



Finally got my HF 8x12 in..cleaned it up a little.. and put it on desk..
got a ton of reading/learning to do.. never used a lathe before.
Im excited though.
for pipe/tube (aluminum) I assume you chuck hold it from the inside? so you dont crush it?
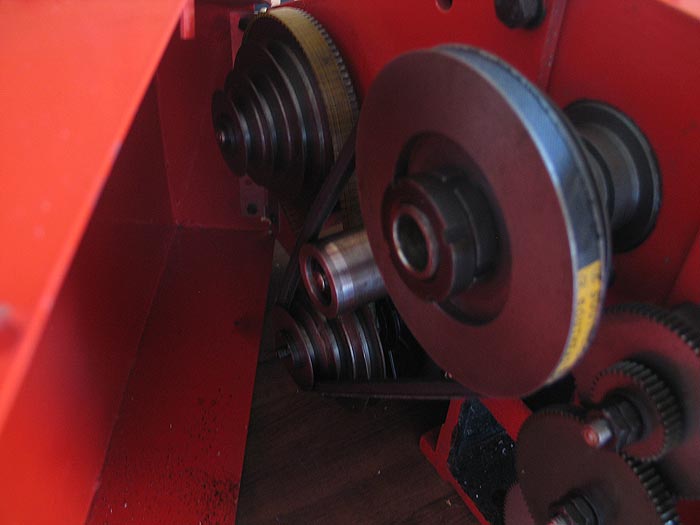
not sure if I have the belt on correctly or not.. (the chart is a little awkward)
and dead center just goes in the tailstock? no locking down of any kind?
took some of the parts off (crossslide, tailstock..etc) and cleaned up the red grease.. gonna go back over everything and lube it up nice)
pics:
I got a crappy HF tool in there.. (hope I chose the right one) from the 5 piece tool set)... and the stock post..
I didnt shim it (yet) and tried to make a cut... man is it JUNK!..lol
I need to learn more about the tooling what shape/tool does what.
later..
Thread: new set-up (HF 8x12)
Results 1 to 13 of 13
-
06-13-2009, 02:12 AM #1
 Registered
Registered
- Join Date
- Jun 2009
- Posts
- 52
new set-up (HF 8x12)
-
06-13-2009, 04:21 AM #2
Banned
- Join Date
- May 2008
- Posts
- 667
You should machine yourself an adapter to go with the live center center.
I think your setup is not safe as the piece could fly out of the chuck.
If you continue machining with this setup, please put a full face shield, just to be safe, just my opinion. Be careful
Jeff
-
06-13-2009, 04:28 AM #3
Registered
- Join Date
- Jun 2009
- Posts
- 52
what kind of adapter are you talking about? and for that matter.. what live center? LOL..
I have a dead center in there currently...no?
also.. can you not chuck a piece of tube from the inside as well as the outside? (I thought you could?)
I dont want to crush the aluminum tubing..
I have only been wearing glasses/gloves..no fullface shield.. (dont have one)
-
06-13-2009, 05:09 AM #4
Banned
- Join Date
- May 2008
- Posts
- 667
I noticed that you have a dead center.
The adapter I was talking about is a piece of round stock that just fit inside your tubing, at least .250" long with a little shoulder, just a bit smaller than your final diameter. A lenght of 3/8 is good, 1/4 inside and 1/8 outside.
The 1/8 on an inch that is outside the tubing is a bit smaller than the final diameter, that's the shoulder.
You drill a center hole on the other side and you place your dead center or live center in that center hole to keep some pressure against the chuck, this will prevent the piece to get out of the chuck.
It will also automatically center the far side of your tubing.
Please no glove when working on a lathe.
Jeff
-
06-13-2009, 05:48 AM #5
Gold Member



- Join Date
- Feb 2007
- Posts
- 4553

xl97,
You should be using a straight shank expanding mandrel.
http://tinyurl.com/n58zuu
Be very careful you don't hurt yourself.
Jeff...Patience and perseverance have a magical effect before which difficulties disappear and obstacles vanish.
-
06-13-2009, 05:56 AM #6
Registered
- Join Date
- Sep 2006
- Posts
- 45
I agree With Jeff no gloves read the manual safety section.

