



Greetings, community.
Long story short; I had this amazing benchtop machine-tool since 8 years now and neglected it more than anything. The rarely-used lathe was sitting on a wood table all those years and that has inevitably worked out against of the lathe with time. Accuracy particularly. The bed now has a bent (belly?), and a twist in it. In other words it is good for decommissioning and retirement in it's current state. Talking about a nasty 0.25mm bent and 0.4mm twist here.
I've noticed that many lathe owners in the same situation simply have their bed ways re-grinded and this seems to give the tool a second-life! And I'd like to try that before looking at acquiring another C4.
My question; anyone of you did that before and/or have advice on how to take this forward?
Results 1 to 9 of 9
-
09-26-2023, 10:13 AM #1

- Join Date
- Aug 2019
- Posts
- 339
[SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
-
09-26-2023, 06:08 PM #2
Registered
- Join Date
- Mar 2014
- Posts
- 1131
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
Mine is a C6. No twist but it has small amount of wear on the spindle side. I've been thinking about milling the way flat and install linear guides but this means sacrifice on the swinging diameter above the cross slide.
As for your question I know people use shims to correct the twist and appears to be a good method but still doesn't solve your wear problem.
Sent from my MI 5s Plus using Tapatalk
-
09-27-2023, 03:39 AM #3
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
Thanks for the idea, Suat. Fascinating option and quite feasible. For the lost clearance issue this could be solved by adding a flat/precision spacer between the spindle head and the bed by the amount you've lost. I've noticed the spindle assembly is fixed/guided and can't be aligned, and so by adding a spacer you could 1. enable the alignment option and 2. regain loss clearance. I presume this would require some pretty intense love (scraping?) to get it to align within an acceptable tol in X & Y space. Originally Posted by Azalin
Originally Posted by Azalin

Heard/read about shims for very light twists although not familiar with the technique. I'd be willing to give this a try to workaround a <0.05mm twist over the full length, but for a 0.4mm twist? To my limited knowledge that amount translates in kilometers for a lathe bed (exaggeration) and therefore would require severe brute force, not shims. I could be wrong mind you.
Let's see what the other guys think about your idea vs a re-grind. Quite an interesting start, thank you. I'll update, hopefully to motivate you to get the C6 going again!
-
09-29-2023, 06:05 PM #4
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
Update:
Done a bit of research and I'm moving ahead with the re-grinding of the bed ways so to restore factory accuracy. Looks like it's going to be an interesting weekend, I'm taking this entire machine-tool apart. I'll update on the progress, hiccups (if any, I doubts), and result. In case someone else fancy giving his/her SIEG tool a new life.
