



I need advice on how to pull this off.
I'm making threaded 15mm/0.590" rods. The rods will have a female and male thread ends. I've bought 15.875mm/0.625" solid stainless rods and plan to sand them down to 15mm. I'm running a 9 x 20 HF Lathe and own pre-ground internal & external 55° HSS threading tools.
Any advice on sanding or threading stainless steel please feel free....
.
Thread: Pulling this off ?
Results 1 to 20 of 24
-
01-12-2009, 04:22 AM #1
 Registered
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Pulling this off ?
-
01-12-2009, 11:07 AM #2
Gold Member
- Join Date
- Dec 2004
- Posts
- 1865
For what it is worth, you need to remove .035", by "sanding"? I would turn them to within a thou or so, and then sand to final size if the final od is that critical. With the right cutter, they should cut pretty well, unless you have a weird alloy or something. Originally Posted by twocik
Originally Posted by twocik

"we" need more information such as tolerances, type and harness of material, and any other info that you can think of.
MikeWarning: DIY CNC may cause extreme hair loss due to you pulling your hair out.
-
01-12-2009, 12:58 PM #3
Registered
- Join Date
- Feb 2007
- Posts
- 1041
As for tolerance, it's going into a clamping system, so it can be a little over 15mm. The material is solid 316 stainless steel.
15mm OD x 475mm L
-
01-12-2009, 04:32 PM #4
Registered
- Join Date
- Apr 2008
- Posts
- 13
Removing .034" by sanding alone is not realistic, machine the pieces in between centers first, and I would use a tap for the internal threads.
"55° HSS threading tools"... are you using the Whitworth thread system?
