



I am trying to put together a shopping list of tooling so that I can be ready to start producing relatively quickly after purchase. I don't know the upper limits of tooling size that the machine will handle, so I thought I would poll the current users for their recommendations. I will be machining aluminum, steel, magnesium, limited Ti and probably various polymers occasionally. Most of the use will be Aluminum 2000, 6000 and 7000 series. Surface finish will be very important, so I'd rather get the right tool up front instead of buying by trial and error.
So what tooling do you use most frequently? What diameters and lengths? Specific recomendations? What are the upper limits of tool diameter the machine will handle?
Thread: Tooling for tormach
Results 1 to 19 of 19
-
12-06-2008, 07:45 PM #1
 Registered
Registered
- Join Date
- Sep 2008
- Posts
- 220
Tooling for tormach
-
12-06-2008, 11:31 PM #2
Registered
- Join Date
- Aug 2005
- Posts
- 86
You might want to try a set - they're a better deal that way - if you have it you'll use it - you can never have enough.
And spares - sometimes they break (long before they're dull)
Check McMaster or MSC...
A rougher is great to have as well.
Surfacing tool with inserts
-
12-09-2008, 01:37 AM #3
Registered
- Join Date
- Dec 2007
- Posts
- 4
Call Tormach and ask to speak to Bob. He's got a ton of experience with CNC so he knows the machine and the tooling like no one else.
-
12-09-2008, 06:55 PM #4
Registered
- Join Date
- Jan 2007
- Posts
- 93
I made several calls to Tormach and they refused to recommend both tooling and feeds and speeds. Since then I've been researching it and found results all over the board so it's probably for the best.
For aluminum I've found that you pick up cheap low tech uncoated HSS import endmills you have to run everything slower, the finish isn't as good, you have issues with chip welding, and crashing the cutter doesn't cost much. If you buy the latest ultra premium carbide endmill many of those problems all go away and you can run the machine just a bit faster than your hand can get to the e-stop. It's much easier to run an endmill into a clamp or vice at 60ipm that 20ipm. I generally use 1/4" or 3/8" endmills. Any minor incidents aren't as likely to damage the mill. The user manual recommends a 1/2" 2fl HSS endmill as the max for aluminum and I used one on two parts with good results.
I picked up a full set of endmills but I've found that with CNC most jobs only take 2 cutters. One large one to rough out the bulk of the material and a smaller one to clean up any tight inside corners and counter bores.
I found 3/4" indexable endmill with TiAln inserts on ebay. The manufacturer recommeds running at 900sfm in mild steel. I haven't been brave enough to use it yet.
in mild steel. I haven't been brave enough to use it yet.
After seeing some of their promotional videos I decided to give RobbJack a call. I was going to pick up some premium endmills for Aluminum but they claimed that the mill didn't have have enough feed to take advantage of their 3/8" endmills and it didn't have enough RPM for their 1/4" endmills. They were considering 10,000 RPM and 3hp around the minimum to run one of their 3/8" cutters.
I am curious what everyone else is using for 1018CR, A356 and 6061. From what I've read on the forums the PCNC seems to prefer coarse roughers on mild steel but I haven't given it a try yet.
-
12-10-2008, 12:44 AM #5
Registered
- Join Date
- Feb 2006
- Posts
- 251
For 6061 I run everything at 4,500 RPM, I use 2 flute polished HSS and some Atrax carbide. I am not so happy with the carbide, but HSS leaves a really good finish. I spray the end mill with WD-40 and then dry machine with an occasional air gun blast to clear chips from the on-coming end mill. My parts turn out very clean with no chip welding issues at all. I generally run 8-12 IPM on the feed and 30% DOC based on mill diameter. I always leave .004-.006 for a finish pass and run that climb cutting at 8 IPM. I also try to stay around 40%-45% stepover when pocketing.
BlueFin CNC LLC
Southern Oregon
-
12-10-2008, 01:51 AM #6
Registered
- Join Date
- Jul 2007
- Posts
- 438
i was told the same thing from a local supplier about powdered metal (i think that is what they were) aluminum endmills. i was set to spend a bunch of money to buy the best but they assured me that i wouldn't be able to take advantage of them and would be wasting my money. they recommended some 3 flute carbide endmills designed for aluminum. i took their advice. Originally Posted by thackman
Originally Posted by thackman

i don't remember what the brand is and i am not at the shop to check. i was using cheap 2 flute carbide cutters before and the new 3 flutes are huge improvement. i got a 1/4, 3/8 and 1/2" endmills and they seem to work great. if i remember correctly, my last project in 6061 i was running the 1/2" 3 flute at 4500 rpm, 40 ipm and .2" doc full cutter width and it was working great. the machine seemed to handle it just fine. i made sure to have my r8 collet and tool holder clean and TIGHT though.
for steels, i still use what ever carbide 4 flute end mills enco has on sale. for the most part, i use 1/4, 3/8 and 1/2 more than anything.