Tip: don't let your heavy machinery onto a wooden bench, like the previous owner of this lathe and myself both did.
-
09-29-2023, 10:16 PM #5
Registered
- Join Date
- Jan 2008
- Posts
- 1528
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
How have you measured this?
Having a lathe on a wooden bench should not cause permanent deformation of the lathe7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-29-2023, 11:10 PM #6
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
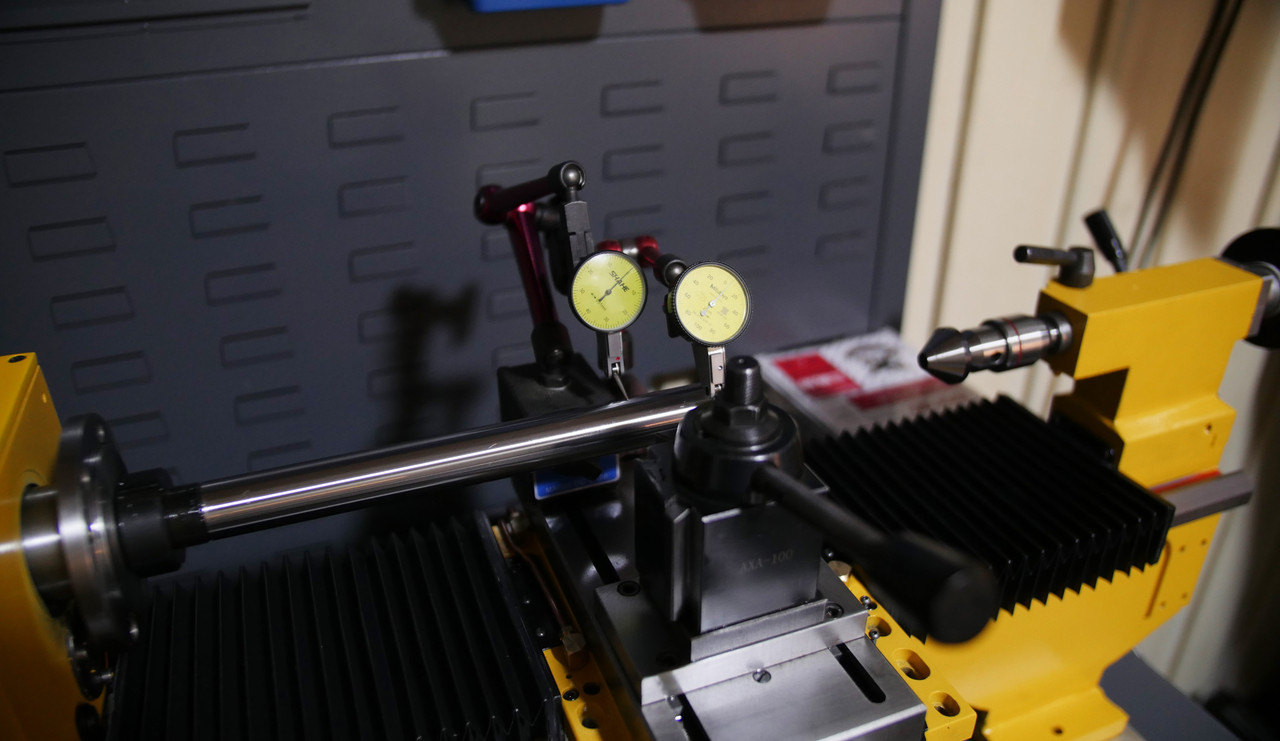
I recently needed a part in 80mm length and just couldn't get it done without a nasty taper (twist). Between center revealed the equally nasty bent. Originally Posted by pippin88
And so I went ahead and purchased a pair of precision levels (0.02mm) and a MT3 precision grounded spindle test bar (0.005mm) of 250mm in length.
To find out my C4 is severely shot and need complete overhauling of the bed ways.
The good news is the spindle bearings are impeccable. No play in them when I pull/push on the chuck and the MT3 bore (measured TIR) is running true at 0.004mm, of which on itself is quite incredible and recomforting.
Previous owner had it on a wooden bench and told me the same ('should' not cause...). Lesson learnt at my end! Originally Posted by pippin88
Ordered a solid benchtop with a 8mm steel plate as top. A spindle TIR of 0.004mm + brand spanking new bed ways... should be good to go with that kit.
I'll update.
-
10-15-2023, 08:54 AM #7
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
Update:
Success! I had the SIEG SC4's ways reground all around and I couldn't recommend it more to anyone who is looking for a benchtop machine-tool that mimic an industrial type accuracy & usefulness. I also had the saddle overhauled, although not a grinding job but a manual scraping procedure. The results/alignments are so stupidly straight and so can be ignored all together. However, that brings a whole other problem; how to maintain that and level the lathe properly that is (I'll update in another post to describe what I've done to mitigate that issue.

Result (over 250mm):
Vertical alignment = 0.004mm
Horizontal alignment = 0.006mm
-
10-15-2023, 09:12 AM #8
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
And so now that I have (what I think) an amazing tool, time to add in efforts in getting this maintained longer term. First thing I did is to listen up to what the professionals have to say, and that is 1) adding an automatic oil system, 2) keeping the ways clean and 3) find a rigid surface for leveling and tracking the changes.
The first challenge is pretty easy, there are already oil ports on the saddle that can be punched out and so I've re-used those ports and routed so oil lines. The second one required custom way covers to be outsourced, and the third one involved getting a dedicated workbench with a solid steel top with a thickness of 8mm (quite heavy furniture!).
