




Exact tooth profiles for extrusion

High pressures, high torques and a high level of manufacturing precision: the production of screws at KraussMaffei in Hannover for extruders demands a high level of expertise from the approximately 600 employees. The screws are subjected to high stresses during the extrusion process. The modular design of the screws requires splines for precise positioning of the individual elements. For production of the gears, the user relies on gear broaching in addition to other processes. With Paul Horn GmbH, the company has found a suitable tool partner for these processes and at the same time increased production and saved non-productive time.
In extrusion, plastics or other viscous, hardenable materials are pressed through a die in a continuous process. For this purpose, the plastic - the extrudate -
is first melted and homogenised by the extruder using heat and internal friction. Additionally, the pressure necessary for the material to flow through the nozzle is built up in the extruder. After exiting the die, the plastic usually solidifies in a water-cooled calibration unit. KraussMaffei specialises in compounding, which improves mechanical properties such as tensile strength, impact strength or elongation at break.
One of the centrepieces of such plant is the extruder screw. It is generally divided into three zones. The feed zone is located in the rear area. In this zone, the material is fed in as a solid (granulate) via a feed hopper and melted from the outside via heating elements. The rotation of the screw conveys the material into the compression zone, where it is compacted by the reduced flight depth of the screw and where the necessary pressure is built up. Finally, the discharge zone ensures homogeneous material flow all the way to the mould. Depending on the material to be processed, extruder systems can be equipped with one, two or more screws.
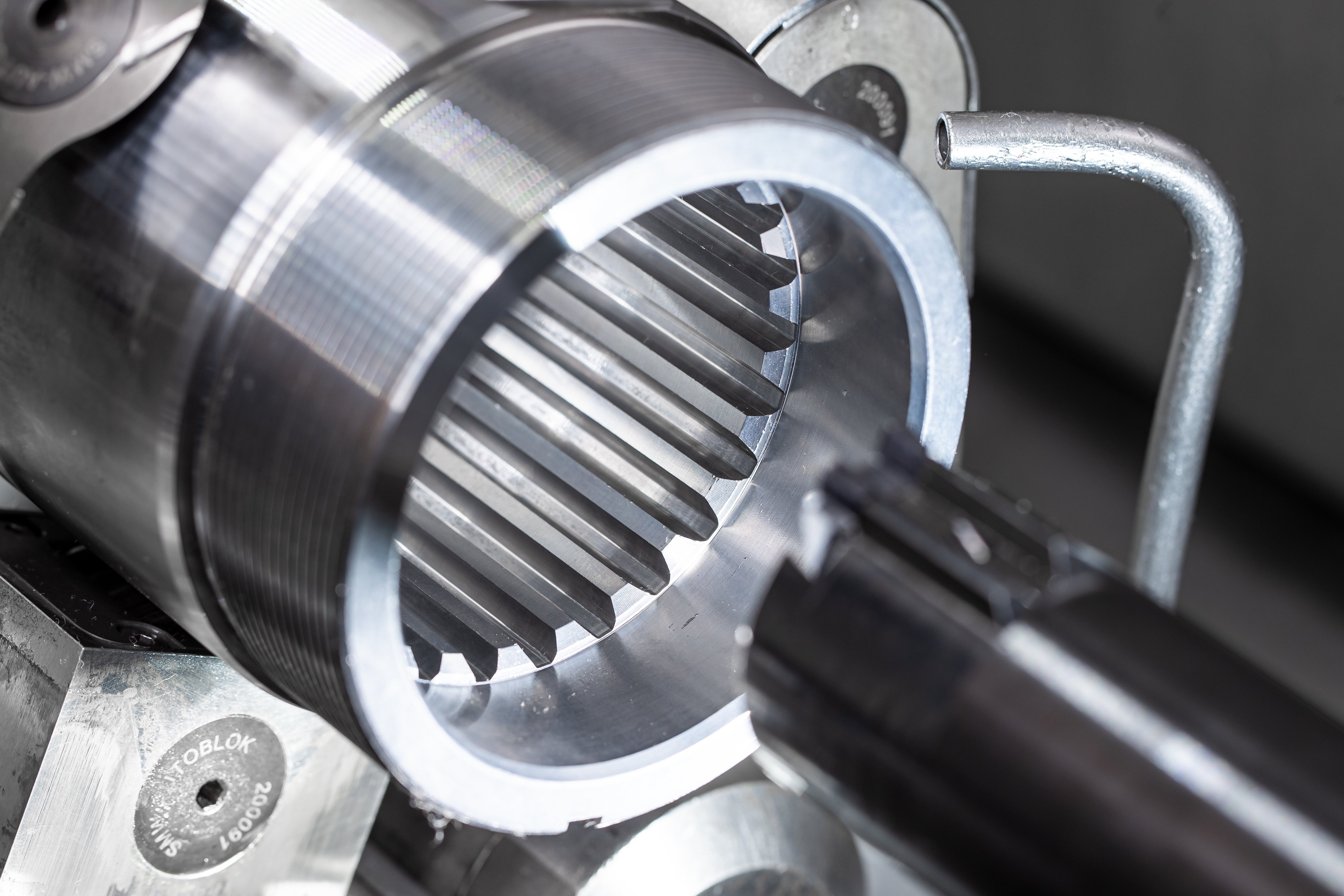
Precise splines
"The screws are mostly modular, so we put the individual elements on a mandrel. This creates screws of any length," says production planner Andreas Rudolf. He is constantly working with his colleagues from the work preparation department on optimising the production processes. They also take a close look at the production of the mating teeth of the connecting sleeves. "The sleeve is the link between the gearbox and the extruder screw," says Rudolf. The diameters of the sleeves range from 25 mm (0.984") to 180 mm (7.087"), depending on the diameter of the screws. The spline is a multiple drive connection used for radial transmission of torque between the shaft and the hub. To ensure that all flanks of the spline serrations are involved in the transmission of the force, a high degree of manufacturing precision is required. The shaft and hub can be moved in the axial direction as well.