-
01-12-2009, 09:46 PM #5
Registered
- Join Date
- Feb 2007
- Posts
- 1041
""55° HSS threading tools"... are you using the Whitworth thread system?"
Don't have a clue what that is, basically two pre-ground internal & external lathe tools. I bought them from grizzly about 1 year ago.
-
01-13-2009, 05:20 AM #6
Registered
- Join Date
- Jul 2008
- Posts
- 91
The Whitworth system is an old British thread standard. 55 degree angles, a thread depth of .640*pitch, and a diameter of .137*pitch. Unless specified you should probably be using a standard 60 degree thread.
You will probably have more luck with a taper and plug tap for the inside threads than using the single point threading method. The outside threads are your call, I myself prefer a die for short sections of thread.
-
01-14-2009, 05:32 AM #7
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Yes I'm starting to think the same, I'm not sure my internal thread tool will even fit. So I think I might be using a tap, but I've never used one on a Lathe. As for a die, I'd say I need a 10mm - 12mm die, again never used one on a lathe.
I've used the IN. & EX. thread tools before, so I felt a little more comfortable with them. Any tutorials on how to set the tap & die on a lathe ?
-
01-14-2009, 12:27 PM #8
Registered
- Join Date
- Jul 2008
- Posts
- 91
Build something like this to keep the taps and dies aligned:
http://www.gadgetbuilder.com/DieHolder.html
http://www.homemetalshopclub.org/pro.../lathetap.html
I usually turn those tools by hand to cut the thread. Its too easy to break taps by power cutting.
-
01-17-2009, 03:46 AM #9
Registered
