



Thanks Steve. Keep it coming!
Thread: Model V8 engine plans required
Results 61 to 80 of 525
-
07-27-2010, 05:48 AM #61
 Registered
Registered
- Join Date
- Oct 2006
- Posts
- 708
-
07-29-2010, 01:40 AM #62
Registered
- Join Date
- Dec 2006
- Posts
- 603

-
08-01-2010, 09:24 PM #63
Registered
- Join Date
- Aug 2009
- Posts
- 899
Wow that is awesome. how long did it take to mill that block down and what kind of mill did you machine it on?
-
08-01-2010, 10:13 PM #64
Registered
- Join Date
- Oct 2006
- Posts
- 708
 Originally Posted by eartaker
Originally Posted by eartaker

Already answered. See:
http://www.cnczone.com/forums/showpo...4&postcount=35
http://www.cnczone.com/forums/showpo...7&postcount=40
http://www.cnczone.com/forums/showpo...8&postcount=43
-
08-03-2010, 12:19 AM #65
Registered
- Join Date
- Dec 2006
- Posts
- 603
Hello everybody!
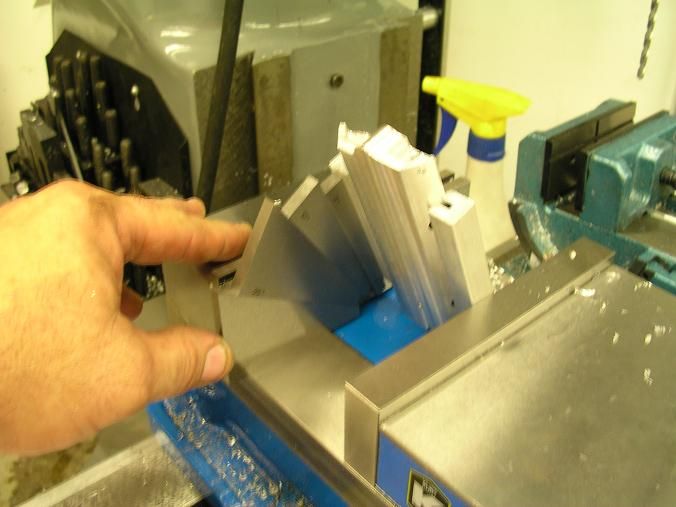
Finally managed some progress this week. I spent the weekend at the Detroit Maker Faire so today I almost finished the intake manifold. First thing i did was drill the mounting holes thru and then spotted the passages with an endmill about an eigth down.

Finished drilling the water passage and the fuel passages on both sides. The vise is tipped on a 5 degree angle.

Wasen't sure about this one but i used the new angle blocks to tip the part at 68 degrees. I was a little worried but it worked perfectly.
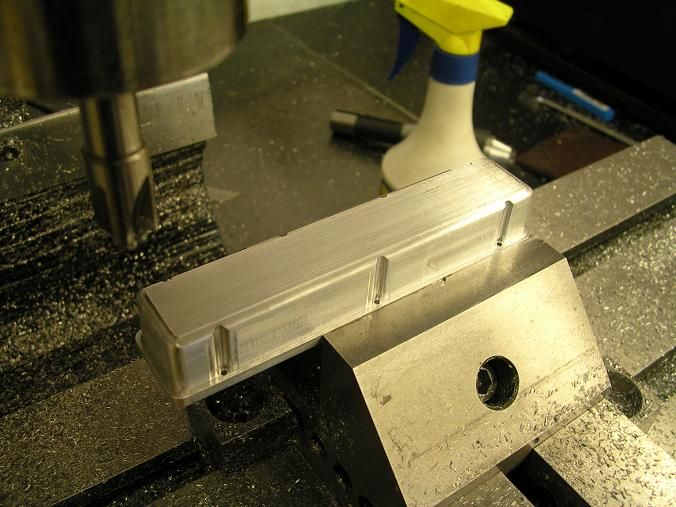
Then I drilled to intersect the fuel passages both forward and backward.

