



Oh one more thing spindle bearing wise I am not worried at all. I replaced mine a long time ago with Class 4 Nachi Japanese bearings and Kluber ISO Flex 15 grease.
I had almost forgot about that. When I first took delivery of my Mikini the spindle squeaked like a mouse. Squeak, squeak squeak. So I had to deal with that almost right away.
Ah Mikini quality... good times, good times.
Results 181 to 200 of 337
-
07-02-2012, 04:46 PM #181
 Registered
Registered
- Join Date
- Dec 2008
- Posts
- 263
-
07-02-2012, 04:56 PM #182
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
Are those bearings a straight swap, or did it take modification? Originally Posted by allenj20
Originally Posted by allenj20

Thanks for keeping us all in the loop!CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
07-02-2012, 05:11 PM #183
Registered
- Join Date
- Dec 2008
- Posts
- 263
They were a straight swap they are a standard size bearing there are four of them and they are installed in pairs. It was a bit tricky to get the bearing races out I learned a neat trick about welding a bead on the inside of the bearing race which caused it to shrink and it fell right out.
When installing them you want to be careful about contaminating the grease I cleaned everything with brake cleaner. Wore some nitrile gloves and worked on blue shop towels. Also there is a specific amount of grease you need to use. I used a syringe to measure the grease amount which I got from the Nachi spec sheet.
Here's the data on what I ordered from VXB still had it in my email archive.
Kit10873 7006CYDUP4
Nachi Angular Contact Bearing 30x55x13:Abec-7:Japan 1 $221.83
Kit10874 7007CYDUP4
Nachi Angular Contact Bearing 35x62x14:Abec-7:Japan 1 $257.24 $257.24
Shipping: UPS Ground $11.37
Sales Tax $0.00
Total $490.44
-
07-02-2012, 05:52 PM #184
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
Yikes, again on the spendy side! Thanks for the info, and I hope I don't need to refer to it soon! I don't have a bearing issue now, but was curious if the "extra" load from the properly performing spindle could cause some pre-mature wear compared to the load placed by the underpowered spindle Mikini has on there... Time will tell, I guess. In the end, though I really don't use my machine enough that it will ever matter, I guess. Though I think if it would munch through parts faster/easier/more reliably I might use it more...
CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
07-02-2012, 08:20 PM #185
Registered
- Join Date
- Jul 2006
- Posts
- 367
Allen, the control panel looks goooood!!!!! and thanks for the bearing info. I'm a little concerned with my spindle bearings. Lately they seem to be getting somewhat heated.
As for the mpg, I rarely use mine, since my Mikini front display doesn't work and I don't even use the manual mode anymore.
But, I did install the Xbox 360 controller. Works really well under Mach3. I'll post a video on how it works. Almost eliminates a keyboard, but not quite pete
pete
-
07-26-2012, 03:12 AM #186
Registered
- Join Date
- Dec 2008
- Posts
- 263
Finished the control panel
Hi All
Here's a video of the finished new control panel.
[ame=http://www.youtube.com/watch?v=lr95LqBP5Qw]New CNC control panel - YouTube[/ame]
-
07-26-2012, 10:52 AM #187
Registered
- Join Date
- Jul 2006
- Posts
- 367
Allen, it looks great!!!! I can't wait to see how it cuts. As for the probe, I have one very similar and as you, I was kinda concerned with the Z positioning. Since all my machining is aluminum and the tip of the probe is insulated from the body. I modified the probe so the tip is always active high. I like that fact if I goof, there is some play in the tip
Phil should be taking lessons from these posts. I wouldn't be surprised if Mikini came out with an AC/VFD version of this mill in the future. That's if they are still in business.pete
-
07-26-2012, 06:36 PM #188
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
A similar procedure being undertaken on a Novakon...
http://www.cnczone.com/forums/novako..._nm-145_a.htmlCAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
10-07-2012, 12:07 AM #189
Registered
- Join Date
- Mar 2009
- Posts
- 199
Allen,
How about a performance update on your conversion.
Chris
-
10-11-2012, 05:56 PM #190
Registered
- Join Date
- Dec 2008
- Posts
- 263
Hey Chris,
I can report it is just chugging right along. I have just been using the mill since my last video instead of working on it :cheers:. No spindle alarms or broken bits. Just making parts the way it is supposed to have been from the start.
Here is my latest project
It's a telescope pier mounting system I did on the Franken-Mikini
[ame=http://www.youtube.com/watch?v=dtlVxDd8XeU&feature=share&list=UUj5RJzhUOK nVaKY7_VHKg1w]New telescope pier mounting setup CNC project - YouTube[/ame]





