




Skiving of precise planetary gears

In 1928, Karl Neugart started producing gear parts in the Black Forest. Almost 100 years later, the company is considered a top supplier of precision gears. ”We have been working on our know-how for a long time,“ says Christoph Wangler, process developer at Neugart GmbH. For the production of gear components, the company relies on the gear skiving process in addition to other manufacturing methods. Neugart has found the right tool partner for this in Paul Horn GmbH. In the meantime, the close cooperation between the two companies for the development of new skiving tools has developed from a pure supplier-customer relationship.
"Our founder Karl Neugart began producing gear components for mechanical devices and office machines at the end of the 1920s," Wangler recounts. Today, the company develops and produces planetary gears and customised special gears, with 750 employees worldwide. The family-owned company manufactures the individual gear components exclusively at its headquarters in Kippenheim in southern Baden. With its expertise in manufacturing planetary and customised gears in over 14 million possible product configurations, Neugart supplies around 450,000 gears per year to the automation, packaging, machine tool and food industries, among others. In addition, Neugart developed the world's first planetary gearbox in hygienic design for use in the food and medical industries.
Sun and planets
In an epicyclic gearbox, several spur gears distributed evenly around the circumference run between a gear wheel with internal and external teeth on a concentric circular path. The rotation of the spur gears is analogous to the orbit of planets in the solar system. For this reason, such gears are also referred to as planetary gears or planetary gearboxes. The housing with integrated internal gears is called a ring gear. In most cases, the housing is fixed. The driving sun pinion is located in the centre of the ring gear and is coaxial with the output. It is usually connected to a tensioning system to allow mechanical connection to the motor shaft. During operation, the planet wheels, which are mounted on a planet carrier, roll between the sun pinion and the ring gear. The planet carrier also forms the output shaft of the gearbox. The planet wheels have the function of transmitting the required torque. Their number of teeth has no influence on the transmission ratio of the gearbox.
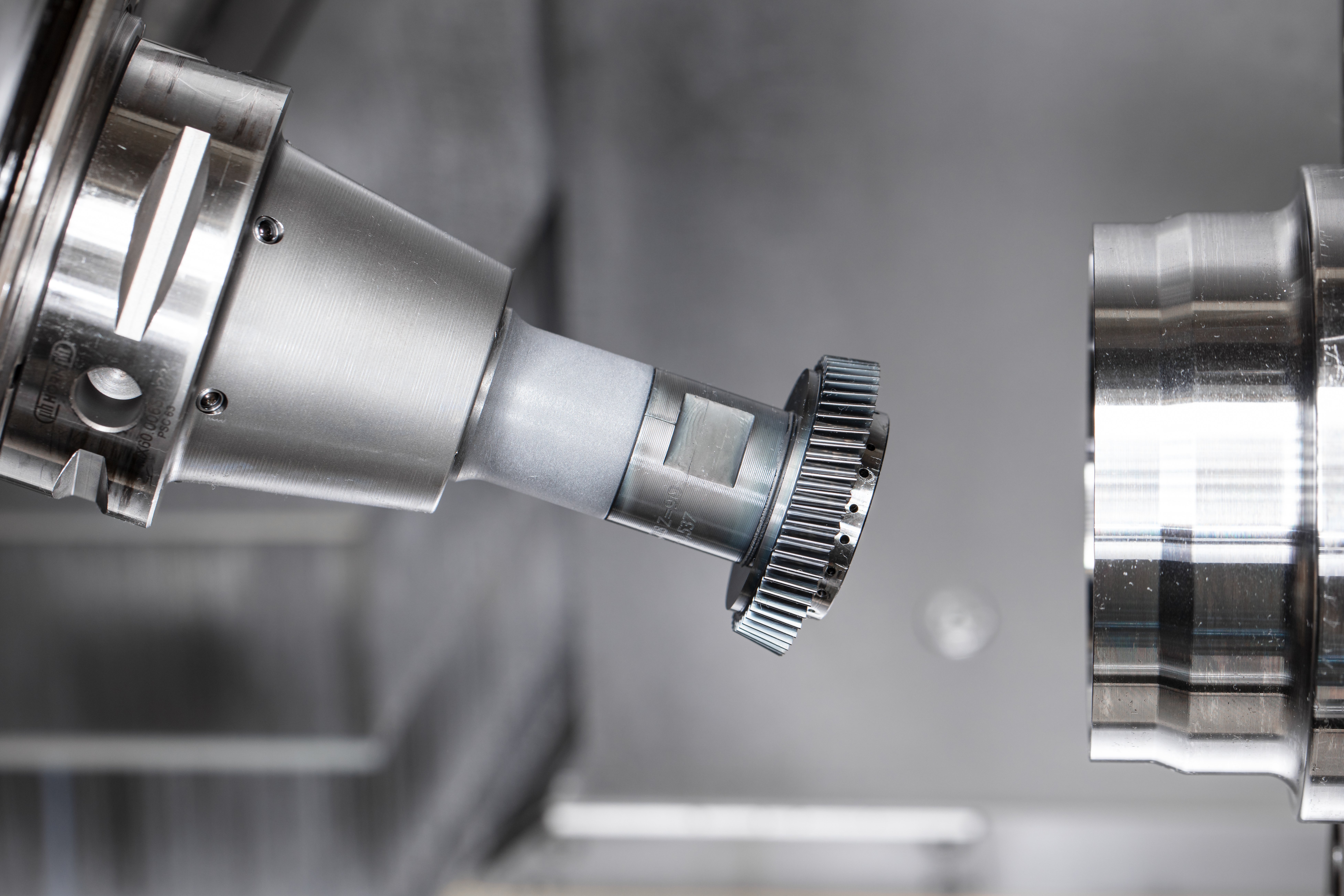
For the production of internal gears in the ring gears, especially for use in precision gearboxes, the company relies on the gear skiving process. "For gear skiving, we rely exclusively on tools from HORN. The performance and precision have impressed us," says Wangler. Neugart uses gear skiving in the module range from 0.5 to 2. "We have been working with Neugart for a long time. The intensive cooperation in gear skiving began about four years ago," says HORN sales representative Karl Schonhardt.