"Until now, we have eroded the splines due to the component geometry. The long eroding process as well as the non-productive times demanded a rethink of the production strategy. We wanted to produce the components completely finished on one machine," explains Rudolf. So the production planners contacted Andreas Nitschke, the HORN sales representative responsible for KraussMaffei. Nitschke suggested broaching the mating splines. "The component geometry and the length of the splines do not allow other methods to be used, such as gear skiving, which is a faster process," says Nitschke.
Gear broaching with HORN
Two mating splines are required on each sleeve, one for the gear hub and one for the connection to the extruder screw. The gear teeth must be aligned with each other, which is an important quality feature, especially for twin-screw extruders.
For the production of the sleeves, KraussMaffei relies on a CTX beta 1250 TC turning/milling centre from DMG MORI, which is equipped with a linear axis to minimise machine wear during the broaching process. Different HORN tool systems are used for producing the splines. For larger inside diameters, Nitschke chose the 117 system and for smaller diameters the 110 type Supermini system. However, the broaching process is the same for both tool systems. The cutting edge profiles of the inserts are precision ground. The profile of the insert is the same as the profile of the tooth.
In operation, the machine positions the tool in front of the component and the infeed is programmed, followed by machining of the workpiece. At the end of the spline there is a recess which allows for chip evacuation. There the tool lifts again and returns to the starting position. This process is repeated until the required tooth depth is reached. The infeed per stroke for this component is 0.1 mm (0.004"). Then the spindle indexes one tooth further and starts again from the beginning until all the teeth have been produced. For larger diameters and thus for deeper tooth profiles, the inserts can also be designed with multiple cutting edges. The tool has a finishing cutter and one or more roughers. This relieves the load on the finishing insert. Broaching on the machine offers the user various advantages. Different grooves, profiles, serrations or even guide grooves can be produced. One clamping is sufficient to finish the workpiece. This saves further machining as well as investment in other plant such as broaching machines or eroding systems.
Goal achieved
After the first side of the component has been produced, the counter spindle picks up the workpiece to allow the second side to be machined. To ensure that both tooth flanks are exactly aligned with each other after the second side is picked up and machined, the machine operators had to reach into their bag of tricks. "The changeover accuracy of the HSK63-T tool holder was not sufficient for our quality requirements, so we were able to significantly increase the precision with in-process measurement of the tool in the machining area," Rudolf explains. The goal of the changeover to complete machining of the connecting sleeves has been achieved. In addition to higher component precision, the changeover simultaneously increased productivity and reduced non-productive times. "We are very satisfied with the performance of the broaching tools from HORN. The precision and tool life have impressed us," says Rudolf.