



So let me get this straight, the one flute end mill is designed for routers because they cannot run their spindles slow enough?Originally Posted by BobWarfield

The reason for the single flute end mill is that they cannot get the feed rate high enough to get the chip load where it needs to be to prevent the flutes from clogging. The way you describe it is just confusing.
You need to be very careful about advising people to slow their feed rate in aluminum. Slow feed rates in aluminum lead to BUE and flute clogging. You have to maintain the chip load to prevent this.
Thread: Tips to improve surface finish?
Results 81 to 100 of 101
-
08-19-2012, 04:48 AM #81
 Registered
Registered
- Join Date
- Apr 2006
- Posts
- 76
-
08-19-2012, 04:55 AM #82
Registered
- Join Date
- Apr 2006
- Posts
- 76
Once again you confuse spindle speed with feed rate. A 3 flute increases your feed rate by 1.5, the spindle speed remains the same. I run 4 flute in aluminum all the time. Originally Posted by BobWarfield
I do not agree about the chip load. As you approach the max SFM (around 3000 in aluminum), decreasing the feed rate can destroy an end mill in fractions of a second. This is why it is so hard to prove out a program when you have a lot of RPMs to play with. You have to reduce the RPMs when you reduce the feed rate.
If you cannot get a nice surface finish in aluminum using regular old end mills, there is a larger issue. Obviously the work holding method is the primary factor in this example.
-
08-19-2012, 05:58 AM #83
Gold Member
- Join Date
- May 2005
- Posts
- 2502
UWP_Wes, why does reducing the feed rate destroy the end mill in fractions of a second? Is no reduction at all possible, or is there something more at work here? Originally Posted by UWP_Wes
My answer is that there is a particular phenomenon the governs how far you can reduce the feedrate. It's pretty straightforward to understand, and very quantifiable. It behaves the same regardless of surface speed, however, the cutter will fail faster if you're already at the surface speed limit because it will overheat, soften, and dull the edge that much faster.
You only need to maximize chipload to maximize MRR's. The sweet spot for surface finish will involve somewhat less chipload. The lower limit of chipload is a function of the radius of the cutting edge. That's not the radius of the tool, but the radius of the edge itself if highly magnified.
Here are the two cases:
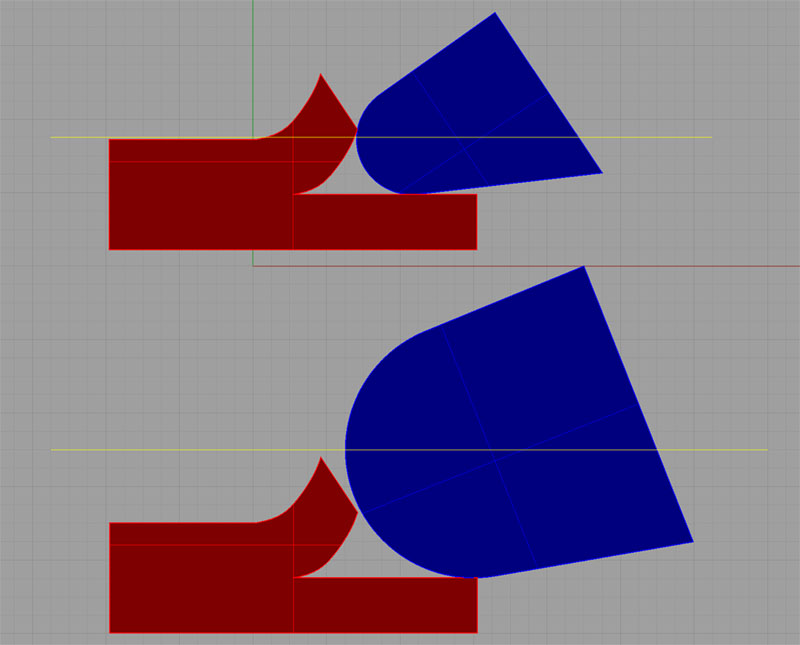
The top one has a chipload > edge radius. Lower one has chipload less. Top one shears through the cut by getting the edge radius under the chip, while the bottom one has to scrape the material. That's what's referred to when machinists talk about running too slow and "burnishing" or "rubbing".
And yes, it will dramatically increase BUE in aluminum if you get close to this chipload range. You can see pretty graphically why from the drawing. The lower image is practically inviting the aluminum to weld itself to the edge.
But there are chiploads that do not burnish that are much less than the recommended chiploads which are aimed at MRR. Given that all chips leave a scallop behind but smaller chips leave a smaller scallop, you want to run less chipload to get a better finish.
The biggest issue is most cutters don't have a documented edge radius to go by. You have to pick a guestimate. 20% of recommended chipload as the absolute lower limit is a pretty good guestimate in my experience, but if you want to be on the safer side use a higher percentage.
Cheers,
BWTry G-Wizard Machinist's Calculator for free:
http://www.cnccookbook.com/CCGWizard.html
-
08-19-2012, 06:19 AM #84
Registered
- Join Date
- Dec 2004
- Posts
- 783
I cut this last night, using the 3 flute 1/8" viper endmill, 14000 rpm, 25-30 ipm .03" DOC.

