Full enclosures are in the works, as is the ATC. And, of course, the super-duper power-drawbar is now in-production.Originally Posted by rlockwood
 I was impressed with the pulsar stand when I saw it, it looks miles above everything else in that sector, and i'm sure the torus pro version is equally as impressive. I'm surprised though, that they don't offer some sort of a factory enclosure kit. Is this perhaps the direction they're moving? Jared's pictures of his machine are a pretty classic scenario, that or a mess of coolant surrounding the non-enclosed machine (or, like the wall behind every manual lathe ive ever seen, a nice stain where the oil has been slung.. etc) The pulsar stand is great, but in order to make use of it, you need to be able to pump a good deal of coolant through the system, which is simply a large issue without an adequate enclosure. Granted, i'd definitely be more concerned with an ATC, as i'm assuming they are.. but hopefully BOTH are on their minds..
I was impressed with the pulsar stand when I saw it, it looks miles above everything else in that sector, and i'm sure the torus pro version is equally as impressive. I'm surprised though, that they don't offer some sort of a factory enclosure kit. Is this perhaps the direction they're moving? Jared's pictures of his machine are a pretty classic scenario, that or a mess of coolant surrounding the non-enclosed machine (or, like the wall behind every manual lathe ive ever seen, a nice stain where the oil has been slung.. etc) The pulsar stand is great, but in order to make use of it, you need to be able to pump a good deal of coolant through the system, which is simply a large issue without an adequate enclosure. Granted, i'd definitely be more concerned with an ATC, as i'm assuming they are.. but hopefully BOTH are on their minds..
I mean.. its not an issue for me, i'd just build something up.. but an elegant factory option would be nice
FWIW, I made my decision on the novakon awhile back. I have enough access to much higher end machinery to make due until I can afford something worthwhile. Frankly, when the time comes that i'm paying enough in machining costs to justify the purchase of a machine, that's what i'll do. Until then, its actually pretty nice just to have someone else make the parts anyway
That's not to say the novakon's don't impress me. I'm fortunate to have the connections I do, and if I wasn't so fortunate, I would most likely have purchased one of their mills. It just doesn't seem like the right fit for me at this point.
Regards,
Ray L.

Siemens
Forum
Digital Industries, Motion Control, Machine Tool Systems

8846
Thread: PM-45 CNC Conversion (RF45)
Results 761 to 780 of 874
-
11-15-2013, 04:23 AM #761
 Gold Member
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Full enclosures are in the works, as is the ATC. And, of course, the super-duper power-drawbar is now in-production. Originally Posted by rlockwood
Regards,
Ray L.
-
11-15-2013, 04:29 AM #762
Member
- Join Date
- Jul 2006
- Posts
- 525
Good. I do hope though, that they make some effort to make consumers realize how much of a difference there is between enclosed + massive flood coolant vs coolant + chips sticking to every surface of your shop, or the sticky mess that is mist coolant.. Originally Posted by SCzEngrgGroup
-
11-19-2013, 07:15 AM #763
Registered
- Join Date
- Feb 2011
- Posts
- 605
Well, these 4" Shars vises are kinda crap.