- Join Date
- Jun 2005
- Posts
- 1015
the real question is how many do you have to make. if its just the pair then thats easy. if its a few thousand then i would send them out.
1. is the material 304 or 316? can you use 303? if you can use 303 do it.
2. get some heavy thread cutting oil
3. get some cobalt drills in the right size along with a tap and die for your thread
4. like mentioned before drill each side to the right size, thread one end with the die and tap the other end with the tap.
5. turn between centers to the final dimension. skip sanding.
-
01-19-2009, 02:30 PM #10
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Just one set
2 - 18" threaded (M & F)
2 - 6" threaded (M & F)
316 is the material I have. I've heard 303 is easier to machine, but wasn't sure of it's corrosion & tensile strengths. I bought some new Tin coated insert tips, and hope I'm ready to go.
-
01-23-2009, 07:17 AM #11
Registered
- Join Date
- Feb 2007
- Posts
- 1041
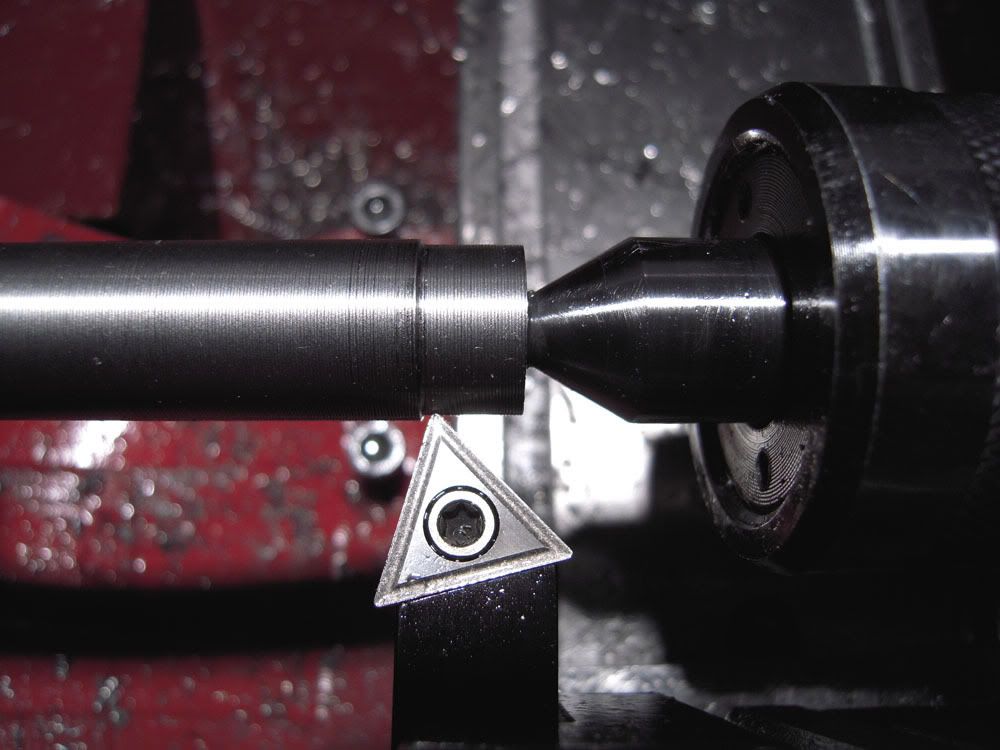
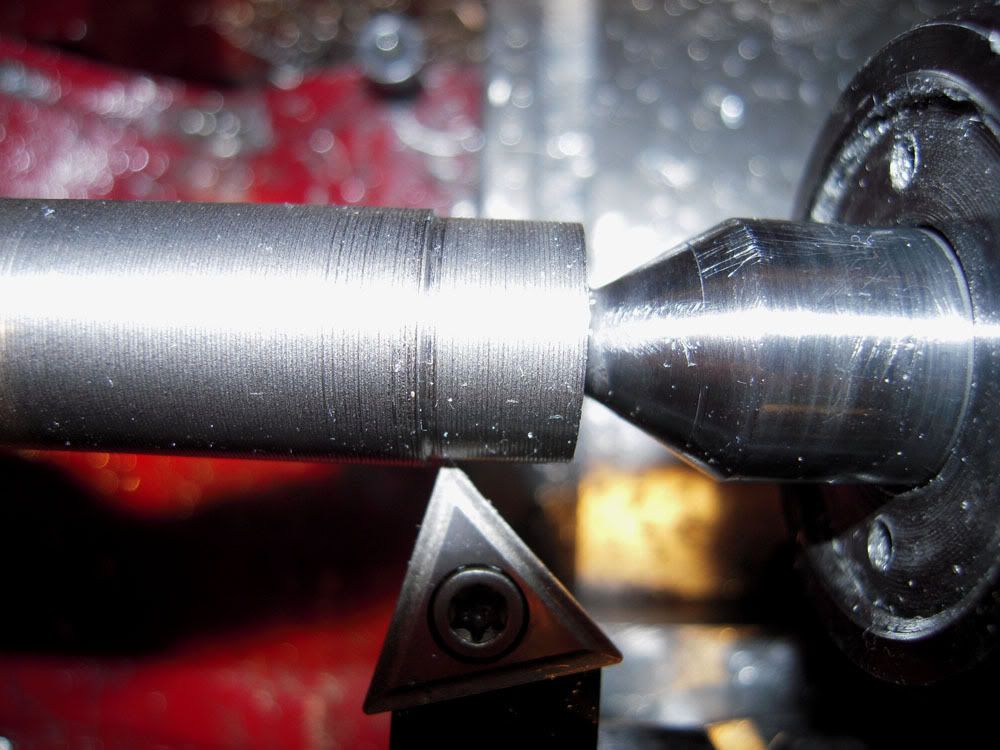
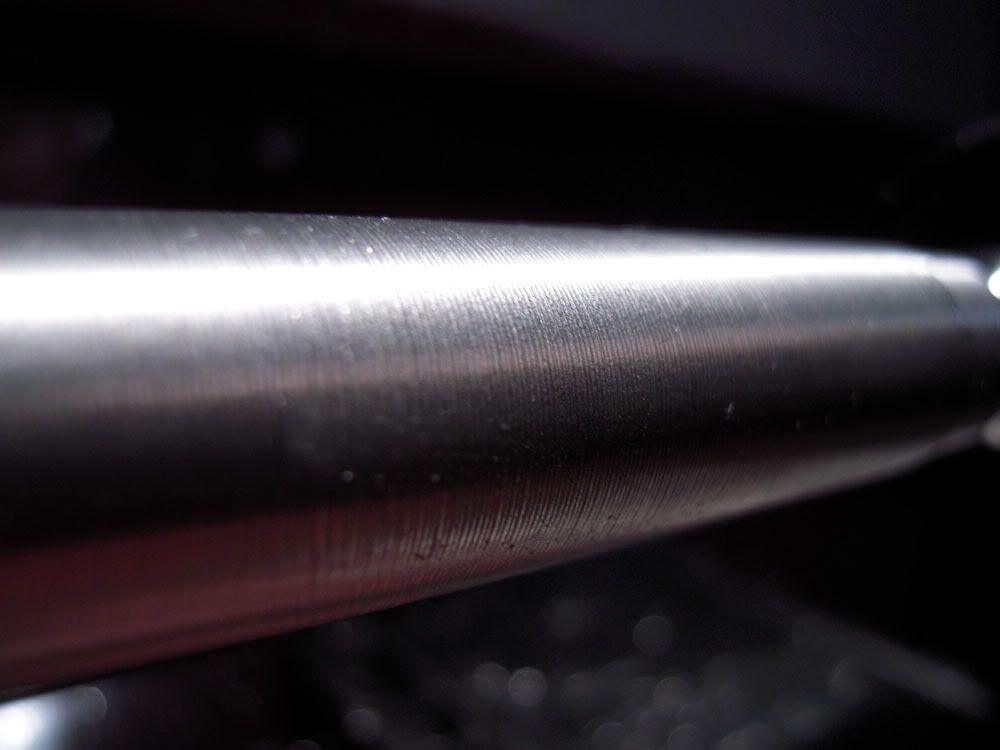
My new turning tools & boring bars arrived today and I also bought a metric tap & die. This is my first time using this style tool (insert tip turning tool) and cutting stainless steel. I can't seem to get a nice finish, and need a little bit of help. I've tried different angles, taking light cuts and can't seem to find the sweet spot. If you look closely you'll see that it is leaving a groove across the part.
Any advice or links would be greatly appreciated. Here are a few pictures of what I got
Here are a few pictures of what I got