-
10-11-2012, 09:41 PM #191
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
That looks great! I need to swap the drive on mine... Just too much going on lately to make any moves on it...
CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
10-12-2012, 12:02 AM #192
Registered
- Join Date
- Jan 2006
- Posts
- 58
Looks great Allen! I finally have time to start rebuilding mine. I ordered some parts for my counter weight system and have the other bits 'out'... so I can remember what I was thinking of doing...
Allen, what settings are you using on the VFD?
-
02-04-2013, 05:32 PM #193
Registered
- Join Date
- May 2010
- Posts
- 11
Allen,
I'm glad that I found this thread. Thank you for the great work in documenting the conversion. I wasn't going to than spend another dime or minute fixing this worthless POS. I thought I did my homework before buying it. Boy was I wrong. It's the worst investment I've ever made. I've been fighting it for over 2 years. Watching your videos has given me new hope. My conversion starts today.
-
03-14-2013, 02:36 AM #194
Registered
- Join Date
- May 2010
- Posts
- 11
Allen,
Once again thank you for the great documentation on this project. My motor and motor control is in place and I'm ready to purchase a BOB. I wondering if in hindsight there is something you would have done differently with the electronics. I don't have a lot of experience in this area so it's intimidating, but it doesn't look that difficult. I'm planning at this point to use the smooth stepper with the BOB that you used, but have some reservations on the limit switches. Any thoughts on this are appreciated.
-
03-14-2013, 04:55 AM #195
Registered
- Join Date
- Dec 2008
- Posts
- 263
I don't believe I would change a thing. The mill is finally working great. I was working last weekend on a project to convert a lathe to CNC (G0602). I was making a bearing block from 6061 T6 I needed a hole .984 diameter. GWizard was suggesting I could do this at 81 IPM. Now I had gotten in to the habit of cutting Gwizards recommendation in half or even using a third with the old spindle. And even after the new spindle I was too shell shocked to run full recommended feeds and speeds based on previous stalls and broken bits. This time I said what the hey let's see what happens.Cut it like butter, zero drama, just there's your hole and fast. And the Diameter is .984 could not be happier.
-
03-14-2013, 05:23 AM #196
Registered
- Join Date
- May 2010
- Posts
- 11
This sounds too good to be true. I'm really looking forward to actually cutting something instead of just wearing out and chipping tools. I'm on to the next step. Thanks again.
-
03-14-2013, 08:01 AM #197
Plastic
- Join Date
- Mar 2013
- Posts
- 0
And practice before you put the actual chip on.






-
03-18-2013, 08:03 PM #198
Registered
- Join Date
- Aug 2010
- Posts
- 599
That is fantastic news! One day I will do this conversion if I don't get rid of the machine first or die. That's the way it should have been cutting from the start. I see Mikini has not been by in a long time to talk about the issue. Really Mikini!?! Is it that ****ing hard to get the goddamn spindle to work on your stupid machine. I mean the rest of the machine is *decent* so why **** up one of the most important and integrated parts to make it almost literally unusable. Worst investment of my life too. Maybe one day I can take the time and money to fix it and actually use it again. Originally Posted by allenj20
-
05-29-2013, 07:09 AM #199
Registered
- Join Date
- May 2010
- Posts
- 11
Allen,
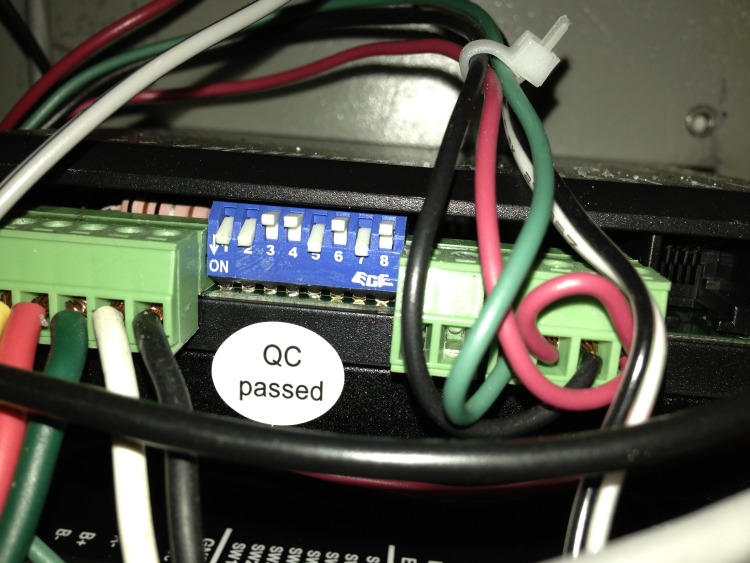
I'm making progress on my conversion and would like to pick your brain if I may. Can you tell me how you set the switches on the Kelling drives for the Mikini motors?
-
06-05-2013, 05:22 AM #200
Registered
- Join Date
- Dec 2008
- Posts
- 263
Picture being worth a thousand words and all that here you go sorry for the delayed reply

 Reply With Quote
Reply With QuoteSimilar Threads
-
Temperature on Spindle Motor (replacement with treadmill motor) on X2 or X3
By Vogavt in forum Benchtop MachinesReplies: 1Last Post: 03-06-2013, 05:19 AM -
Replacement Motor Brushes For Sherline Mill AC Motor
By Lessons in forum Benchtop MachinesReplies: 0Last Post: 07-17-2010, 02:34 AM -
Project! Haas Vector Drive replacement, MOCON board / Brushless Servo Amp interface
By marvinmfg in forum Haas MillsReplies: 12Last Post: 07-11-2010, 03:04 AM -
replacement motor for PML&Kollmorgen DC Brush Servo Motor
By fymroger in forum News AnnouncementsReplies: 2Last Post: 10-24-2008, 09:36 AM -
Possible replacement motor for an X3?
By tauntdesigns in forum Benchtop MachinesReplies: 6Last Post: 05-17-2008, 04:24 AM
