



Hi one and all.
This may seem to be a little OT, but I'm experimenting with quartz(sand) filled epoxy, and would like to try uv curing.
I know that uv initiators are used in small amounts, but what I'm trying to find out is can any epoxy be modified in this way.
I can see that the presence of any particles in the resin are going to affect the transmission of uv into the mix, but with the thin sections I'm looking at, this may not be a major problem.
Can anyone point me to an answer to the specific question, or source of initiators in UK or Europe ?
Regards
John
Results 4,661 to 4,680 of 5053
-
10-03-2012, 08:56 PM #4661
 Registered
Registered
- Join Date
- Jun 2005
- Posts
- 1436
It's like doing jigsaw puzzles in the dark.
Enjoy today's problems, for tomorrow's may be worse.
-
10-03-2012, 11:27 PM #4662
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
UV will break down most cured epoxy.
A quick Google search looks like there are UV curable epoxies, but I don't think that most are??Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
10-04-2012, 12:05 AM #4663
Registered
- Join Date
- Dec 2006
- Posts
- 325
John,
Epotek make UV curable epoxies and are available in UK at John P Kummer Limited
Best regards
Bruno
-
10-04-2012, 09:04 AM #4664
Registered
- Join Date
- Jun 2005
- Posts
- 1436
Hi Gerry,
So far I've found benzylphenone often mentioned as an initiator, but it can be stopped by other additives that may have been included in the formulation of the epoxy resin..
There seems to be a difference between uv curing that just triggers the start of the reaction, so that an initial gel forms, then slowly cure to a solid over a matter of hours, and curing to a solid very quickly. They've been around for quite a number of years. The 3d printers were looking at a uv system in2003, but I haven't chased that up yet.
Hi Bruno, Originally Posted by brunog
Originally Posted by brunog

Many thanks for that lead. You've saved me a lot of searching.:cheers:
Regards
JohnIt's like doing jigsaw puzzles in the dark.
Enjoy today's problems, for tomorrow's may be worse.
-
11-21-2012, 11:01 PM #4665
Registered
- Join Date
- Nov 2005
- Posts
- 22
Might look as a silly question after all this expert talk, but did anyone try to fill the mineral mixture by resin infusion under vacuum ? I make C/F parts by this method, why wouldn't it work to penetrate an aggregate mix?
Drop a link if you want to look smart....explain if you want to help
-
11-21-2012, 11:12 PM #4666
Registered
- Join Date
- Jun 2005
- Posts
- 1436
If it's thin enough to difuse in under vacuum, it's either got a solvent/thinner in it which will then slowly evaporate, or the 'thinning' component takes part in the polymerising reaction, and efectively reduces the potential strength of the resin.
That's the best I can do in one sentence
JohnIt's like doing jigsaw puzzles in the dark.
Enjoy today's problems, for tomorrow's may be worse.
-
11-21-2012, 11:12 PM #4667
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
cnc mill parts are usually too large for a user friendly vacuum. you cant bag it, youd need a chamber. Originally Posted by workaholic_ro
-
11-22-2012, 08:54 PM #4668
Registered
- Join Date
- Nov 2005
- Posts
- 22
I need to know what's in your mind when you say "too large". Surface or volume? Originally Posted by ihavenofish
Actually the question was if it is possible and not recommended or easy. I have to insist on this matter, the advantages of this method are huge. I am preparing to start building a small machine, I'll experiment anyway, but opinions of experimented members are valuable.
Resin infusion doesn't hide many secrets from me anymore and I started my career building a concrete dam (a big one), but never tried a combination of these two.
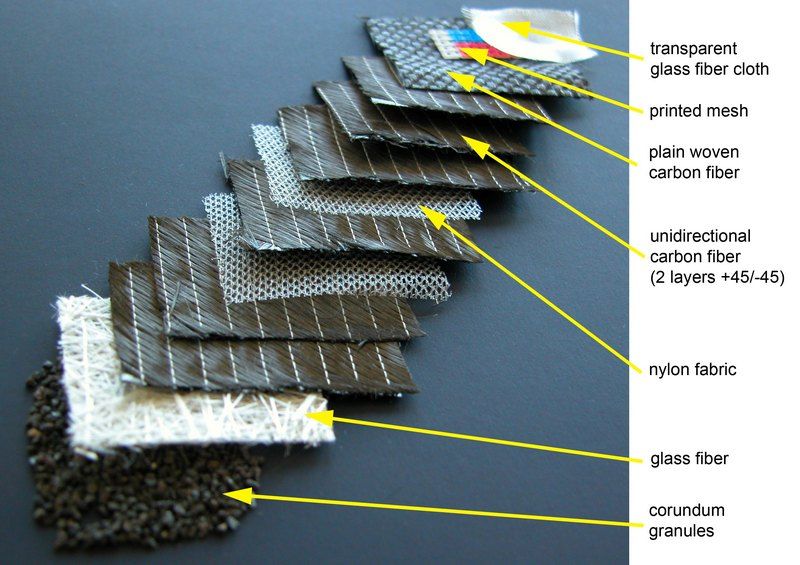
C/F epoxy infusion below, sorry for polluting the thread with off topic pictures, they are about "size". BTW, it is NOT possible to use a chamber to make infusion parts, I can explain why, autoclaves are used AFTER the infusion and they are for pressure and heat. Never for vacuum.


