

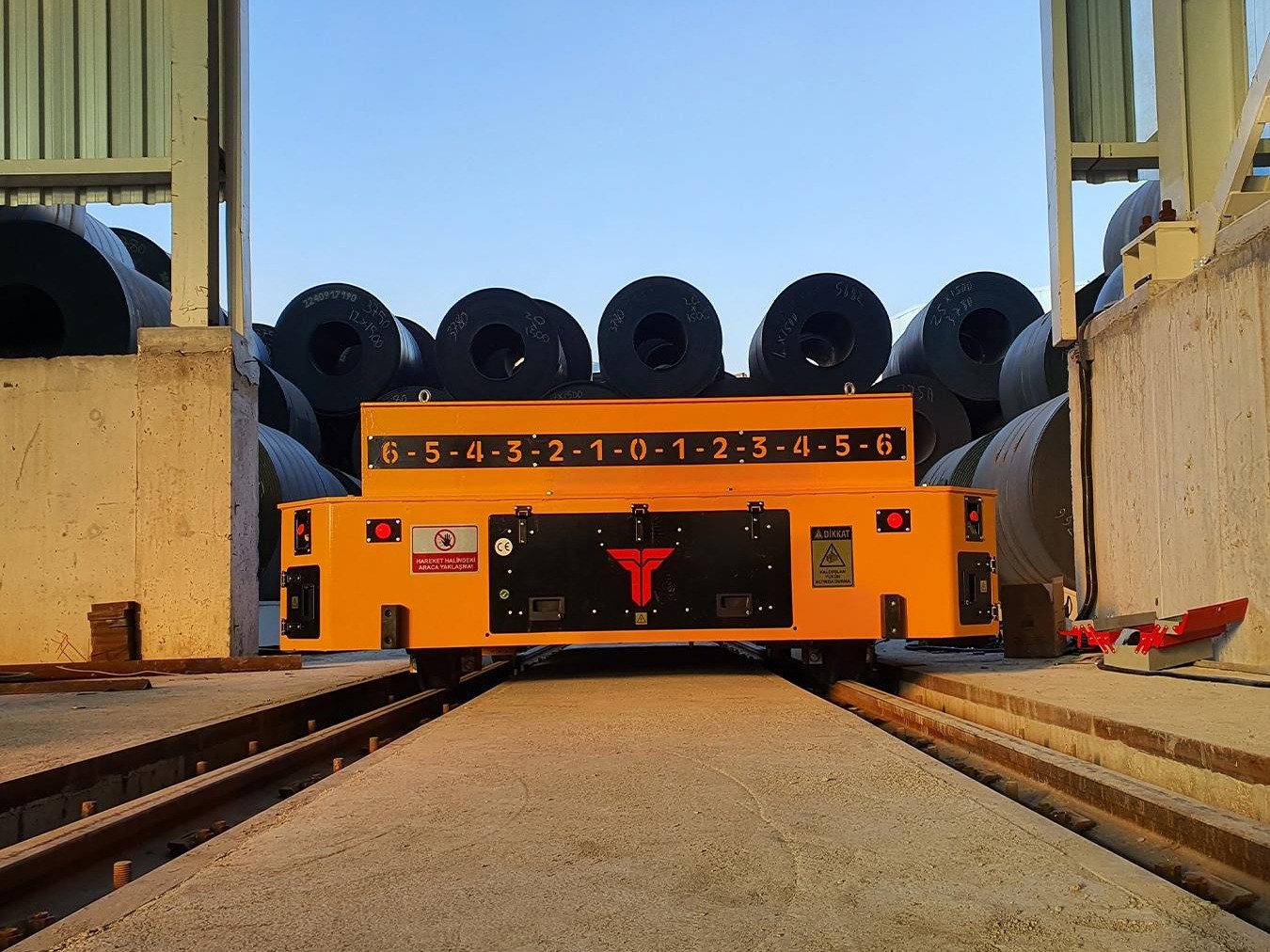
80 TON CAPACITY RAIL-GUIDED COIL TRANSFER CART
80 TON CAPACITY RAIL-GUIDED COIL TRANSFER CART
Client's Need
The client required a reliable and efficient transport system to move freshly processed coils from the furnace to the cooling area. The high temperatures of the coils posed a significant challenge for conventional transport solutions.
Project Challenges:
- The coils, reaching temperatures up to 300°C, required a heat-resistant table design and the selection of automation components that could withstand extreme heat.
- Ensuring structural durability and operational safety in a high-temperature industrial environment.
Our Solution:
To address these challenges, we developed an 80-ton capacity rail-guided coil transfer cart with the following key features:
- Specialized Heat-Resistant Upper Table: Designed to withstand extreme temperatures while ensuring the safe transportation of hot coils.
- Protective Layer Between the Table and the Cart: A heat-insulating material was integrated between the upper table and the transfer cart to minimize heat transfer and protect critical components.
- Optimized Automation & Material Selection: The cart's automation system and electrical components were carefully chosen to endure high-temperature exposure without compromising functionality.

This custom-engineered solution enhanced safety, durability, and operational efficiency, allowing the client to streamline their coil handling process while ensuring the longevity of the transport system.
80 TON CAPACITY RAIL-GUIDED COIL TRANSFER CART
Client's Need
The client required a reliable and efficient transport system to move freshly processed coils from the furnace to the cooling area. The high temperatures of the coils posed a significant challenge for conventional transport solutions.
Project Challenges:
- The coils, reaching temperatures up to 300°C, required a heat-resistant table design and the selection of automation components that could withstand extreme heat.
- Ensuring structural durability and operational safety in a high-temperature industrial environment.
Our Solution:
To address these challenges, we developed an 80-ton capacity rail-guided coil transfer cart with the following key features:
- Specialized Heat-Resistant Upper Table: Designed to withstand extreme temperatures while ensuring the safe transportation of hot coils.
- Protective Layer Between the Table and the Cart: A heat-insulating material was integrated between the upper table and the transfer cart to minimize heat transfer and protect critical components.
- Optimized Automation & Material Selection: The cart's automation system and electrical components were carefully chosen to endure high-temperature exposure without compromising functionality.
This custom-engineered solution enhanced safety, durability, and operational efficiency, allowing the client to streamline their coil handling process while ensuring the longevity of the transport system.