



Hi there!
Great site! I don't even own a CNC machine but still frequent the site quite often... salivating over possible purchases and future projects. Doing metalwork with hand tools is just plain hard work.
I am looking at getting a small machine to do assorted bits and peices. The majority will include work with anodized aluminium panels like those found on 19inch rack units. Anything 1 to 3mm thick. Stuff like IEC & XLR cutouts and engraving. Occasionally I hope to mill small prototype PCB's as well.
At present the small Taig & Sherline mills look pretty ideal... well, on paper atleast. But I have a few questions. Will something like a converted Taig 2019ER or Sherline 5400 handle these duties? I am particularly concerned about the accuracy and cleanliness of engraving the aluminium. From what I've read it is more a job of getting the correct spindle and IPM speed to achieve accurate engravings? If that is the case I am not particular worried about working slowly if it provides a better final product.
While it might not happen a lot, I am expecting that occasionally I will need to engrave the entire length of a 19inch panel. Would it be out of the question to engrave something this large in two parts, given that the table travel on both machines is on around 9inches?
Any insight or experiences would be greatly appreciated!
Cheers!
- Nath
Results 1 to 10 of 10
-
06-22-2006, 03:50 AM #1
 Registered
Registered
- Join Date
- Oct 2005
- Posts
- 12
Realistic expectations of small CNC machines?
-
06-22-2006, 07:50 AM #2
Registered
- Join Date
- Mar 2005
- Posts
- 266
Here are some clearance pictures from the side that might be of interest to you. The position of the table really effects the maximum usable height of items placed on it.
-
06-22-2006, 07:54 AM #3
Gold Member
- Join Date
- Jun 2006
- Posts
- 2512
Nath,
You should have no problem moving the workpiece to complete the engraving in two operations, assuming there is a natrual breakpoint. Even without a break point, with a bit of careful thought and care, you can restart the same cut although you should try to avoid it.
If you are working mostly in aluminum you should be looking for the highest maximum spindle speed possible. Say not less that 4,000 rpm.
Backlash maybe an issue if the engraving detail is small and requires reverse movement of an axis.
What are IEC and XLR cutouts and 19" rack units.
Regards
Phil
 Originally Posted by Sammas
Originally Posted by Sammas
-
06-22-2006, 01:35 PM #4
Registered
- Join Date
- Oct 2005
- Posts
- 12
Thanks for the replies!
I don't think vertical height (z-axis) is going to be an issue that this point, most of the stuff lays flat at about 2 or 3mm's.
Sorry! Im a clown... I assumed people would know what those things are, but when I think about it they are pretty specialised items. They are mostly related to professional audio equipment.
19inch rack cases are these:

Nothing too difficult. The front and back panels are screwed on to the rest of the case, to engrave them I would simply remove them from the enclosure and lay them flat.
Here is an example of just the front panel, its 19inches long, about 3 inches wide and 2 or 3mm thick:

These are panel mount XLR's, they pretty much just require a 26mm circular cutout with two diagonal bolt holes. They then just slide into the hole and are bolted flat against the panel.
XLR:

IEC connectors are those three pong power plugs that you find in the back of computers. Pretty much the same deal as XLR connectors but a slightly harder cutout shape
IEC:

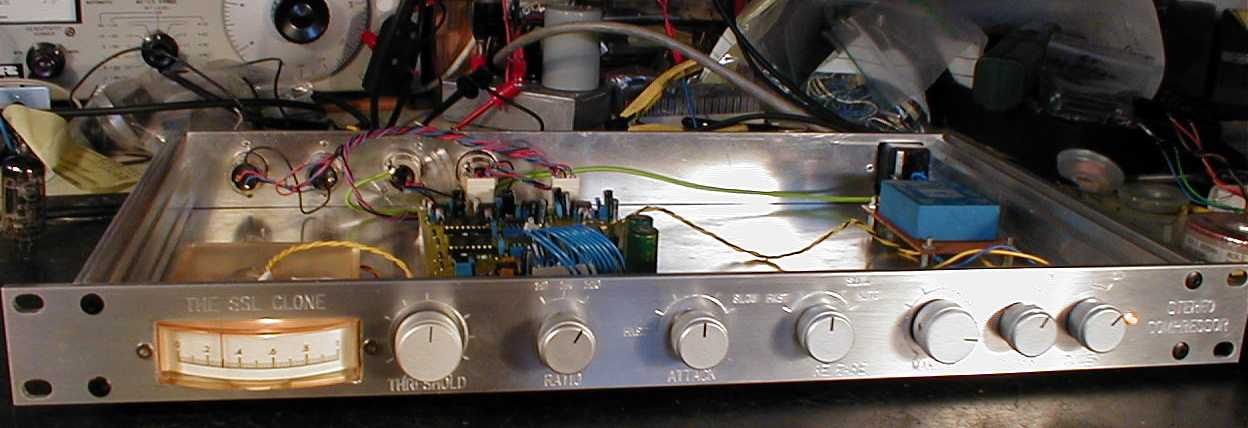
Here is a good example of what I would like to achieve,
Engraving pretty simple fonts, and panel cutouts such as the one for the edgewise meter there on the left. 6-10mm holes for potentiometers to mount, and bigger holes for XLRs and IEC's as seen on the back panel in the rear of the photo. I shouldn't be too hard to engrave four labels on the left then adjust it to do the rest of the labels on the right.
At the moment I am leaning towards a Taig 2019CR-ER mill which includes ER16 spindle and 1/4 horsepower motor that they say is capable of up to 10,000rpm. To this I'll add a CNC kit... perhaps a 3axis servo kit from http://www.cadcamcadcam.com/. I may be overkill though, perhaps steppers will be fine.
Im a little nervous about spending much more than that, I want to take into consideration the cost of bits, coolants, software and other things that I will no doubt need.
-
06-22-2006, 01:47 PM #5
Registered
- Join Date
- Oct 2005
- Posts
- 278
i guess with a gantry type router you could produce the whole unit yourself out of aluminum instead just engraving and buying the racks most woodrouters handle sheet aluminum quite well with a high speed spindle you'ld be cutting and engraving much faster then any of the benchtopmills you suggested so far and you would save on manual labour not having to rearrange the workpiece a few times over even if you don't want to produce the whole rack because of folding a gantry would maybe be faster to do engraving only aluminum though maybe even steel chekk out the woodrouters forum
just my 1cent
-
06-22-2006, 02:19 PM #6
Registered
- Join Date
- Oct 2005
- Posts
- 12
Originally Posted by ironDigit
Absolutely! I understand what you are saying. I rack vintage and esoteric audio gear for clients as a side project from my day job, while most of those will be more 2dimensional jobs I have other passions that include RC gliders and things related that will require more along the lines of a benchtop mill.
I'll take a gander over at the woodrouters forum though, something there may fit the bill even better.
Thanks!
- Nath :cheers:
-
06-22-2006, 05:20 PM #7
Registered
- Join Date
- Jun 2006
- Posts
- 11
I have used a Taig Mill for some time. It will engrave and cut aluminum fine. I would recommend the version with the 12 inches of travel, especially since your parts are 19 inches and you can cover that in two halves. I've been carving wooden wind turbine blades on mine. It is different, because I have no natural breaks in surface to divide the work into halves. What I do is carve an alignment key on the first halve that I can adjust the machine to on the second half of the cut for each side. You probably won't have to do that for your cuts. It took a little practice to get a feel for lining things up for the second half. I have gotten pretty good at lining them up and generally, even before a light sanding, you can't tell where the break was by looking. I have uploaded some photos, I am not sure how they will show up. These were of the first set I carved and contain some imperfections, but I can pretty reliably make these now. Rich Hagen
-
06-22-2006, 05:23 PM #8
Registered
- Join Date
- Jun 2006
- Posts
- 11
The photos didn's show up, I am trying again. If they are not here, I posted on the first sets I made on www.otherpower.com at: http://www.fieldlines.com/story/2006/1/9/181658/3402
-
06-22-2006, 09:08 PM #9
Registered
- Join Date
- Jun 2005
- Posts
- 866
I agree that a router would be best for engraving aluminum. You might be able to make one, but I bet you can find something on ebay too. Plus this will typically give you more capacity, and you get some real RPM's more suitable for smaller diameter cutters (for engraving).
-
06-22-2006, 09:35 PM #10
Registered
- Join Date
- Nov 2005
- Posts
- 39
Taig user
I've had a stock CNC taig for about 18 months.
It will easily do what you want.
The Taig support from Nick Carter has been excelent and I have ZERO complaits about my Taig.
Now for some realistic issues.
I love my Taig, but it's not a $40K MAAS minimill
You say you don't mind how slow the unit is....
That was my origional belief, but there are a couple of aspects to slow...
Without some form of flood coolant and enclosure you will be manually blowing off or vacuming up chips to keep things clean.
when you have to hover over the job, it does matter that it takes 2 hours instead of 15 minutes.
So if you want to do any "production" plan on setting up an enclosure and flood coolant system to wash away the chips.
I never put limit/home swithches on my Taig.
If you are going to use the unit on a regular basis I would reccomend this.
I can't tell you the number of times I got 60% of the way through a part and
did something stupid like change tools and get the Z height wrong...
to then overload the machine and have to shut it off looseing my home position, and scrapping the job.
Any real job will require multiple bits, so you hare going to have to change bits mid stream. neither the Taig or the Sherline have any kind of Z axis height repatability as the bit can be moved up/down in the collet.
So you swap the tool and readjust the Z zero.
An example front panel might have the following tools:
Center drill
Regular Drill in three sizes.
Opening cutting mill bit
Engraving bit.
I've gotten lazy I usually just center drill all the holes and drill
the final size manually on the drill press.
Not a big deal, but manual steps none the less.
If you go with the taig I would:
I would stay with the steppers rather than the servos, the backlash in
the screw is more of an issue that the steppers.
I would use Mach2/Mach3 not the standard Taig S/W.
If you can draw your work in DXF's I would use Sheet CAM to do the DXF to CAM conversions.
I would seriously consider putting Limit swithces and a flood cooling system
on the Taig.
I document an example of using my Taig to make a couple diferent things:
Wing ribs: http://www.rasdoc.com/splinter/RibsCut.htm
I aslo used my Taig to make these:
Servo acutated ball valves: http://www.rasdoc.com/paul/rockets/ballvalve.html
I loved the Taig and Mach software so much I've just upgraded to
a new TorMach PCNC1100, It arrived Tuesday night and I'm busy setting it up. It has Ball screws so less backlash, Flood coolant, Home/Limit switches and I'm using the TorMach tooling system for a repeatable Z axis, it still uses steppers and Mach software..
Paul

 Reply With Quote
Reply With Quote