





Im converting (yet another) LMS mini mill to CNC. Trying to, at least. Im very new to this and having trouble finding a diagram on how to wire these digital drivers to the BOB. Im not sure why, but I thought I just be able to look it up and move forward. This hasnt been the case, and im worried I might screw something up and fry a driver/motor or something. Any help from you gurus would be much appreciated!
This is the kit I have:
eBay - New & used electronics, cars, apparel, collectibles, sporting goods & more at low prices
I came across this, but it didnt help:
CNC breakout board: DB-25 and DB-9 pin assignment
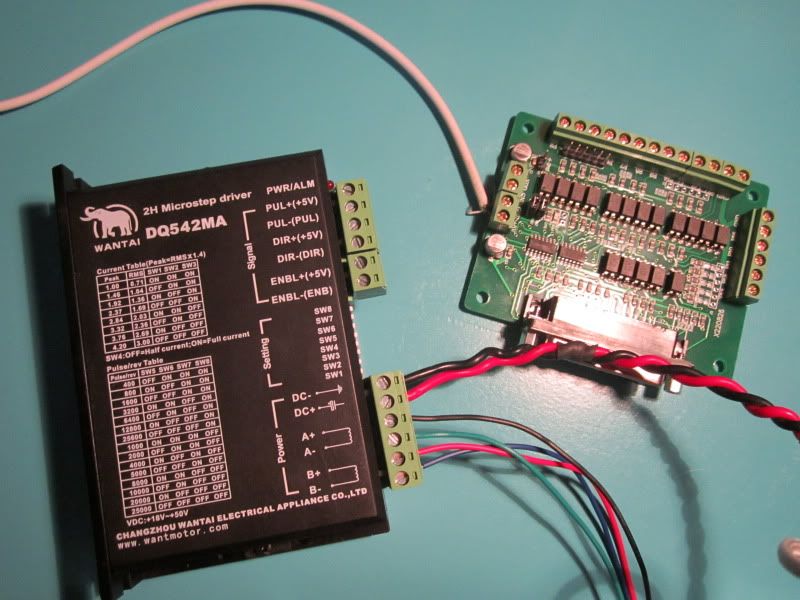
Here's where I am now. The power supply is 48V.
Thread: Wiring digital driver to BOB?
Results 1 to 20 of 72
Hybrid View
-
04-25-2012, 04:39 AM #1
 Registered
Registered
- Join Date
- Sep 2011
- Posts
- 474
Wiring digital driver to BOB?
-
04-25-2012, 05:02 AM #2
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Connect your BOB Step output to PUL+, DIR output to DIR+, ENABLE to ENA+. PUL-, DIR-, ENA- all go to BOB Ground. If you don't have an ENABLE output, you can leave ENA+/ENA- not connected.
Regards,
Ray L.
-
04-25-2012, 05:09 AM #3
Registered
- Join Date
- Sep 2011
- Posts
- 474
Alrighty, so which is the step output? The DIR output? Originally Posted by HimyKabibble
Originally Posted by HimyKabibble