 Drop a link if you want to look smart....explain if you want to help
Drop a link if you want to look smart....explain if you want to help
-
11-22-2012, 09:06 PM #4669
Registered
- Join Date
- Nov 2005
- Posts
- 22
Chemistry has never been my strongest part but no solvents or thinners in epoxy. And the best resin I have ever used, made by Resoltech, four to five times more expensive than a usual one is very thin. And stronger than anything anybody tried here for concrete, as far as I know. Originally Posted by greybeard
Drop a link if you want to look smart....explain if you want to help
-
11-22-2012, 09:22 PM #4670
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
you can use a vacuum for 3 things.
1 is to create an pressure on the surface. vacuum bagging does this. it put up to 14psi onto the surface. this however ONLY works on an object with very little volume - such as the car hood you posted. you can also use a pressure chamber like an autoclave which can create more pressure (and heat).
2 is to infuse a resin. this is done with bagging on composites. this is not what you want with epoxy granite necessarily though. the resin is already infused when mixed.
3 is to remove air pockets. this is done in casting routinely, however it requires a large chamber. one something as big as a mill, the chamber usually needs to be heavy steel and can cost a fortune.
so, there are merrits to using a vacuum for EG, but they are not very easy to implement on the hoby level.
-
11-22-2012, 09:38 PM #4671
Registered
- Join Date
- Jun 2005
- Posts
- 1436
Hi workaholic ro,
I had assumed that someone would post to say it's not a problem of size, but you have shown that to be true as regards c/f(is that carbon fibre ?) and epoxy.
However, I think a more valid problem is one of particle packing.
The main thrust of the thread has been to identify both a recipe and method of producing a mixture that essentially packs the aggregate in the densest possible way.
With that in mind, I think you can see that the problem of diffusing the resin through very small channels might be a bit different to drawing it through a carbon fibre fabric, if that's what your photos illustrate.
Re the epoxy resin. My industrial chemistry experience was a lifetime ago, but I would suggest that the majority of thin resins are diluted.
Obviously there will be some without, but I would hazard a guess that this might be either from a low molecular weight, or 'reactive dilutants'. In either case I would expect the final strengths to be lower than might be achieved from 'pure' high molecular weight epoxies.
Regards
JohnIt's like doing jigsaw puzzles in the dark.
Enjoy today's problems, for tomorrow's may be worse.
-
11-22-2012, 11:16 PM #4672
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
And in nearly 6 years, that main thrust has resulted in the fabrication of ZERO machines.The main thrust of the thread has been to identify both a recipe and method of producing a mixture that essentially packs the aggregate in the densest possible way.
If I recall correctly, there are members that have posted that the density required is not nearly as great as some would have you believe.
I say throw together a from, and infuse away. It's time that someone build something.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
11-22-2012, 11:23 PM #4673
Registered
- Join Date
- Nov 2005
- Posts
- 22
Yes, it is carbon fiber, at least most of it and this is the layer composition of the larger part (the pictures are actually mine, not picked from the internet)
I don't really care about the thinner as long as low viscosity resins are hard enough.
Right, the problem is the particle packing. A dry and pressed aggregate mixture will be more stable without that thin film of resin between the particles contact points. Calculate and simulate the components as much as you want, it will be there. Very thin, but there. If the resin is injected AFTER and not poured in the mold as a slurry, will not have that thin film of resin between the parts. The resin will only fill the free space. In theory, in reality I may be wrong. I made some tests using aluminium powder, looks promising.
No, it works on any volume, vacuum is vacuum regardless the size and the depth of the part. The rest is only a matter of viscosity, hydrodynamic resistance, temperature and reaction speed. These parameters will tell if voids will remain or not. In theory (again) the aggregates will cool the flowing resin, keeping the life pot the same as for small quantities of resin, until there is no more empty space.
If you think that the air pockets can be completely removed from a solid/liquid mixture, you are dreaming. There is a superficial tension and other factors that will take care to stop you doing it.
Why do you insist with the chamber, the process only requires a sealed "skin", with or without resin the sand and gravel mix cannot collapse. It is obvious, solids are not compressible.
What do you find difficult ? vacuum foil is easy to find, and a hobby vacuum pump is fairly cheap. I have three professional pumps (two Alcatel and an Italian one, cant recall the brand now), but what you see in the pictures was made using a cheap chinese sucker. Just keep an eye on possible air leaks.
Sorry gentlemen, you don't help me, if we keep dueling with physics lessons we are not getting everywhere. I need a focused opinion on my idea and not general considerations to add another hundred pages to the thread. I am new to CNC practical things, but an old CAD user and an even older engineer. Came here to learn about CNC, still hoping to find the best aggregate recipe and a system to make the (best) polymer/mineral concrete.Drop a link if you want to look smart....explain if you want to help
-
11-22-2012, 11:25 PM #4674
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
... DO something... as in, make? get hands dirty and end up with an actual part? Originally Posted by ger21
does not compute. :P
-
11-22-2012, 11:32 PM #4675
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
Originally Posted by workaholic_ro
machine column say, 24x6x6.
thats 36+36+144+144+144+144 = 648 square inches.
at 14ps vacuum (29" mercury) thats 9000lbs pressure pulling in on your mould.
most moulds will collapse.
thats my argument against bagging. its not the vacuum principle, its that that specific method would not work on larger volume parts. you need a chamber.
-
11-23-2012, 12:06 AM #4676
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
If the aggregate is tightly packed before infusion, there's no place for the mold to collapse to.machine column say, 24x6x6.
thats 36+36+144+144+144+144 = 648 square inches.
at 14ps vacuum (29" mercury) thats 9000lbs pressure pulling in on your mould.
most moulds will collapse.
But I can see where it might move a bit. If that's the case, pull the vacuum, check for movement. If it's moved, release the vacuum, and re pack. Try again. Because there's no resin in it yet, you have all the time you need to get it right.
Or, if you only need one good reference surface for linear rails, you should be able to build a mold with one rigid side, then it won't matter if the mold collapses slightly?Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
11-23-2012, 04:28 AM #4677
Registered
- Join Date
- Aug 2009
- Posts
- 291
Huh? Originally Posted by ihavenofish