You do need support on the end to turn that part. As for the tool do you have a bench grinder it sharpen it . It must be set on centerline with the lathe or a hair below centerline to work right.
Kevin
-
06-13-2009, 09:13 PM #7
Registered
- Join Date
- Jul 2008
- Posts
- 922
why don't you try to get the hang of the machine using 1/2" or so diameter aluminum bar, it is very cheap
www.mcmaster.com
6750K171
5/8" will go through the chuck
-
06-13-2009, 11:41 PM #8
Registered
- Join Date
- Jun 2009
- Posts
- 52
its just what I had on hand..
and the gloves were just rubber, skin tight gloves... nothing hangs off my hand/skin AT ALL.. (its not the ones in the picture, FYI)
I'll try to pick up some solid, but mostly I will be using tube/pipe.....thats mainly what my hobby/use for the lathe uses.. also solid in different diameters will be used..but there needs to be external threads, 1" wide/2" deep hole bored in them... and Im no where near ready for that type of task/project..
what speed do you turn aluminum at?
but you think it is easier to learn on solid bar..yes?
guess I'll wait for my bullnose live center ..and see if I can scrape up the loot for a straight shank expanding mandrel.. =(
Thanks
-
06-14-2009, 03:00 AM #9
Registered
- Join Date
- Jun 2009
- Posts
- 52
to clarify my goals here..
some sort of plug seems to be the best idea..and the general response I have been getting.. (a threaded plug to go into one of the ends and chuck from the outside..
Here is a link to an image of the stuff I will be trying to make.. for now.. I am BUYING 'pre-made' tube.. that is a certain OD...and already internally threaded...
(top image)
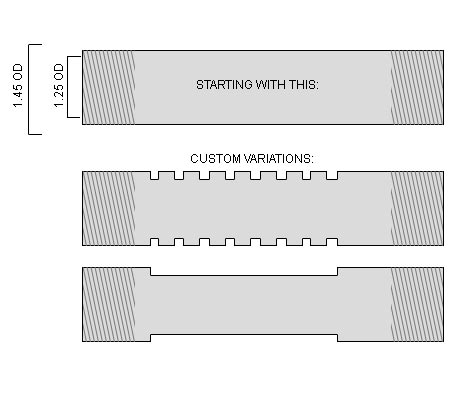
the two bottom pics in the image..are more or less what I'll be wanting to turn that top 'pre-made' part into... (just different variations turned down sections..etc..for now..it could be any variation though)
so I order/buy a pre-made part (the top image) and I want to turn down some sections or make 'ribs/grooves'... (whatever I feel like) from that top, starting part)
come to think of it..I actually DO have a threaded plug that I can use.. but it will only go as far into the part as the threads go.. will that be enough? it does NOT run the whole length of the part)
my true end goal is to (after learning the basics of course, to do the above linked image from a purchased stock part):
1.) take 1.5" OD .125" wall tubing (it has a 1.25" ID), turn it to 1.45 OD. (or any size OD tubing..that still has 1.25 ID.. I can turn down the OD as I see fit for cosmetic purposes)
2.) bore out on the ends to 1.3248" (keeping a small lip to stop/hold a special insert)
3.) 1 3/8-18 TPI threading in each end.......so when other male threaded parts I make in the future 'sandwich this insert to the lip'..
but again..this a way future goal.. I know I need baby steps... and image linked above..is what I will be aiming for first....just somethign to shoot for/keep in mind.
on a side note.. if I am taking cuts (turning down) in a part..and its not a smooth continuous 'cut'... but I can actually see 'lines/grooves' where the tool was.. what does this mean?
tool to low? spinning too fast? wrong tool even?
Thanks
-
06-14-2009, 03:59 AM #10
Registered
- Join Date
- Apr 2007
- Posts
- 199
1st thing you should probably do is chuck the small HF tooling! I dont know what you did to get the tube to look like that but it looks like its tearing not cutting? I have an 8x12 and most of my tooling came from shars. They have a pretty good catalog http://www.shars.com/ They also sell on ebay under a different name thats how I found them. 1/2" tooling is what I get.
Your also going to need to shim the bit up. http://busybeetools.ca/cgi-bin/picture10?NTITEM=B1256 I have been eyeing these, quite a bit easier than my homemade shims.