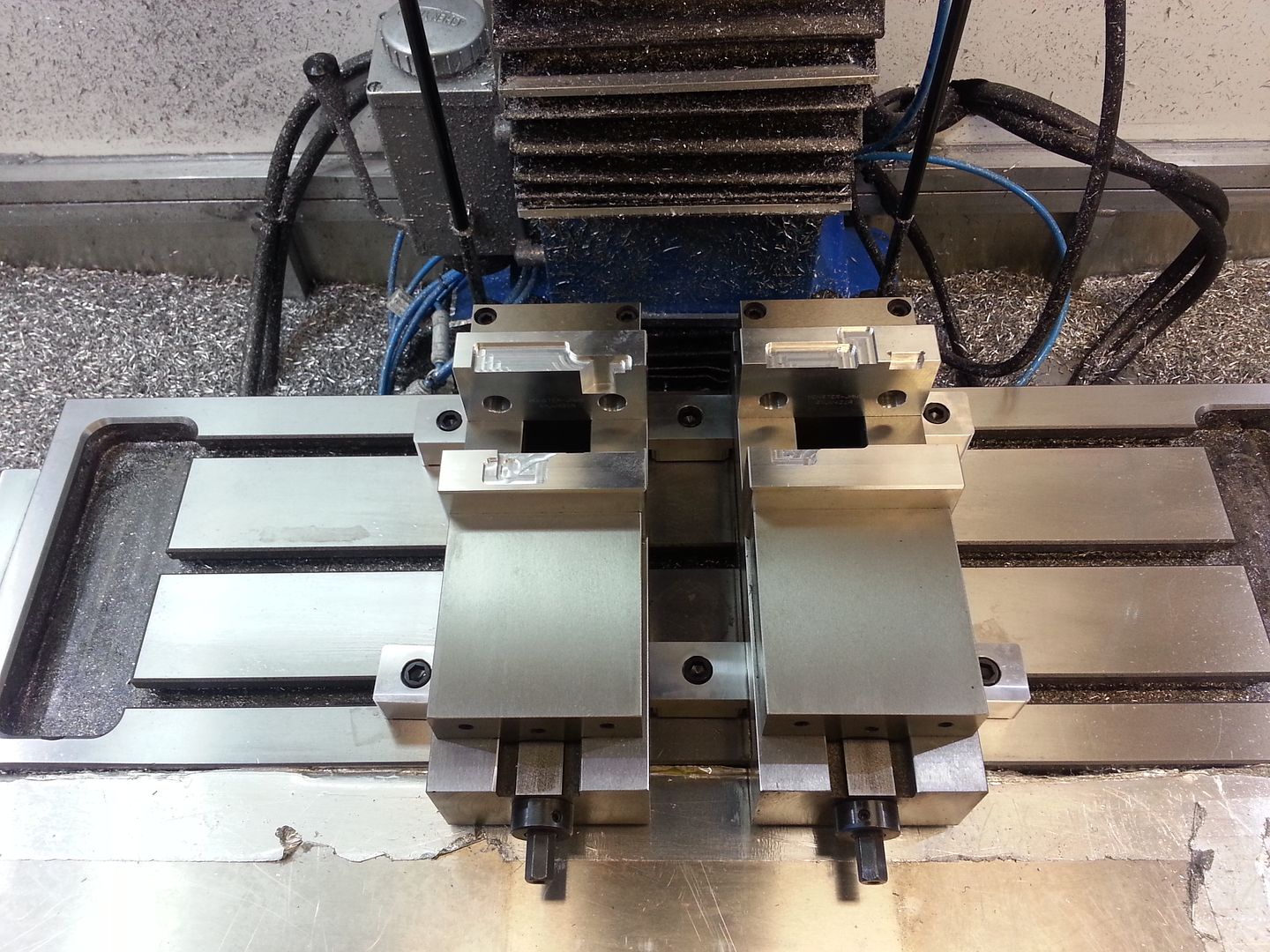
With these tall soft jaws in them and shallow parts they shift zero as you tighten them. I saw that the loading wasn't ideal when I first put them together but I had hoped the jaws would fasten tight enough to be OK. Nope. So I just scraped some parts and figured out that you have to zero after the parts are tight in the vise. I'll deal with it for a couple proto parts on my machine, but I'm going to order one of these.
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
11-19-2013, 07:25 AM #764
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Have you adjusted properly them to minimize lift?
Regards,
Ray L.
-
11-19-2013, 07:40 AM #765
Registered
- Join Date
- Feb 2011
- Posts
- 605
No, I've never done that, what's the process? Shimming?
PM-45 CNC conversion built/run/sold.