Edit: Here's a good shot of the board:
http://www.cnczone.com/forums/attach...2&d=1299105524
-
04-25-2012, 05:25 AM #4
Registered
- Join Date
- Aug 2010
- Posts
- 0
One concern I see is that the current specifications of the motor (4.2 Amps)
"Part No.: WT57STH115-4204A single shaft
Frame Size: NEMA23
Step Angle: 1.8 degree
Voltage: 3.78VDC
Current: 4.2 A/phase
Resistance: 0.9 Ohm/phase"
exceed the specifications of the driver's current.
"...VDC. It is designed for use with 2-phase hybrid stepper motor of all kinds with 42mm to 86mm outside diameter and less than 4.0A phase current. This circuit..."
It will probably work, but would worry me. I like a little more wiggle room. Joe
-
04-25-2012, 05:44 AM #5
Registered
- Join Date
- Sep 2011
- Posts
- 474
Originally Posted by toughtool
I thought the same thing and mentioned it in an email to them before buying. They said it was likely a mistake, and the "42" in the DQ542MA designation denotes 4.2A. Livin on the edge!
I came across this on the Yahoo group. Its how another guy wired his identical BOB:
Im thinking he omitted quite a bit as he leaves out the ground wiring.Stepper controllers are wired to breakout board as below.
X =
P2 Puls (-)
P3 Dir (-)
Y =
P4 Puls (-)
P5 Dir (-)
-
04-25-2012, 05:46 PM #6
Gold Member
- Join Date
- Jan 2010
- Posts
- 2141
Originally Posted by SwampDonkey
There are (at least) two ways to hook up the breakout board to the driver.
The way that was recommended earlier will work if your breakout board outputs can source enough current to drive the LEDs in the driver's input circuit.
Some breakout boards do better at sinking current than at sourcing current. The description that you quoted from the Yahoo group sounds like that user has wired up the breakout board to sink the driver's optoisolator currents, which is why the hookup is to the minus (-) puls and dir terminals. In such a hookup, the puls+ and dir+ terminals would be connected to a positive voltage (such as +5 volts). [similar for enable, or leave enable disconnected]
As for your problem with the axis going in the same direction no matter which direction you jog it, some of the most likely causes would be either incorrectly configuring the axis direction pin in Mach3, or using the wrong cable between the PC and the breakout board, or a bad connection to the dir terminal on the breakout board (or the wrong terminal chosen on the breakout board, or an incorrect jumper setting on the breakout board).
It is unlikely that the E-stop would have anything to do with that symptom, because Mach3 should not be sending step pulses to the driver if the E-stop has been tripped.
One more note - it looks like your breakout board has built-in optoisolators, which means that you will be driving the optoisolators in your drivers through the optoisolators in your breakout board. That is generally a "bad idea" - you might want to get a different breakout board.
-
04-25-2012, 05:45 AM #7
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
That's not a problem at all. He just has to set the current limit to 4A, and he'll be getting slightly less than rated torque from the motors. There is NO risk to the drivers at all. Originally Posted by toughtool
Regards,
Ray L.
-
04-25-2012, 05:48 AM #8
Registered
- Join Date
- Aug 2010
- Posts
- 0
swampdonkey
,
When running a job, the computer outputs a series of pulses for each motor, one for direction (forward or reverse, called DIR), and one for steps, to rotate the motor so many steps. If you want the X axis to travel 100 units in the positive direction, the DIR = +, and STEP will get 100 pulses to turn the X axis motor 100 steps. Travel distance will be determined by the pitch of a leadscrew or ratio for a gear/belt or gear driven rack and pinion system. The "G" code commands [lines] contain the information as to which motor, how many steps, and what direction the motor needs to be turned. Like basic programming, each "G" code line is executed in order, unless sent to a different (like a subroutine) line. The other inputs and outputs (i.e. ENA+) are sensing inputs for limit and or emergency stop switch devices and other things. Joe
-
04-25-2012, 06:06 AM #9
Registered
- Join Date
- Aug 2010
- Posts
- 0
Ray, It would be my luck to turn it on and it already be set for full current and smoke it before I could adjust it. I'm running old IBM unipolar motors so I built my own drivers using a MOSFET that can handle 45 amps, driven with a CMOS gate. I even manged to smoke one of them once, but at $1.50 each, wasn't much of a problem. I use a current limiting resistor for each winding and not driving them with pulses to regulate the current. Can't tell any temperature change from off to full current after fifteen minutes. So no heatsinks needed. the DQ542MA unit does look simple and small. Joe
-
04-25-2012, 02:07 PM #10
Registered
- Join Date
- Sep 2011
- Posts
- 474
Thanks for the info. I set up mach 3 according to the tutorial (assigned pins and such) and now the motor will turn when jogged....in one direction. I can hit the x+ and x- buttons and it spins in the same direction regardless. Once again, im stumped. I tried different pin combinations and it doesnt work at all. Could the e-stop have something to do with this? I saw iy mentioned while doing research on the problem but they didnt go into much detail. Thanks! Originally Posted by toughtool
-
04-25-2012, 05:43 AM #11
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Which BOB output is used for which function is determined by how YOU configure Mach3. And since that BOB does not seem label many of the terminals, I can't help you with that. I assume that top row is pins 2-9, with grounds between each pair, but no way to know for sure. That's the problem with buying Brand X Chinese parts.... You'll have to contact the seller and ask them. Originally Posted by SwampDonkey
Regards,
Ray L.
-
05-01-2012, 12:24 AM #12
Gold Member

- Join Date
- Nov 2009
- Posts
- 4415
Hit the "Tab" key. There will be an MPG flyout. Within that flyout there will be a % of speed setting. What happens if you hit "shift" and the directional hotkey? Does it go much faster?
-
05-01-2012, 12:30 AM #13
Registered
- Join Date
- Sep 2011
- Posts
- 474
Yeah, thats what ive been using to test the motors. No, the very fastest it will go is still painfully slow. Originally Posted by Fastest1
-
05-01-2012, 12:26 AM #14
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
Steppers do get hot. They shouldnt be hot enough to burn your hand however their heat can startle you. Are they really that hot? Uncomfortable for sure. If they are really hot, your amperage setting on your driver is too high.
-
05-01-2012, 12:35 AM #15
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
Did you get the directional issue cured? It was mentioned above that most likely a step/direction pin being backwards in my experience or the stepper itself being wired up incorrectly.
-
05-01-2012, 12:37 AM #16
Registered
- Join Date
- Sep 2011
- Posts
- 474
Yes, I got the direction working fine. Just trying to sort out the slow motors at the moment. changing the number of steps per rev in Motor Tuning did nothing. They move at about 1/3rd of an RPM. Originally Posted by Fastest1
-
05-01-2012, 12:38 AM #17
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
do they lock when powered?
-
05-01-2012, 12:39 AM #18
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
So most likely they are locking. What is your velocity set to?
-
05-01-2012, 12:42 AM #19
Registered
- Join Date
- Sep 2011
- Posts
- 474
Oh, sorry, they actually take about 3 seconds to make 1 rpm. Originally Posted by Fastest1
I can turn the shafts by hand, they make a vibrating clicking noise when this is done, but its not hard.
Velocity is set at 120 IMP
-
05-01-2012, 12:49 AM #20
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
You can turn them by hand when powered up? How about your steps per unit within Mach3? Where are the dip switches set on the driver?

 Reply With Quote
Reply With QuoteSimilar Threads
-
Digital tool dr902 wiring diagram
By brockadeau in forum BobCad-CamReplies: 2Last Post: 10-20-2014, 01:51 PM -
Keling Digital driver problems
By 996pilot in forum Stepper Motors / DrivesReplies: 8Last Post: 01-12-2013, 12:25 AM -
digital stepper driver recommendations
By dsnaith in forum Stepper Motors / DrivesReplies: 0Last Post: 11-30-2012, 10:50 PM -
Digital Stepper Driver
By kolias in forum Open Source CNC Machine DesignsReplies: 2Last Post: 03-08-2012, 02:03 PM -
Can you pulse a digital driver manually?
By Fastest1 in forum Stepper Motors / DrivesReplies: 5Last Post: 08-18-2011, 06:35 AM
