



Ardcore Rigard alphafolly ubermetal Steve Blobby cubicmayhem hypernovasuperkalifragilisticthingyinthecorner Nottardis Gran
Thread: Design Concepts
Results 81 to 100 of 175
-
02-13-2023, 09:45 PM #81
 Member
Member
- Join Date
- Jul 2018
- Posts
- 6324
Re: Design Concepts
-
02-19-2023, 11:13 PM #82
 Member
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
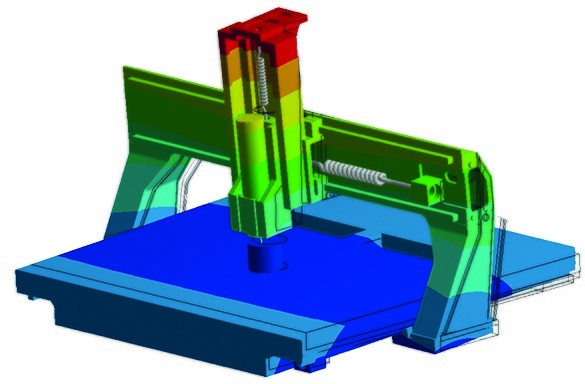
a rare look at what's under datrons M8 hood:
-
02-19-2023, 11:23 PM #83
Member
- Join Date
- Jul 2018
- Posts
- 6324
Re: Design Concepts
Hi Ard - Interesting. I've looked at curly cords before but as imaged there it does not have enough compression to go to the RHS. but I have seen curly cords in Datron videos. I'll have to revisit them. Peter
-
02-22-2023, 01:18 PM #84
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
ardcore yeah that's a great name. I'll sell these commercially and instead of sending the machine I'll ship a bottle of scotch to customers instead! Originally Posted by peteeng
Originally Posted by peteeng

