Locster13 in forum DIY CNC Router Table MachinesReplies: 3Last Post: 11-02-2006, 05:20 PM