More than 40 different skiving tools are now in use at Neugart in series production. The design departments of both companies are in close contact for the development of new tools. Tool trials and determination of the appropriate cutting data for new skiving processes usually take place at HORN in the demonstration and test centre. "This means that the new tool can be used immediately by the customer," says Schonhardt. On the other hand, Neugart also offers HORN the possibility of field tests of newly developed tool systems. "We see close cooperation in the gear skiving process as very important. In order to get the optimum machining result, the
cooperation should work in a precisely coordinated way, just like in one of our gearboxes – and it does," says Wangler.
Time and precision
Neugart relies on a machine from DMG MORI for skiving the ring gears. "With the CTX beta 1250 TC, we have a flexible machine with user-friendly cycles on which the generating processes run reliably," explains Wangler. Before the introduction of the skiving process, Neugart relied on different gear broaching techniques. The changeover to gear skiving brought many advantages in terms of time savings and precision as well as the quality classes of the gears. The higher precision played a particularly important role in the production of components for precision gears.
The tool system includes cutters for highly productive machining of internal gears, splines and other internal profiles as well as external gears with interferance. The most important advantages of skiving in these applications are the significantly shorter process times compared to gear broaching, the ability to use skiving tools on optimised turning/milling centres, turning and gear cutting in one clamping and the elimination of undercuts at the end of the gear teeth. In addition, the usually more productive and cost-effective production compared to shaping and broaching and the four to five times shorter cycle time compared to slotting are major benefits. So also is the possibility of hard machining of gear teeth into solid material. The skiving tools are designed for producing medium to large batches. Each tool is individually adapted to the application and the material to be machined, the different tool interfaces being based on the number of teeth and module size.
Especially with internal gears, HORN tools have the advantage of short processing times for larger modules, for example. For skiving larger modules, large and stiff milling/turning centres are required, which enable the corresponding synchronisation between workpiece and tool spindle. The larger the module, the more critical the machine is in terms of rigidity. With a division of cuts between the left and right flanks, this issue can be mitigated as far as the tool is concerned. After gaining experience with small solid carbide skiving tools, HORN used the know-how gained to cover larger modules as well. Each application is checked for feasibility by the technicians before implementation and the tool design and recommendations for the process are discussed with the user.
Solid carbide or with replaceable head
The system includes tools in cylindrical or conical form for modules from 0.2 to 2. The solid carbide monobloc variant is available in diameters up to 20 mm (0.787") and in a slim design. They are used for producing small modules and components, preferably when a slim shaft is required due to the risk of collision. The grades and coatings matched to the application produce high surface quality on the workpiece. For tool diameters over
20 mm (0.787"), skiving tools with an interchangeable head system are used. The precise interface allows the cutting head to be easily changed in the machine without removing the holder. The carbide holder ensures high rigidity, wear resistance and precision. For larger modules, HORN relies on the use of a tool holder equipped with indexable inserts. Especially with the WSR tool type, HORN offers the option of placing the internal coolant supply in front of or behind the cutting edge. This means that, depending on the application, blind holes, through holes or stepped holes can be machined with the appropriate cooling.
Not only gear skiving
Neugart has been relying on HORN's hobbing tools for about four years. However, the cooperation has existed for much longer. Other tool systems for parting off, form tools for grooving and other tools are also used. "We are very satisfied with the performance and reliability of the HORN tools. Furthermore, we are also impressed with the the fast delivery times. It means we can react quickly to urgent customer requests," says Wangler.