-
04-05-2023, 12:55 PM #85
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
5 axis based on a hermle
https://www.youtube.com/watch?v=HVn93Brec0k
-
04-05-2023, 11:24 PM #86
Member
- Join Date
- Jul 2018
- Posts
- 6324
Re: Design Concepts
Hi ASrdcore- For a claimed no engineering background what a fantastic result. Peter
-
04-24-2023, 08:05 AM #87
Registered
- Join Date
- Dec 2016
- Posts
- 133
Re: Design Concepts
Inspiration
This kit was up for sale here for 4k USD
Somebody got themselves a nice project
Got a good look at the frame here.
-
04-25-2023, 09:55 PM #88
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
ooof, that's a nice frame, somebody as in you? Originally Posted by Buoyen
-
04-25-2023, 10:03 PM #89
Registered
- Join Date
- Dec 2016
- Posts
- 133
Re: Design Concepts
No not me
-
05-06-2023, 04:35 PM #90
Member
- Join Date
- Sep 2016
- Posts
- 352
Re: Design Concepts
Are you going to use these in the project? Any idea if the claimed accuracy is available? Originally Posted by ardenum2
I am also shopping for C3 or even C5 grounded screws options are very very limited unless you are prepared spend 1000 per screw of 24mm.
-
05-06-2023, 09:00 PM #91
Member
- Join Date
- Nov 2013
- Posts
- 4363
Re: Design Concepts
Hi,
I personally think that advertisement is BS. A 25mm diameter 900mm long C3 screw for $180???
You have in another thread posted pics of a 32mm diameter 900mm long C3 screw and that advertisement showed the test certificate with serial number that matched the serial number of the screw.
The price is something like $470 for new old stock. Thats believable, and very good buying.
Its your money and your choice...but I personally will have nothing to do with this AliExpress vendor because I think they are liars.
Craig
-
05-07-2023, 12:30 AM #92
Member
- Join Date
- Nov 2013
- Posts
- 4363
Re: Design Concepts
Hi,
did you notice the spec in the headline of the advertisement...... 0.001mm/300mm. So they beat C3 specification by a factor of eight-fold!!!!
Gees, they're good!!
Craig
-
05-07-2023, 02:15 AM #93
Member
- Join Date
- Sep 2016
- Posts
- 352
I didn't notice that. One more reason to not to buy this. But I was curious when Ard was considering buying them saying we have access to low cost c3.. Originally Posted by joeavaerage
-
05-07-2023, 02:21 AM #94
Member
- Join Date
- Nov 2013
- Posts
- 4363
Re: Design Concepts
Hi,
its one of those things that Ardenum and I argue over, it seems he is inclined to believe it whereas I do not. Ardenum has posted that the high cost of THK's, NSK's etc are
unjustified and at the cost being sought linear servos are indicated. I don't quite know what linear servos hes referring to, but I cant find any that could remotely be called
affordable.
Craig
-
05-07-2023, 08:26 AM #95
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
I'm not going to use ballscrews anymore, I introduced a new design parameter for myself, linear motors. I'm scaling my machine down to be able to machine a 200x400x100mm(3 axis) workpiece and a 100x100x100mm(5 axis) at 100mm/s. Basically an oversized dental mill. I don't like cleaning or doing maintenance, with linear motors these issues become non existent, I want the machine to work for a decade or two before I have to open it up and replace carriages or any broken cables. Originally Posted by suspension
I'm looking at https://shmindong.en.alibaba.com/pro...ear_motor.html. With the new design parameters their forcers are strong enough for me to run them without water cooling. If I add water cooling I'm looking at 200mm/s although I'm more interested in precision rather then machining speed.
If I had to use ballscrews I'd get them, It's not that I believe the claims, but I'm simply not willing to pay more than that, you are not constrained by weight as I am, I'd wait and be patient and get them from dy-global, much higher % chance that you get what they claim to sell, and then size your machine to those ballscrews.
This guy got his from them for about $200-300 per ballscrew, so its a matter of waiting for the right ones to appear.
https://www.youtube.com/watch?v=AdvE...qOumIQ&index=1
-
05-07-2023, 12:23 PM #96
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
if you want to skip the aliexpress shop you can contact the manufacturer directly at https://www.alibaba.com/product-deta...599867606.html Originally Posted by suspension
You can get double ballnuts too, sizing attached.
Before switching to linear motors, I was planning on using zklf bearings for the ballscrew support, because they are integrated with lubrication ports and are already preloaded since its a double bearing. After some cad work I also noticed because of how they are mounted they are easier to align if you take into account the whole ballscrew assembly.
-
06-08-2023, 07:09 AM #97
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
moving column from a datron C5/D5, looks like its either aluminium or stainless steel casting.
https://www.youtube.com/watch?v=1ImPA3QFZvQ
-
06-08-2023, 11:32 AM #98
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
A little update on linear motor pricing, while I wait for SMJ to finish designing their cont. 1000N and 2000N iron core forcers, the price for their in stock model is as follows:
LMF040-KP02, current strongest off the shelf with cont. 550N is $280/per piece
LMF040-MP80, a matching stator that's 80mm long is $45/per piece
here's a full line up.
SHANGHAI MINDONG MECHANISM ELECTRON CO.,LTD
check attached .pdf for how to compute required force, found a few of these but this one from Aerotech was the most comprehensible to me. If I can understand it, anyone can.
-
06-08-2023, 11:52 PM #99
Member
- Join Date
- Nov 2013
- Posts
- 4363
Re: Design Concepts
Hi Ardenum,
very impressive, and cost effective.
At 550N my 200kg axis would accelerate at 2.75m/s2, or 0.27g. My existing 750W servo and 5mm pitch ballscrew does exactly the same at rated torque
of 0.27g. At overload toque it can do 0.75g.
Having said that the acceleration of the linear motor is still very very good, but it's less clear when it comes to thrust.
At rated torque my servo/ballscrew combination provides 2880N of thrust and at overload 8520N of thrust. I consider it extremely unlikely to require
anything like these values but routinely expect 300N thrust to overcome cutting forces. It seems to me linear drives might be insufficient or border line for my machine.
I can only guess your machine is smaller than mine and not destined to cut with large tools in steel or stainless?
I see that the speed attainable are very high indeed. My own machine, when at maximum tune does 25m/min or 0.416m/s....and its scary fast....so much so that
I detune it to 15m/min max, and for most machining tasks 7.5m/min. What speed do you want your machine to go......the 2 and 3 and 4 m/s seems over the top to me?
Craig
-
06-09-2023, 01:06 AM #100
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Design Concepts
I'm designing for 100mm/s for the most part, things crystalized at some point and I decided going slow means more precise, less forces, less deflection. Since I'm limited by weight, that's the only realistic way of going about it, high speed spindle and lightweight structure. With linear motors, forcer rating is the thrust. 550N cont. and around 2000N peak. If you water cool it you can double the current and double these values while maintaining similar temperature. There's a max saturation value that affects the coils beyond which you can't increase the current anymore or the motor stalls.
I'd like to use at least 6mm endmills but all the companies I looked at have more variety at 4mm, time will tell. I'm considering dropping toolholders altogether and using a direct collet to grab the tool. Designing a spindle for a direct collet would be easier and cheaper, direct collets go for about $50 compared to a 200$ bt30 or $500 hsk 25/32/40. bt30 toolholders $50 per piece and hsk's $100 per piece, these numbers add up fast once you start collecting endmills.
I'm working on two structures at the same time, one that's to use their WIP high thrust forcers and one using existing ones. The bigger one has a 280x280x480mm travelling column the smaller one a 240mm square ram.

 Reply With Quote
Reply With QuoteSimilar Threads
-
Cnc operator/machinist concepts
By jamessiffel in forum Community Club HouseReplies: 29Last Post: 06-26-2012, 03:55 PM -
Understanding EMC2 and feedback concepts
By Xerxes in forum CNC Machine Related ElectronicsReplies: 1Last Post: 12-02-2011, 10:23 PM -
Mastercam oder 3D Concepts???
By tsv100 in forum CAM System - CompareReplies: 0Last Post: 10-11-2011, 05:05 PM -
Generic Emergency Stop (E-Stop) Design Concepts?
By zipzit in forum CNC Machine Related ElectronicsReplies: 8Last Post: 06-09-2011, 12:14 PM -
Looking for ideas/concepts for a 3 axis mill
By pminmo in forum Uncategorised MetalWorking MachinesReplies: 6Last Post: 04-02-2006, 02:35 AM
