



BAUBLIES GROUP
Products
Non-cutting surface treatment and thread production

118
Baublies AG
Spinning/pressing/straightening/planishing tools (incl. thread forming,flow-forming and flow-turning tools)
Press burnishing tool
| radii on the front side | |
| cylindrical shank Ø 16, Ø 20, Ø 22, Ø 25 mm | |
| VDI, HSK etc. | |
| 200 – 300 U/min. | |
| 0.1 – 0.3 mm/rev | |
| up to 1 sec. | |
| up to 0.01 mm | |
| max. 3 mm | |
| emulsion or oil; filtration of the lubricant (<40 μm) can improve the surface quality and the tool life | |
| surface roughness (Rz) up to 8 μm | |
| up to 45 HRC |
Tool for smoothening and strain hardening of radii. Internal springs generate the required rolling force. The value of the rolling force is defined by the preload of the tool. The spring characteristics can be adapted to the requirements of the workpiece.
ADVANTAGES
- Short machining time
- Both workpiece or tool can be driven
- High productivity
- Low investment costs
- Simple replacement of wear parts
- Compact dimensions

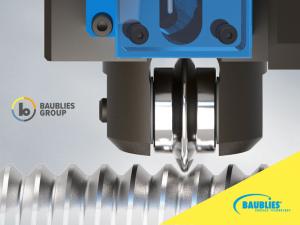
Single-roller tool for deep rolling of dynamically stressed external threads
|
deep rolling
BAUBLIES AG
Spinning/pressing/straightening/planishing tools (incl. thread forming,flow-forming and flow-turning tools)
| external thrads, deep rolling root of thread | |
| as required | |
| check path indicator (or force indication)/ default setting 1 kN pre-load | |
| as required | |
| up to 200 m/min | |
| according to pitch | |
| up to 0.02 mm | |
| up to 2 mm | |
| emulsion or oil | |
| surface roughness (Rz) up to 15 µm | |
| up tp 45 HRC |
In the case of cut threads, the course of the grain of the workpiece is interrupted. With rolled threads, on the other hand, the grain flow is not interrupted, thus the surface of the thread is hardened and the workpiece is less sensitive to notch effects. With the Baublies single roller tool for deep rolling of radii on threads, an increase in the dynamic strength properties can be achieved. The tool rolls the core radius of an external thread and thus hardens the surface. The result is higher wear resistance and reduced notch sensitivity.
ADVANTAGES:
- Different roll geometries possible
- Easy replacement of the rollers
- Short processing times
- No set-up and transport costs
In deep rolling, the aim is to increase dynamic strength properties. In contrast to smooth rolling, the ensuing surface pressure is considerably higher during solidification. The rolling force causes dislocations in the crystaline lattice, resulting in strain hardening of the surface layer. The formation of residual compressive stress in the surface layer prevents cracks from arising under stress.