-
11-19-2013, 08:00 AM #766
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Look on the side of the moving jaw closest to the leadscrew head. You'll see three threaded holes - two up high near the sides, one down low in the middle. That middle hole adjusts the lift. It probably has two set screws in it. Remove the first, then adjust the second one. If you loosen it, lift will increase. If you tighten it, lift will reduce. If you overdo it, it will get hard to move the vise jaw. Find a nice compromise between smooth operation of the leadscrew, and minimum lift. When you have it right, put the second set screw back to lock the adjustment in place.
Regards,
Ray L.
-
11-19-2013, 08:11 AM #767
Registered
- Join Date
- Feb 2011
- Posts
- 605
It's the fixed jaw that is doing the moving/lifting. I can see the gap open up at the bottom. But I'll look into the sliding jaw.
PM-45 CNC conversion built/run/sold.
-
11-19-2013, 01:28 PM #768
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
If those are Monster Jaws, you can cut them down quite a bit to be closer to the vise and the squeeze point. I only shorten mine after a screw up.

I have a different Shars vise though and there is no jaw lift on it.
SHARS 4 440V CNC Milling Vise 0004" Repeatability | eBay
Attachment 209194
That said, I do like the two position vises as well. I am just not convinced that doing two parts over one part, especially with additional zero requirements, really saves any time due to the extra cost of the vise. The simplicity of running a single part is a benefit I think.
It may potentially be a savings down the road though. I think it is also a benefit to the machine itself. It is using more of the screw when machining.