Bolted it on the block to be sure it fits. The only thing left is to drill the distributor hole and finish threading a few holes and it should be a keeper.

-
08-06-2010, 11:33 PM #66
Registered
- Join Date
- Dec 2006
- Posts
- 603
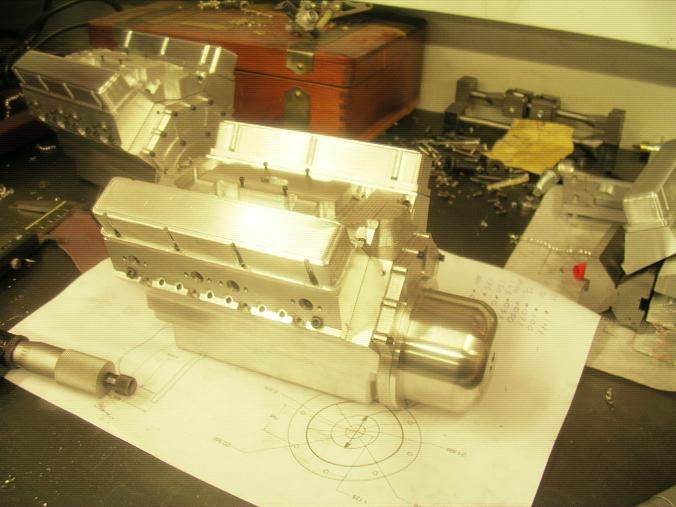
The valve corvers took forever.

-
08-07-2010, 04:52 AM #67
Registered
- Join Date
- Oct 2006
- Posts
- 708
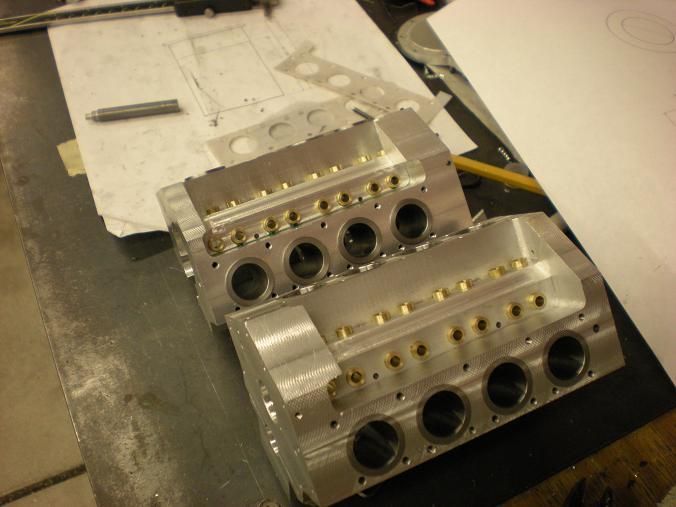
Nice looking twins you have there, Steve!
What are you going to do with them, if that isn't a rude question?
-
08-07-2010, 06:05 PM #68
Registered
- Join Date
- Dec 2006
- Posts
- 603
Originally Posted by dynosor
They will be displayed at shows. I might make the plans available. If not I might ask Rhemus if he would like to do a piece and the plans in MEB magazine. One with just a carb and one with a blower if i can pull it off.
-
08-13-2010, 10:43 PM #69
Registered
- Join Date
- Dec 2006
- Posts
- 603
Managed some garage time today. Worked on the bellhousing.

I still need to drill the hole pattern to mount the piece but that should be a quick deal!
-
08-15-2010, 09:06 PM #70
Registered
- Join Date
- Dec 2006
- Posts
- 603
Had the chance to make some cylinder liners today.