http://www.fignoggle.com/machines/8x...o-shimBits.htm
-
06-14-2009, 06:03 PM #11
Registered
- Join Date
- Jun 2009
- Posts
- 52
thanks.. yeah it does sorta look like it is tearing..is that what happens when the tool isnt on center enough>? also to be fair (and in my defense) the aluminum tube was already jacked up.. and had 'lines' in it.. it was a junk part that I used as a core when cutting sinktube with a pipe cutter.. so cut lines were in there all over..
I have some indexable tools as well (still HF though).. but have at least fairly good things about these one.. I have tried to use them yet, because I havent got my QCTP in yet.... I also have some blank HSS tool I can try my hand and grinding..
I actually think I got a small pack of shims (gauges) around I can try out.. still need to get my live centers in too.. (regular and bullnose)
Im hoping I can use a threaded cap/plug to spin the tubing.. with a bullnose and keep thing supported..and not crush anything.
-
06-15-2009, 11:51 PM #12
Registered
- Join Date
- Jan 2009
- Posts
- 484
Hiya XL! I need to get a chance to reply to you on the other forum... it's been, well nuts lately. (Work related). LOL, this is the first real chance I've had to forum surf for a while. Congrats on the lathe!
A couple of notes... get that stock supported! I have been using a "Bullnose" center with great results on my lightsaber tubes.
http://www.harborfreight.com/cpi/cta...emnumber=40090
Get the bit shimmed... a "quick and dirty" method is to toss that MT3 dead center in the headstock side and align your cutting bit level with the point of that. It won't be perfect but it will get you in the ballpark. Get a cheap/junky set of feeler guages for a quick set of various sizes.
I have a butter tub of WD-40 next to my lathe with a chip brush in it and hit the part with that on final cuts too.
I've chucked up tubes both inside and outside (1 3/8 schedule 80 AL tube I think) with the stock chuck, they both seem to hold fine. (Using the bullnose in the tailstock)
AL likes higher RPM... to slow and I get rough finishes. I think I usually use 620 or 1K RPM.
I'll make an effort to shoot you a long winded PM on RFX about what's been going on lately in the next couple of days.
-
06-16-2009, 12:19 AM #13
Registered
- Join Date
- Jun 2009
- Posts
- 52
Hey TroyO-
(you ARE alive!?) LOL.. congrats on the wedding (if it already happened) LOL
already got the bullnose ordered my friend.. (just hasnt arrived)..
live center, bullnose live center, center bits..etc
(same as steady and follow rest..yes I know it takes months.. )
got some feeling gauges, and I think Im fairly dead one for the HF tool... but I want to switch to the indexable tools..
seem to be lifting the tools up ALOT.. not just a simple shim height..but like 1/4 inch or so...
post some info on where you have your belts sets up too (what pulleys)..
and thanks to "you".. I wouldnt have been pushed to get a lathe as soon as I did..nor would I have gotten the heavier/rigid 8x12..
variable speed is something I think I would like to have though..but I can do a mod..been reading and sourcing parts in my spare time.
getting some good help in my other thread on it...



 Reply With Quote
Reply With QuoteSimilar Threads
-
HF 8x12(...14) 4 Jaw Suggestion
By DeusExMachina in forum Mini LatheReplies: 12Last Post: 05-23-2009, 01:50 PM -
Tailstock on HF 8x12
By rgarrett7 in forum Mini LatheReplies: 3Last Post: 11-29-2008, 03:42 PM -
JUST GOT MY HF 8X12(14) TODAY
By C.BRAXMAIER in forum Mini LatheReplies: 2Last Post: 10-13-2008, 03:39 AM -
8x12
By Teyber in forum Mini LatheReplies: 20Last Post: 07-01-2008, 12:37 AM -
HF 8x12 has arrived!
By balsaman in forum Uncategorised MetalWorking MachinesReplies: 18Last Post: 12-22-2006, 03:34 AM