I guessed at the rpm and feedrate based on test cuts and adjusted rpm for a nice sound. Used a water based lube/coolant from think&tinker in spritzes.
would be Interested on the math here to compare with destiny tools specs. Maybe put the thread back on track, or have 4 of you come up with different numbers and argue about it
-
08-19-2012, 06:24 AM #85
Registered
- Join Date
- Oct 2011
- Posts
- 0
You would benefit from a much larger endmill. 1/4 or even 5/16 Originally Posted by Dylwad
-
08-19-2012, 06:26 AM #86
Registered
- Join Date
- Oct 2011
- Posts
- 0
Lol dude.. don't even bother with Bob. I spent 7 pages arguing with him about this to the point he went whining to the moderators Originally Posted by UWP_Wes
-
08-19-2012, 01:04 PM #87
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Unless you're running on a very lightweight mill, you should be able to do roughing at a MUCH deeper DOC. I do most of my roughing with 1/8" tooling at a 0.100" DOC, and comparable RPM-adjusted feedrates (8200 RPM, 18 IPM), with HSS tooling. Originally Posted by Dylwad
Regards,
Ray L.
-
08-19-2012, 01:39 PM #88
Registered
- Join Date
- Dec 2004
- Posts
- 783
Not enough room, some of the slots are only .22" wide, and not a fan of tool changes unless the tools have depth rings. Originally Posted by SirDenisNayland
And its a one-off piece. I used a 1/4" end mill to surface both sides of the 3/8 extruded piece though.
-
08-19-2012, 01:45 PM #89
Registered
- Join Date
- Dec 2004
- Posts
- 783
Its a cncrouterparts based 24x48x7" router with a 2.2kw water cooled spindle. Its modified from their design to be more rigid, but nothing like a real mill with flood coolant and power under 8000rpm. Originally Posted by HimyKabibble
Also plunging .1" in aluminum scares me as the cam I use 99% of the time wont let you ramp into the cut, and cut2d isnt as user friendly for the one-off design-as-you-go pieces
-
08-19-2012, 08:09 PM #90
Registered
- Join Date
- Mar 2011
- Posts
- 525
It looks like you are milling 5 sides, then flipping the plate and surfacing to separate the individual parts.
How do you keep the small parts from being grabbed and destroyed when you flip you plate over and surface the other side?
Originally Posted by twocik
Kelly
www.finescale360.com
-
08-19-2012, 09:56 PM #91
Registered
- Join Date
- Dec 2003
- Posts
- 673
Ray, I managed to break 3 endmills this week using 2 flute solid micrograin carbide at 5100rpm and 3 ipm at 3/16 doc... just too much doc? Didn't really seem to matter how slow I went. Originally Posted by HimyKabibble
-
08-19-2012, 10:33 PM #92
Registered
- Join Date
- Dec 2004
- Posts
- 783
It looks like the parts get bolted to another plate from underneath, one of the pics shows the back side of the parts after the last operation and you can see the bolts. Originally Posted by kregan
-
08-19-2012, 10:35 PM #93
Gold Member
- Join Date
- May 2005
- Posts
- 2502
What was your width of cut (stepover)? Originally Posted by Spinnetti
BWTry G-Wizard Machinist's Calculator for free:
http://www.cnccookbook.com/CCGWizard.html
-
08-20-2012, 12:07 AM #94
Registered
- Join Date
- Oct 2011
- Posts
- 0
Spinnetti:
Are you running coolant? Your speeds and feeds, as well as the depth of cut seem pretty conservative to me.
Bob asked about your radial depth of cut (the width of the cut) because even at greater than half the width of your tool you're only looking at a max of .0003" chipload per tooth. As bob explained in an earlier post, this may not be enough for the edge of the tool to actually get "under" the material.
This leads to excessive rubbing, chip welding, and ultimately broken tooling. As your width of cut reduces beyond half the cutter diameter your chipload decreases exponentially.
What you may be experiencing is the effect of going TOO slowly. If you have no coolant running or at the very least an air blast this will happen all too quickly. Personally I've never had much luck running aluminum without at minimum an air blast.
Cheers
Edit:
Also, theoretcislly climbing may help with the situation as it allows the cutter to bite into what would be the thickest portion of the chip first. If its not able to bite in and cut it may just be displacing material. But I know you have rigidity issues so they likely outweigh this option
-
08-20-2012, 02:29 AM #95
Registered
- Join Date
- Dec 2003
- Posts
- 673
Originally Posted by SirDenisNayland
Hmm. I'm using flood coolant, and doing climb cuts, at 50% and more radial depth - up to 100% ... maybe I need to speed up and see what happens. I'll try other workholding too.
-
08-20-2012, 02:54 AM #96
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Try starting at a very shallow DOC, and high feed, then gradually increase DOC until you run into trouble. With a 1/8" tool, you should easily be able to cut at least 1/16" deep, probably more. What is the flute length on the tool? You want to use the shortest flutes that will do the cut. A larger shank also helps. My 1/8" tools are mostly 1/4" or 3/8" shanks. Originally Posted by Spinnetti
Regards,
Ray L.
-
08-20-2012, 03:03 AM #97
Gold Member
- Join Date
- May 2005
- Posts
- 2502
As Denis says, chipload is down around 0.0003". Recommended is circa 0.0015. You're at that 20% of recommended number I suggest as the absolute lowest to risk before rubbing. If the cutter is at all dull, you probably are rubbing it.
You would probably be fine just upping the feed to about twice what you're running. Use Ray's method to be conservative since you've already broken a few. Recommended feed from G-Wizard for this cut is 10.7 IPM, FWIW.
For hobby mills, also look very closely at runout. I broke 4 1/8" endmills one day due to a bad ER collet. The collet was new and a name brand, but it was in a cheap ER chuck. I kept measuring the chuck taper and seeing it was true. It wasn't until I checked it against the cutter shank that I discovered how bad it was--0.0015".
That was plenty to kill a few endmills since the runout is additive to the chipload. That's probably not your issue given how low chipload was, but I always bring it up as worth looking at.
Cheers,
BWTry G-Wizard Machinist's Calculator for free:
http://www.cnccookbook.com/CCGWizard.html
-
08-20-2012, 12:25 PM #98
Registered
- Join Date
- Dec 2003
- Posts
- 673