-
11-23-2012, 11:56 PM #4678
Registered
- Join Date
- Jul 2006
- Posts
- 1256
In a vacuum bag the pressure is equal all round and the mold will not collapse.
LarryL GALILEO THE EPOXY SURFACE PLATE IS FLAT
-
11-24-2012, 12:23 AM #4679
Junior Member
- Join Date
- Jun 2007
- Posts
- 3891
i think your missing what im saying. ill have to make a drawing later. Originally Posted by lgalla
ger gets it, but thinks its probably not an issue due to the compacted contents.
he is probabaly right on simple "one precise face" moulds. on something more complex where the sides have critical dimensions, the pressure will deform the mould making the surfaces imprecise.
if you had a small part or a heavy steel mould, youre probably fine.
-
12-06-2012, 11:49 PM #4680
Registered
- Join Date
- Dec 2011
- Posts
- 0
Hi EG guys again,
Did you considered EG for making lathe headstock? I could not find, and here was none to discuss about it, except some guy who just upgraded existing headstock with EG. So, if this should be whole from EG, how it should be?
Also, some conclusion about flat EG surface plates with self leveling epoxy for mounting linear rails?
Peter

 Reply With Quote
Reply With QuoteSimilar Threads
-
Epoxy Granite In Practice (Mineral Casting, Polymer Concrete)
By johnohara in forum Epoxy GraniteReplies: 71Last Post: 08-25-2020, 01:18 PM -
Voice Your Opinion On "POLYMER CONCRETE FRAME" Thread!
By walter in forum PollsReplies: 14Last Post: 11-13-2015, 02:57 AM -
Epoxy granite (Mineral casting, Polymer concrete)---Particle size distribution
By Steven.ji in forum Epoxy GraniteReplies: 9Last Post: 01-15-2014, 11:39 AM -
Index to "Epoxy-Granite machine bases" thread
By walter in forum Epoxy GraniteReplies: 13Last Post: 12-02-2011, 05:45 AM -
Epoxy-Rice Machine Bases (was Polymer rice frame?)
By mdierolf in forum Mechanical Calculations/Engineering DesignReplies: 18Last Post: 11-02-2008, 04:16 AM
