



Working on a low volume (few hundred maybe) gutter end cap for an 8" commercial gutter profile. Will use 4140PH for upper and lower die and 4140 annealed for the rest. Depth is 1/2". Material is prepainted 0.027" aluminum "coil stock" like typically used for building flashings, gutters, etc. Press is 20 ton Harbor Freight with air over hydraulic jack for power.
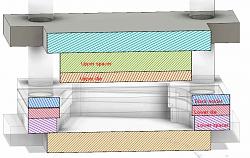
Attaching cross section. Die plates are 1/2". Lower spacer is 3/4" thick and plan to have a removable front section that slides in to support the lower die plate, then pull it out to remove the finished part. Just above the lower die plate is a thin plate slightly thicker than the material with a cutout for the blank - this will locate the blank. Haven't figured out how I will hold the blank holder - the typical way is to use die springs but I am very limited on press force so trying to avoid that. I could use bolts around the edge but that is very time consuming and not really practical even for my low volume. Might work while developing the die and process. Plan to dowel and bolt layers together. For long holes though multiple layers is it feasible to used multiple shorter dowels? 4140 annealed is still fairly hard - how difficult will tapping be? Other choice is to through drill and use a nut, counter boring where needed. For alignment of the top and bottom die I plan to pin the lower plates to the lower die frame. Then fit the upper die into the lower with shim stock in multiple places to center it. Then drill and pin the top to the upper die frame. Due to the small radius of some of the corners I may draw to a larger radius and then stretch the corners slightly - have some tests to see how small a radius I can reasonably achieve.
Results 1 to 7 of 7
-
12-12-2022, 03:06 PM #1
 Junior Member
Junior Member
- Join Date
- Aug 2012
- Posts
- 279
Pls give me some feedback on my drawing die plan...
-
12-12-2022, 05:49 PM #2
Member
- Join Date
- Aug 2008
- Posts
- 406
Re: Pls give me some feedback on my drawing die plan...
You better get some springs in there . If you see wrinkling on the finished part that is caused by not having enough pressure between the blank pad and die face . you might need some stand off to keep material from tearing as spring pressure increases. Originally Posted by Jim27
Originally Posted by Jim27

-
12-12-2022, 06:32 PM #3
Junior Member
- Join Date
- Aug 2012
- Posts
- 279
Re: Pls give me some feedback on my drawing die plan...
The thin plate between the die and blank holder locates the blank and also functions as a standoff to set the clearance of the blank holder. I am planning to use fixed clamping pressure instead of springs. I have seen one youtube where they put a second jack in the press for the blank holder force. Originally Posted by gabedrummin
-
12-12-2022, 07:49 PM #4
Member
- Join Date
- Aug 2008
- Posts
- 406
Re: Pls give me some feedback on my drawing die plan...
What will generate the fixed spring pressure ?Are going to try to bolt the blank holder and lower die together with material in between ? Most dies we run 3000 + tools we maintain pressure between the upper die shoe and blank holder
-
12-13-2022, 09:51 AM #5
Junior Member
- Join Date
- Aug 2012
- Posts
- 279
Re: Pls give me some feedback on my drawing die plan...
I need to figure out a good way to apply blank holder pressure and be able to lift it for clearance to insert the blank and hoping for some ideas from others here. I have seen a second cross beam added to a similar press and the fixture placed below the upper beam (with the pins above rather than below to support the upward force) with a jack below to provide the holder force. Then the upper jack extends through the upper beam to provide the upper die force. Another option is to use threaded rods with some sort of linked nut rotations to get linear motion on all of them at the same time - think I have seen some small presses built that way. Since it is mainly moving at low force or locking in place, possibly with some bellville washers to provide some spring with limited travel, some sort of lever and cams could be used.
-
12-13-2022, 01:41 PM #6
Member
- Join Date
- Aug 2008
- Posts
- 406
Re: Pls give me some feedback on my drawing die plan...
You are going to need some type of press to do this .Weather is a mechanical or hydraulic you need something to mount the tool in . And drive the upper down or drive the bottom up or both moving toward each other . It doesn't matter once you have that you can figure out how to add the spring pressure . You could use stripper bolts bolted to the pressure that travel thru the top die shoe to contain the spring force. For spring pressure you only have a few choices .wire die springs , gas die springs. Or cored out urethane blocks old school way . Good luck.
-
12-13-2022, 03:24 PM #7
Junior Member
- Join Date
- Aug 2012
- Posts
- 279
Re: Pls give me some feedback on my drawing die plan...
Appreciate the responses but that is all really basic stuff I already know. I posted what I had for a press in my first post. The press is very basic but what I plan to use. A way to apply pressure to the blank holder and allow it to open to insert the blank is the main issue at this point. I have some ideas about linkages with push rods or torque shafts to apply pressure at multiple points with a manual lever out front but haven't worked out the details. The movement needed is small so with linkage I can have less force and longer travel at the lever.

 Reply With Quote
Reply With QuoteSimilar Threads
-
Thoughts and feedback as I progress pls
By Mogal in forum DIY CNC Router Table MachinesReplies: 40Last Post: 12-06-2022, 01:29 AM -
LinuxCNC system plan feedback requested
By Jaos in forum LinuxCNC (formerly EMC2)Replies: 0Last Post: 06-01-2012, 06:33 PM -
ALL CNC ZONERS - PLEASE GIVE FEEDBACK
By Dolphin USA in forum News AnnouncementsReplies: 5Last Post: 08-19-2011, 01:11 AM -
making a steel female die from CNC machined male die?
By xaco in forum Diemaking / DiecuttingReplies: 6Last Post: 07-02-2010, 10:20 PM -
I need CNC Router plan (technical drawing)
By asiii1 in forum Open Source CNC Machine DesignsReplies: 3Last Post: 10-24-2009, 08:51 PM