Thanks guys... I'll up the feed and work into the radial DOC. I also figured out how I will fixture it that should work better and not take forever... stay tuned - I'll report back when my new endmills get here
-
08-20-2012, 06:33 PM #99
Gold Member
- Join Date
- Jul 2007
- Posts
- 1602
Methinks you are ready to learn about tool tables: CNC Mill Machining Videos look for the "Tormach Tool Change" link about 1/3 of the way down the page. Originally Posted by Dylwad
bob
-
08-20-2012, 07:25 PM #100
Registered
- Join Date
- Dec 2003
- Posts
- 673
He doesn't have a Tormach - its a router machine... drifted off scope a bit there from the original topic of tormach/finish. Originally Posted by rowbare

 Reply With Quote
Reply With Quote



Similar Threads
-
Tips on a really nice side milled finish in aluminum
By Kerry Harrison in forum Bridgeport / Hardinge MillsReplies: 5Last Post: 12-29-2009, 04:29 PM -
how to improve surface quality?
By davidsutton in forum Uncategorised CAM DiscussionReplies: 4Last Post: 07-15-2008, 01:27 PM -
Just can't get any sort of good finish boring aluminum on lathe - tips?
By SRT Mike in forum MetalWork DiscussionReplies: 22Last Post: 06-30-2008, 05:42 PM -
Surface Finish
By life3970 in forum Mini LatheReplies: 2Last Post: 11-07-2007, 07:00 PM -
surface finish
By fadalman in forum BobCad-CamReplies: 2Last Post: 03-03-2007, 08:30 AM