I already have a plan to move my vise a few times a year, so it doesn't only run in one short spot on the screws and ways.Lee
-
11-19-2013, 03:42 PM #769
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
The you have one or more loose bolts. The fixed jaw is simply bolted to the base, and the soft-jaw is bolted to the fixed jaw. Tighten all those bolts - something is loose.
Regards,
Ray L.
-
11-19-2013, 09:38 PM #770
Member
- Join Date
- Jul 2006
- Posts
- 525
? Originally Posted by jid2
Indeed, by definition, the fixed side certainly shouldn't be doing any moving/lifting.. so something clearly isn't right there. I have no experience with those vises though. I'm certain the Orange ones would be better, but I cant see any reason those ones wouldn't work. I'm fairly certain they're a direct Kurt knockoff, which means they should be sound in design and general function..
-
11-19-2013, 09:50 PM #771
Member
- Join Date
- Jul 2006
- Posts
- 525
Most of the benefits don't even come from the dual-vise setup. Its more about being able to replace jaws into the exact position they were in previously, so that you not only don't have to indicate in each part, you literally don't need to indicate the part in, ever, as its placed exactly where it was last time. Originally Posted by LeeWay
-
11-24-2013, 09:00 PM #772
Registered
- Join Date
- Feb 2011
- Posts
- 605
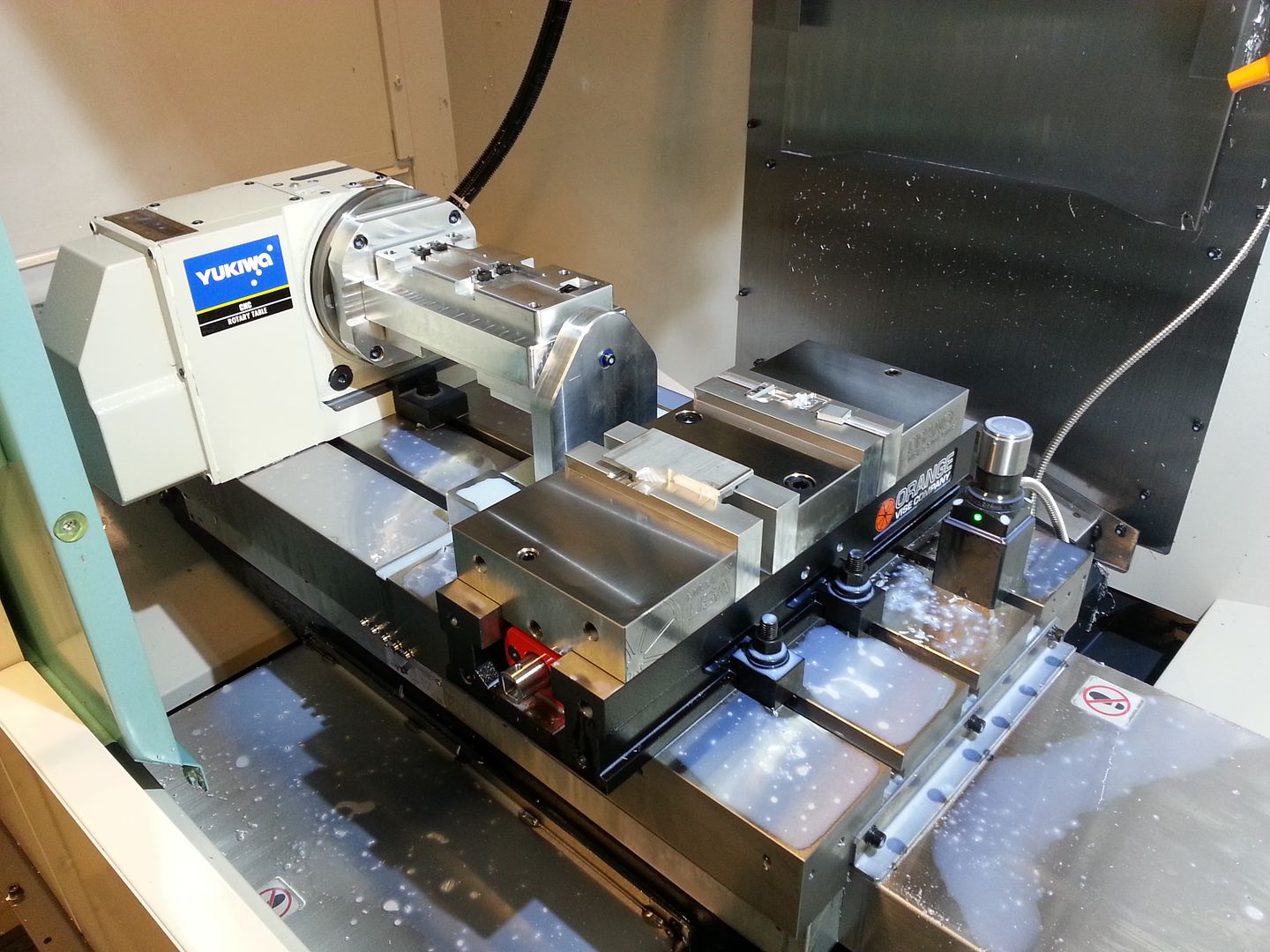
Got the Orange vise, it is a beast. Mounted all the fixturing that I built with my machine. Things were pretty good. I had to put a .004" shim under one side of the 4th face plate to get the table flat. But then the other side wasn't totally perfect. So I just decided to clean up the table surface with everything mounted and get it square and centered on the Z Axis with respect to the thickness of the 4th table.