-
12-10-2008, 05:23 AM #7
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Maybe I'm not as picky as some, but I love Atrax carbide ball and flat endmills for 6061 and other aluminums. They leave a finish that I cannot feel by fingernail, as long as I use flood coolant. I also use them on brass and plastics, always with flood to carry away the chips. And always on climb milling. 3/8" flat endmill is an enormous rougher for me, my favorite contouring bit (as long as the concaves aren't too tight) is a 1/4" ball. Anything below 1/8" diameter I use the Proxxon auxiliary spindle (with gentle coolant dispensing...)
The only HSS tool I use right now is a 3/4" dia, 2" flute 4-flute that I use for squaring up stock.
I like the stiffness of the carbide tools relative to HSS. That, for me, is a major deciding factor in choosing carbide.
Best regards,
Randy
-
12-10-2008, 07:33 PM #8
Registered
- Join Date
- Feb 2006
- Posts
- 251
I have been using a 1/4" brand new 2 flute Atrax for an outside offset project. The first passes spiral down at .030 depth of cut each time, 9 inches per minute. The the final pass is full depth of cut, but only cleaning up a .004" finish pass, always climb cutting. I use WD-40 on eveything, then stand there on the finish pass with 125 PSI air nozzle the clear any possibility of swarf re-cutting. The finish has been so bad at times not only would you catch your finger nail on it, you might have a hard time driving a truck through the chatter marks. And the high pitched squeal requires hearing protection when doing a pocket with the same end mill at .025" DOC and 8 IPM 45% step over, all in 6061. So I don't know what I am doing wrong, but when I leave the G Code alone and swith to a Cleveland Twist HSS 2 flute the finish is good enough to read things in it's shiny reflection. Originally Posted by zephyr9900
BlueFin CNC LLC
Southern Oregon
-
12-10-2008, 08:05 PM #9
Registered
- Join Date
- Jul 2007
- Posts
- 438
Originally Posted by BlueFin
i had good luck with the atrax carbide 2 flute endmills i get from enco. i was getting an ear splitting squeal when my feed was too low. i started pushing them harder and the squeal went away. i am far from an expert (still learning) but my machinist buddy said it was because my chip load was too low and causing vibration. i usually make a .005", full depth finish cut around the profile and have a nice finish.
i am liking the new 3 flute cutters because i am getting the same/better finish but can feed faster.
again, i am far from a machinist, just a garage hack now but i think your speeds and feeds are not correct and are probably closer to ideal when you switched to the hss end mills. also, what do you have against flood coolant?
i'll see if i can find a picture of a finished part using atrax 2 flute carbide endmill.
edit: here are some pictures of the finish i have been getting.
this was done with a 2 flute atrax 3/8" endmill. it was a while back but i think i was running 4500 rpm and around 18 ipm. i am pretty sure i roughed the profile in .180" z increments leaving a .005" for finish. the finish was done full depth, .510" doc. i used lots of flood coolant for all of it.
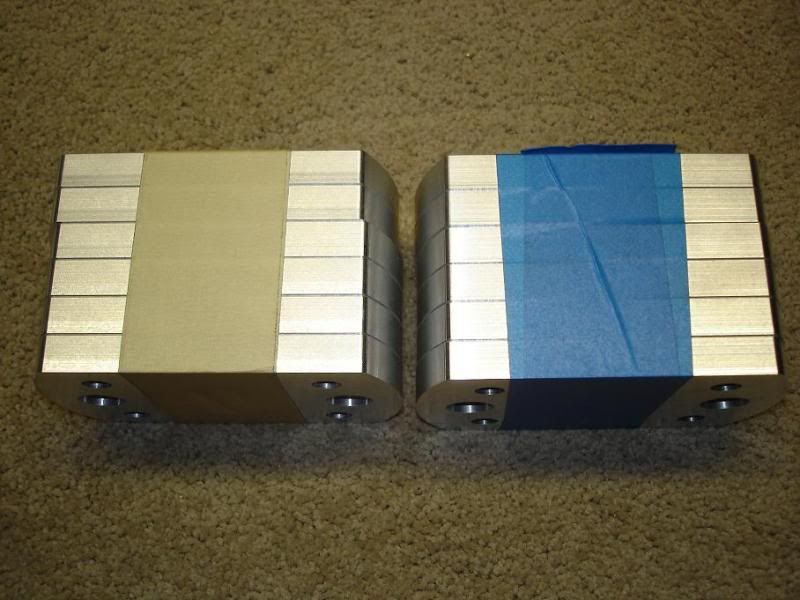
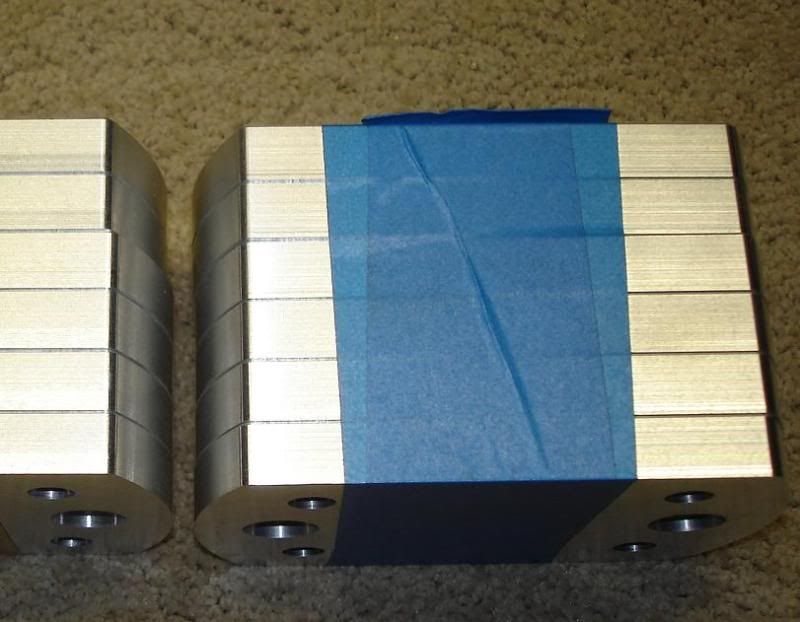
this one i did more recently with the 3 flute carbide endmills. i would have to look back at my program to double check the feed. i roughed it using a 1/2" 3 flute carbide em at 4500 rpm, 38 ipm, .2" z increments leaving a .005" for finish. i finished it full depth of cut, .610" with a 1/4" 3 flute carbide endmill at 4500 rpm and 25 ipm. again, i used lots of flood coolant for all of it.