-
08-15-2010, 09:32 PM #71
Registered
- Join Date
- Oct 2006
- Posts
- 708
Originally Posted by stevehuckss396
Niftey!
Steel or cast iron? Reamed or cut with a boring bar? Honed? CNC? Too many questions?
-
08-15-2010, 09:41 PM #72
Registered
- Join Date
- Dec 2006
- Posts
- 603
Originally Posted by dynosor
Steel
Boring bar
Not yet honed
Not CNC
Looking for a lathe. Then the lathe i have now will be CNC!
-
08-21-2010, 09:59 PM #73
Registered
- Join Date
- Dec 2006
- Posts
- 603
One done, one to go
Tomorrow the other block will get finished.
-
08-25-2010, 11:51 PM #74
Registered
- Join Date
- Dec 2006
- Posts
- 603
Victory!
Both blocks are completed! Not sure where i'm going to go from here. I have to work 12 hour days for the next week so I will have lot's of time to figure it out!!!!!

-
08-27-2010, 09:50 PM #75
Registered
- Join Date
- Aug 2010
- Posts
- 0
I am IMPRESSED! Not only with your great work and design but the philosophy of keeping it as simple as possible for...well not beginners but I suspect this project (with your plans and some forum assistance) should be doable by anybody who is ready for multi cylinder projects. I think leaving lubrication of the top end up to the operator is a great way to keep things reasonable. PLEASE make the plans (AND CAD/CAM/G-Code) available when you are done!
Looking at the size I believe I should be able to do all the milling on my Taig 4 axis CNC. Do you agree? How is it your big mill has only five inches of Z? Tool holder clearance?
I am NOT ready for such a project but I WILL purchase the plans as soon as they become available.
Will you also release the supercharger plans "if you can manage it"?
Gary B in BC starting (still a lot of frustration) to enjoy CNC
-
08-27-2010, 11:29 PM #76
Registered
- Join Date
- Apr 2010
- Posts
- 486
My Bridgeport has only 5" of Z travel. Lots of table travel, (10 x 18) but not much Z. Originally Posted by fly_boy_bc
Tom
-
08-28-2010, 12:21 AM #77
Registered
- Join Date
- Dec 2006
- Posts
- 603
I'm not sure but the hardest part is boring the crank and cam tunnels. The block is 4.936 so if you could do a bore that deep on your equipment, you can do the rest. I have seen folks do the boring on the lathe but it is much more work. Originally Posted by fly_boy_bc
5 inches is the standard travel for a Bridgeport milling machine.
Thanks !!
-
08-28-2010, 07:38 PM #78
Registered
- Join Date
- Aug 2010
- Posts
- 0
Wow colour the noob surprized! My little taig is 5.5x12x6! With a max z hight of 9". Originally Posted by stevehuckss396
Should be no problem at all
-
08-28-2010, 07:42 PM #79
Registered
- Join Date
- Aug 2010
- Posts
- 0
All I have to do is take lighter cuts.
Wow colour the noob surprized! My little taig is 5.5x12x6! With a max z hight of 9". Originally Posted by stevehuckss396
Should be no problem at all
-
08-31-2010, 08:59 AM #80
Registered
- Join Date
- Feb 2007
- Posts
- 5
Hi,
could you imagine to give away the plans on installments? :idea:
Then i could start with the block and build the other parts as they are ready.
I will have to do a metric version of the plans since i live in germany.
Thanks
Adrian

 Reply With Quote
Reply With QuoteSimilar Threads
-
Engine Plans
By nzer in forum MetalWork DiscussionReplies: 1Last Post: 08-03-2012, 05:14 PM -
I.C. engine plans
By cumminsman in forum I.C. EnginesReplies: 7Last Post: 04-10-2012, 11:43 PM -
Does anyone have any good jet engine plans?
By flyguy1254 in forum Hobby DiscussionReplies: 18Last Post: 04-16-2010, 10:28 AM -
Jet Engine plans
By godspeed in forum Hobby DiscussionReplies: 3Last Post: 05-18-2007, 11:34 AM