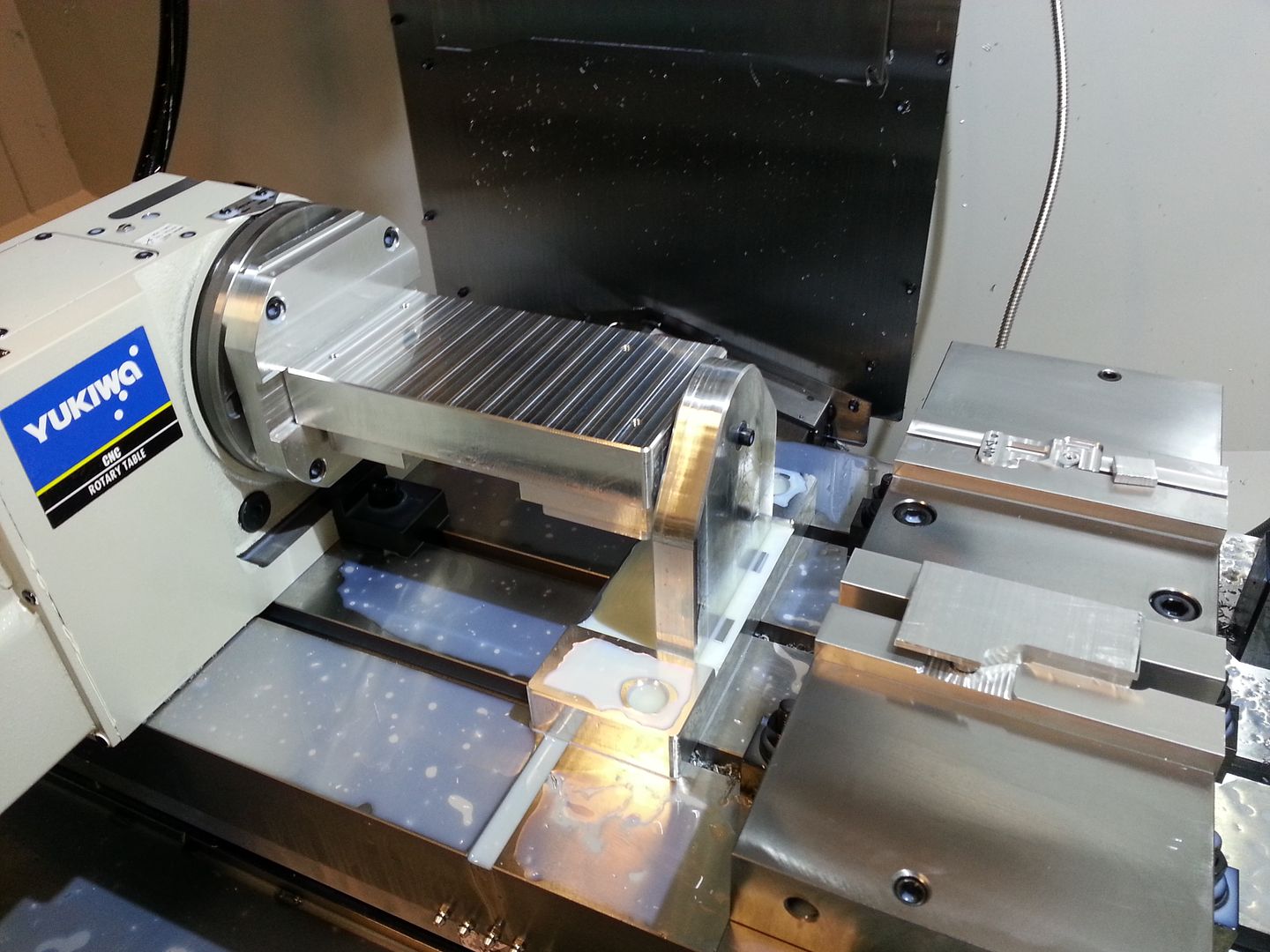
I cut new softjaws for the Orange vise in the machine as well. Gonna try and finish some new programming to try 4th indexing.
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
11-26-2013, 06:47 PM #773
Member
- Join Date
- Jul 2006
- Posts
- 525
So long as everything matches in your SW assembly, you're gravy.. My favorite part of fully 3D cam. Originally Posted by jid2
-
11-26-2013, 11:51 PM #774
Registered
- Join Date
- Feb 2011
- Posts
- 605
I successfully made 1 part. It took me a good portion of the day to get my head wrapped around what to do in terms of aligning the fixture plates on the 4th table and then making sure the SW model was updated to be accurate to the real setup. I've got that figured out now, and that first part came out sweet. Now I just need to program the other side of the 4th table and the other vise station. Then I'll be ready to run a full program with everything loaded.
Question for you...
Right now I have the following WCS: 4th side 1 is G55, Vise station 1 is G56, Vise station 2 is G57, and 4th side 2 is G58. I feel like that is a good comprimise between trying to get everything modeled exactly in CAD and then setup to those positions. I won't be able to run simulation between the WCS but I think that should be OK. How do you manage trying to go from one JOB/WCS to an other when you use the same tool?