-
12-11-2008, 12:29 AM #10
Registered
- Join Date
- Feb 2006
- Posts
- 1072
My last pocketing in 6061 was in making some webcam housings to go in a wet envioronment. With a .250" Atrax 2-flute (1" long flutes) the roughing parameters were 4500rpm, .055" DOC, 50% stepover, 17ipm. I left .005" finishing allowance on the walls and floor of the pocket. Finishing was the same RPM, DOC and feed.
For the gasket recess I used a .125" Atrax 2-flute (3/4" long flutes) with .030" DOC and 10ipm.
With good flood cooling (I have a ball valve in my coolant line to adjust the flow, and it was about 1/4 open) the surface finish was, as I've said, better than fingernail smooth (and liquid-tight with a flat rubber gasket)
Best regards,
Randy
-
12-12-2008, 05:17 AM #11
Registered
- Join Date
- Feb 2006
- Posts
- 251
Can't argue with the results you two have, although I admit that I never thought that you could, or would need to run at that feed speed
! I would have thought over 25 IPM would snap the end mill off instantly, so I went out this afternoon and adjusted the G-Code to 25 IPM to see how it would do. It cut the part out very fast, but surface finish worsened with that same 1/4" Atrax mill. I am beginning to think that I somehow have a bad end mill, every other mill that I have, including other Atrax mills of different diameters leave a good finish, but not this one POS. I will try a faster speed even yet and see what that does. At some point it'll come clean or break off  BlueFin CNC LLC
BlueFin CNC LLC
Southern Oregon
-
12-12-2008, 06:23 AM #12
Registered
- Join Date
- Jul 2007
- Posts
- 438
again, i'm new to this but what is the reason you aren't using flood coolant? is the finish getting messed up from re-cutting the chips or tool chatter? Originally Posted by BlueFin
are you using a 2 flute 1/4" cutter? if so, 25 ipm is probably too fast. i was running that with a 3 flute. i'd give 14-18 ipm a try at 4500 rpm if you are using a 2 flute carbide. i feel weird giving advice since i am still learning but this is what i have found to work for me. i hope it helps you out.
-
12-12-2008, 07:07 PM #13
Registered
- Join Date
- Nov 2005
- Posts
- 145
Here are some pictures of a model V-Twin engine I'm building on the Tormach using Sprutcam for the CAM. The cylinders were turned on a lathe but the crankcase and heads were done fully on the Tormach. I roughed the slots in the heads with a slitting saw and then ran a 3D finishiing pass with a 1/8" cylindrical cutter and a 1/8" ball cutter. I was running at 4500 rpm and 10 ipm taking max doc's of .020" and max widths of .020" during the cylindrical pass. A final finish pass with the ball cutter was .005". I use a Micro-drop dispenser running WD-40 for coolant. The surface finish came out nearly perfect. I'll likely just buff with a cloth buffing pad and white tripoli as a next step for final finishing. Total run time for each head was just over 3 hours. My wife and I were at a movie while the ball pass was being cut on one of them. - Terry
-
12-12-2008, 07:10 PM #14
Registered
- Join Date
- Nov 2005
- Posts
- 145
Here is the close-up of the head. I wasn't able to attach both pictures in my previouspost. - Terry
-
12-13-2008, 01:18 AM #15
Registered
- Join Date
- Feb 2008
- Posts
- 176
Motor head
I am impressed.