That heavy furniture didn't solved the leveling requirement though, and so I machined two plates out of 30mm thick steel. The plate has four leveling setscrews (precision fine threads/0.5mm) on the corners, and the inner holes in between those setscrews are for M8 bolts to secure the plate to the workbench. That way I can independently precision-level this lathe (head & tail), and keep track of it's movements with time.
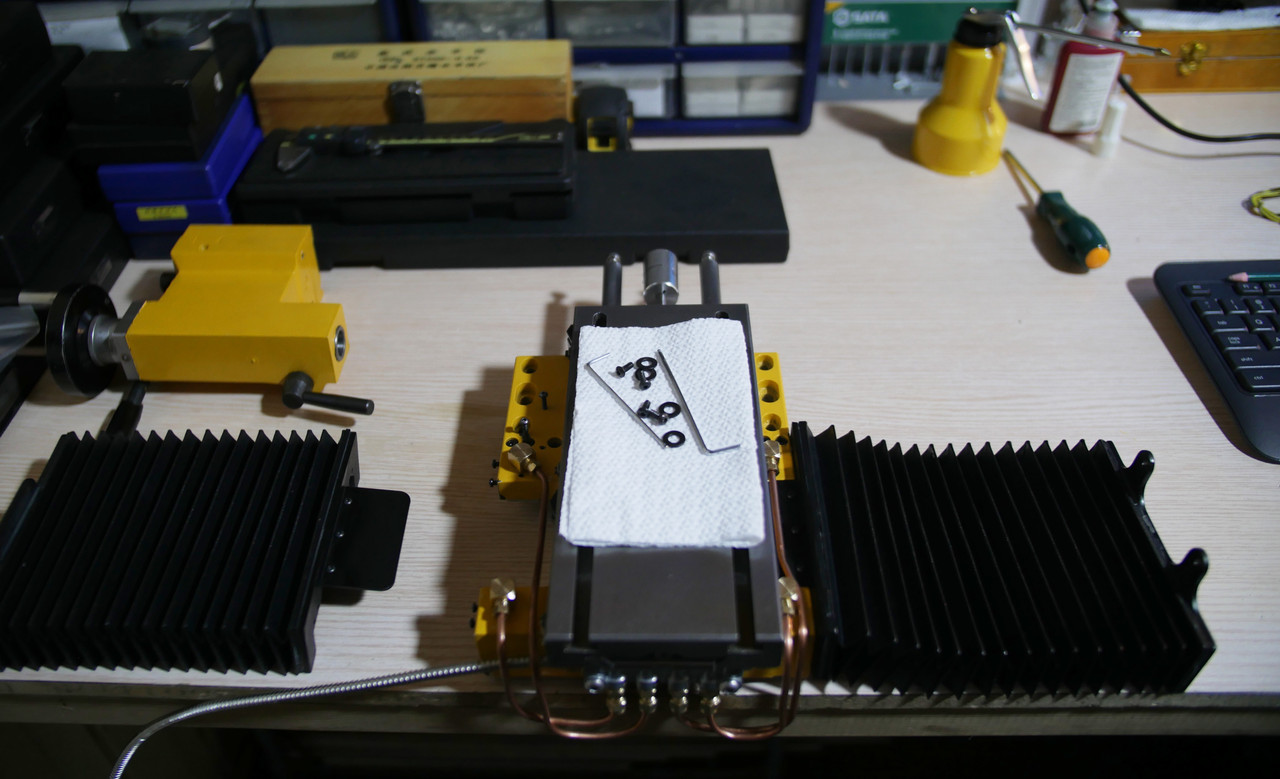
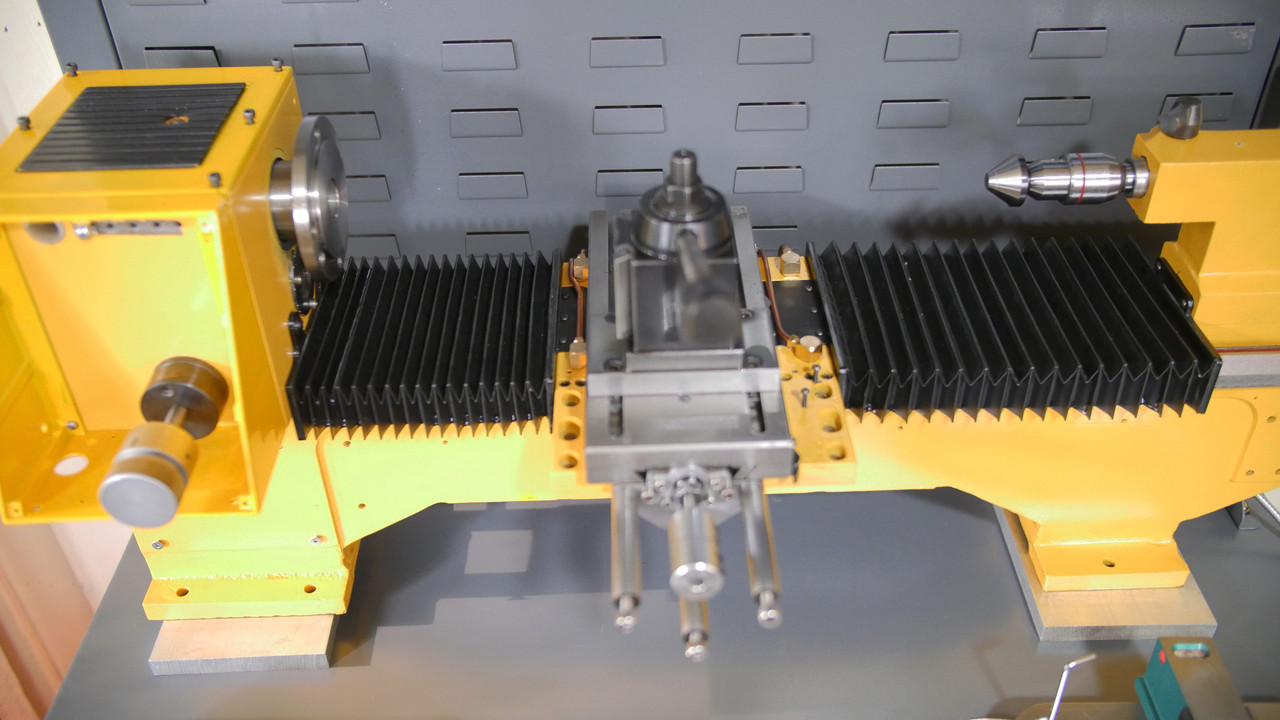

I'll update with a last post when the lathe is re-assembled and functional. Many of the parts are still off, hopefully I'll have time to finish this overhauling project this coming weekend.
-
10-15-2023, 09:27 AM #9
- Join Date
- Aug 2019
- Posts
- 339
Re: [SIEG C4 Lathe] Bed ways re-grinding and overhauling best advices.
Attaching the precision leveling plate drawings for the SIEG SC4 footprint, in case someone else fancy giving his/her mini lathe a grinding overhaul. You'll obviously need a way to level this accurately and keep track of where it goes with time. The four leveling corners requires 0.5mm pitch thread (ball-end setscrews) for fine level-adjustment. Lastly I had mine precision ground but that's not a mandatory requirement, surface milling is sufficient.
30mm thick steel (27'ish kg), this ain't going anywhere. Farewell silly cheap and destructive wood bench.
All the best everyone.

 Reply With Quote
Reply With QuoteSimilar Threads
-
cutting off lathe ways from cast iron bed
By OldSchool1 in forum Hobby DiscussionReplies: 5Last Post: 01-17-2023, 09:58 PM -
lathe grinding ways
By mrsa in forum Vertical Mill, Lathe Project LogReplies: 14Last Post: 04-05-2020, 09:33 PM -
Sieg C2A mini lathe - gearbox making squeaking/ grinding noise
By JackWilliam in forum Mini LatheReplies: 4Last Post: 02-15-2018, 02:11 AM -
RFQ - Re-Grinding 10" Atlas Lathe bed - Chicago Area 36x8"
By JohnnyVegas in forum North America RFQ'sReplies: 0Last Post: 08-14-2013, 01:28 AM