-
01-23-2009, 07:34 AM #12
Gold Member



- Join Date
- Feb 2007
- Posts
- 4553

Twocik,
What is your feed rate set to?
Jeff...
-
01-23-2009, 08:05 AM #13
Registered
- Join Date
- Feb 2007
- Posts
- 1041
I think I kind of figured out my own question.
My calculations after my attempt.
Cutting speed (FPM) - 50 (rough) - 65 (finish)
Work Diameter (inches) - 0.62"
Revolutions per minute = 322 rpm (rough) & 419 rpm (finish)
I was at 300 rpms and had the auto feed on and I believe the feed was at 0.005".
My depth of cut was at .010" - .025", which with my calculations it should have been .031" (rough) & .29" (finish). I figured this is the first time I've ever put stainless on my 9 x 20, that I'd take it light and slow.
What am I doing wrong ?
Should I grind down the nose on one of the insert tips ?
.
-
01-23-2009, 08:47 AM #14
Registered
- Join Date
- Oct 2005
- Posts
- 1237
Lower feed rate. Higher speed. Take your feed down to .0015. Make sure the cutter is just a smidgen bellow center. Use coolant/cutting lube.
-
01-23-2009, 10:38 AM #15
Registered
- Join Date
- Feb 2007
- Posts
- 1041
As for auto feed on this machine I think that's is low as it will go. Any other suggestions ?
-
01-23-2009, 12:53 PM #16
Registered
- Join Date
- Jun 2005
- Posts
- 1015
1. Do you have the 4 bolt compound mod on your lathe? if not then don't bother trying to turn stainless.
2. make sure your tools are actually set on center.
3. RPm with carbide tools should be higher than 300 rpm.
4. you can lower the feed by changing the gears under the belt cover. put a really big gear on the input to the gear box and a small gear driving it. i believe they are swapped for threading and you get a big gear driving a little gear.
-
01-23-2009, 09:20 PM #17
Registered
- Join Date
- Feb 2007
- Posts
- 1041
1. Do you have the 4 bolt compound mod on your lathe? if not then don't bother trying to turn stainless.
Yes
2. make sure your tools are actually set on center.
Yes, set it to the tail stock. Just a hair above the center.
3. RPm with carbide tools should be higher than 300 rpm.
Bingo I think that might be it. Do you have a chart that will give me speeds for 316 stainless ? I also have the Tin coated tips if that might help ?
4. you can lower the feed by changing the gears under the belt cover. put a really big gear on the input to the gear box and a small gear driving it. i believe they are swapped for threading and you get a big gear driving a little gear.
Yes that I can do, I just set it up for a .075 mm threading set. Maybe I'll have to adjust this too.
-
01-26-2009, 07:48 AM #18
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Do you think I could lower the rpms if I was to change the tips to the Tin coated ?
Another thing I was stumped on was the auto feed lever. I wanted to know is if I had the lever for the auto feed at 1 and not 9 as if recommends on the machines chart, does that switch to a default feed or doesn't matter ?
-
02-08-2009, 09:47 AM #19
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Ok my first attempt wasn't very good with SS and yes now I know why one of you ask if it had to be 416. Wow is that some hard material !
This was my first time ever trying something this long and have know idea how to keep it from not wobbling with using some sort of brace. I tried to use the stabilizers that came with my lathe, but they don't really work to well.
Any advice or pictures of how I should set this up ?
-
02-09-2009, 12:52 AM #20
Registered
- Join Date
- Apr 2008
- Posts
- 13
You mean, you wish you had 416, but you have 316

You need to use a follow rest, or machine half the length of the piece and then turn it around and do the other half, then use the emery cloth to blend it all in.
Also, if you don't have a 3/8" brazed tool bit you could grind up with a good cutting rake angle, try grinding the BB insert to make them cut better by grinding a steeper cutting rake, these BB inserts don't work too well at times.


 Reply With Quote
Reply With QuoteSimilar Threads
-
Pulling the pieces together
By solodotcom in forum DIY CNC Router Table MachinesReplies: 6Last Post: 07-08-2008, 04:10 PM -
pulling bar without barpuller
By pit202 in forum Haas LathesReplies: 3Last Post: 06-02-2008, 06:32 AM -
203V Pulling my hair out!!
By WilliamD in forum Gecko DrivesReplies: 9Last Post: 04-18-2008, 07:09 AM -
Mazak QT-10 Bar Pulling
By jbhill in forum DNC Problems and SolutionsReplies: 2Last Post: 08-09-2004, 01:16 PM -
Is Taig pulling my leg?
By c131fr in forum Taig Mills / LathesReplies: 27Last Post: 07-12-2004, 10:31 AM