Did you do the CAD part yourself or did you get the drawing from somebody?
Was it the first Motor Head of its kind when you went to the movies? That is what I call confidence
Benji
-
12-13-2008, 01:47 AM #16
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Beautiful work, Terry! I've been thinking of making one of the coffee-mug-top Stirling engines, but you are in a whole 'nuther league with that IC engine!
The engineer in me says "only polish the edges of the cooling fins", because the heat transfer from the fins to the forced air will be better with not too smooth a surface finish...
Best regards,
Randy
-
12-13-2008, 03:41 AM #17
Registered
- Join Date
- Feb 2006
- Posts
- 251
I have nothing against flood coolant at all, it's just that I currently don't have it yet. Since I built my own stand I am going to need to build my own coolant collection tray as well. It's on my to do list, but you know how those to do lists are. Until then I have built my own non-misting sprayer and air jet nozzle. For aluminum I run 60 PSI air flow directly on the end mill which keeps the path and surrounding area perfectly clean, I also wet everything down with shots of WD-40. But like I said when I use a HSS end mill the finish is extremely smooth and shiny, just like your pictures above. For some reason this one 1/4" 2 Flute normal length Atrax end mill is horrible. The surface finish is exactly like when you knurl something in a lathe. It has lines running at a 45 degree slant all around the perimeter of my part. The lines are around .010 to .015 deep at times. And that is during a .005 finish path. I have run it at 8, 12 and 25 IPM and the sound coming off of it at all those speeds (4500 RPM) would kill any dog that came near. Originally Posted by 300sniper
If you are interested send me your address and I will drop it in the mail and you can have it to test. I am done with it, I just ordered a replacement Niagra end mill today. The Atrax mill has no detecable blemishes or damage to it, and the other Atrax end mills I have, .375 .125 and .1875 leave a decent finish when asked.BlueFin CNC LLC
Southern Oregon
-
12-13-2008, 05:05 AM #18
Registered
- Join Date
- Nov 2005
- Posts
- 145
Benji,
We went to the movie while the second one was being machined. :>)
The machine and the CAM have proven reliable enough that I often go off and do something else while the machine is working on a long job especially if I'm using small cutters and/or doing finishing. I don't use flood cooling and have occasionally buried a cutter when taking an initial deep doc without any clearance. The flutes occasionally gum up and the carbide cutter snaps safely off or the HSS cutter bends and creates all sorts of havoc. This has happened on 3/8" and 1/2" 2 flute cutters trying to take half diameter docs at say 20-25 ipm and 4000-4500 rpm. When it happens, it usually happens just after turning a corner in the middle of a workpiece. I've since grown fond of trochoidal toolpaths which machine in needed clearance as you go but of course take more time. I don't think I've broken or bent a cutter with a trochoidal path.
I've been entering the parts for the engine into my CAD (SolidWorks) from the paper sheets from the original planset. I'm still learning SolidWorks - don't think I'll ever fully master it - and so it's also a learning experience. - Terry
-
12-13-2008, 10:27 PM #19
Registered
- Join Date
- Feb 2006
- Posts
- 1072
BlueFin, to me that would say that you have a fluke bad .250 endmill. Maybe the flutes were groud asymmetrically? I'd suggest getting another one or two the next time Enco has them on sale (about every other week or so! Originally Posted by BlueFin
) and giving it another try. In my opinion, they're really nice endmills for the price.
Best regards,
Randy

 Reply With Quote
Reply With QuoteSimilar Threads
-
Got my Tormach tooling today
By fc911c in forum Tormach Personal CNC MillReplies: 12Last Post: 03-18-2012, 04:24 AM -
Tormach tooling in an X3?
By JFettig in forum Benchtop MachinesReplies: 1Last Post: 03-11-2007, 07:27 PM -
The Tormach Tooling?
By Willyb in forum Tormach Personal CNC MillReplies: 10Last Post: 01-12-2007, 02:47 AM -
Has anyone used Tormach Tooling on an X2 or X3 class mill?
By digits in forum Benchtop MachinesReplies: 10Last Post: 12-06-2006, 09:31 PM -
Tormach Tooling Feedback Needed
By snakebit95 in forum Uncategorised MetalWorking MachinesReplies: 11Last Post: 08-02-2005, 06:18 PM