I know there is a setting in the Job setup for multiple WCS, but I'm not sure how that works. The Brother changes tools so fast, I might not worry about it for now.PM-45 CNC conversion built/run/sold.
-
11-26-2013, 11:59 PM #775
Member
- Join Date
- Jul 2006
- Posts
- 525
See my laundry list of complaints on the HSMWorks forum.. Originally Posted by jid2
Its f*(king unmanagable. Sometimes you can re-sequence operations and get something better.. and move jobs around.. but ultimately, it BLOWS. I eventually wrote a post processor that outputs each operation as a sub-program, with each sub being executed by a 'master' program. This way I can more easily (manually) re-sequence things.
I also make all of my 4th axis fixturing on the 4th axis itself, and always work from the axis centerline, so I never need to program from more than one WCS in that situation. If something is off, i'll manually alter the relevant feature in the g-code to use a different work offset, and then will probe the location as fit.. etc.
Now don't get me wrong, I haven't come across other software that really handles this well either.. and there's enough GOOD in HSMWorks that i'm able to overlook it for the time being. Still, I can't get past thinking that if Autodesk hadn't bought them out, this would likely be fixed by now.
Feel free to make a post over there about it, and i'll follow right behind echoing everything ive been saying for about a year now.
-
11-27-2013, 12:06 AM #776
Member
- Join Date
- Jul 2006
- Posts
- 525
And i'm assuming you're simply referring to tool sorting..
if you're worried about a collision, you just want to ensure your post processor is set to retract to a known safe position (usually, something like g91g28g0, probably is specified out in your manual) before moving between work offsets. I have mine toggled to a post processor switch, so I can manually decide whether or not I need to retract to a safe position.
-
11-27-2013, 05:30 AM #777
Registered
- Join Date
- Feb 2011
- Posts
- 605
Yeah, I'm talking tool sorting. Haven't cared until now, but I have seen your posts.
Default on the Brother post was to do a full retract for an index or a WCS change, but we had them give us a toggle in the post menu to just use the retract plane defined in the operations if you want to control it...PM-45 CNC conversion built/run/sold.
-
11-27-2013, 09:44 AM #778
Registered
- Join Date
- Jan 2008
- Posts
- 25
I assume that here should be Originally Posted by rlockwood
g91g28z0
-
11-28-2013, 05:19 PM #779
Member
- Join Date
- Jul 2006
- Posts
- 525
Yep Originally Posted by alex_ku
-
12-17-2013, 06:58 AM #780
Registered
- Join Date
- Feb 2011
- Posts
- 605
A few shots of the Brother (at work) running for those interested. Most of the roughing toolpaths are programmed at 120 IPM for doing these prototype parts, they'll likely land at 250-350 IPM once things are dialed in. There are some sections where the rapids are turned down if you see it move slow. But don't blink when they are at full speed or you'll miss the tool change.
Brother TC-S2Dn-O - YouTubePM-45 CNC conversion built/run/sold.

 Reply With Quote
Reply With Quote


Similar Threads
-
Starting another DMM conversion, IH RF45 clone
By ayorba in forum Dmm TechnologyReplies: 0Last Post: 06-08-2014, 02:36 AM -
HM45 Conversion (Yes another RF45 clone)
By slipery in forum Benchtop MachinesReplies: 10Last Post: 12-19-2011, 12:07 AM -
Am I Looking for NOISE trouble (RF45 Conversion)
By Bird_E in forum CNC Machine Related ElectronicsReplies: 6Last Post: 03-30-2011, 07:37 PM -
AC Servo on RF45 Conversion help
By Maglin in forum Servo Motors / DrivesReplies: 5Last Post: 02-23-2011, 03:57 PM -
RF45 clone CNC conversion
By GMitchell in forum Uncategorised MetalWorking MachinesReplies: 9Last Post: 09-08-2009, 05:50 AM
Tags for this Thread
 Posting Permissions
Posting Permissions
