



When I bought the NM200 in 2010, I stupidly asked for the tall column version, thinking that I'd magically get more Z travel along with Z space. The result of this version is that the spindle can't get close to the table, or even to a vise on the table. Luckily I owned a 8" tilt table, and with access to surface grinder at school, I was able to grind the top and bottom flat and parallel. With this table mounted to the Novakon table and a Kurt vise on top, I've been able to get along nicely as long as the stock isn't too big. For stock much longer than the vise's 6", I've been using a pair of 12" soft jaws from Monster Jaws.
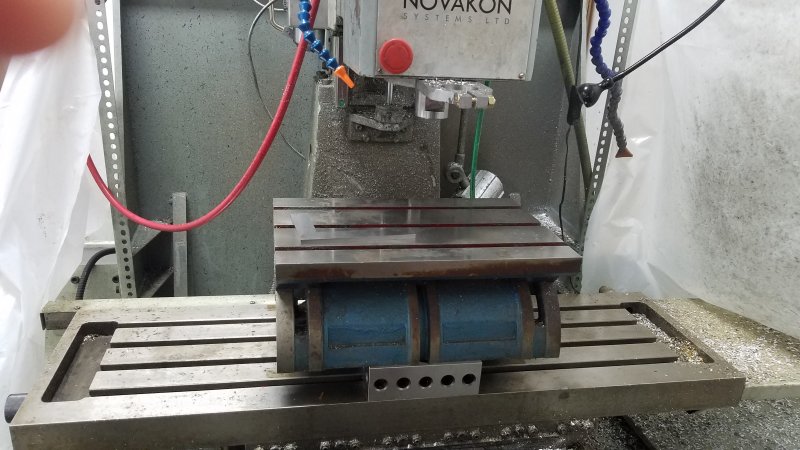
The spindle nose still can only get to about 2.5" above the tilt table, so today's project was to raise it by 2" using a pair of 2-4-6 blocks.
I intend to mount a vacuum chuck from Pierce Workholding in order to machine some sheet material. Which brings me to the point of this post.
While the items I'm cutting from the sheet need to be through cut eventually, I can't do so without releasing the vacuum. So I need a target depth just less than the material thickness. How little material can I leave without causing problems? Stock is aluminum from 1/8 to 1/8 thickness, and acrylic 1/8 and 1/4.
Thread: Anyone use a vacuum chuck?
Results 1 to 3 of 3
-
12-23-2017, 11:03 PM #1
 Registered
Registered
- Join Date
- Dec 2009
- Posts
- 594
 Anyone use a vacuum chuck?
Anyone use a vacuum chuck?
-
12-29-2017, 09:42 PM #2
Registered
- Join Date
- Dec 2009
- Posts
- 594
Re: Anyone use a vacuum chuck?
I finished my first parts today using the chuck. Stock was 12x12x.236" sheet acrylic. I set final depth as .01" above the chuck surface, and the result was that the parts were easy to extract from the sheet and deburr with a small deburring knife.
Here's the setup prior to machining:

-
12-31-2017, 05:51 PM #3
Registered
- Join Date
- Oct 2011
- Posts
- 61
Re: Anyone use a vacuum chuck?
Thanks for posting your setup. I’m considering something similar for my machine.
CJ
Sent from my iPad using Tapatalk

 Reply With Quote
Reply With QuoteSimilar Threads
-
MDF Vacuum not working - Adding holes to strengthen vacuum
By TheHiggsBroson in forum WoodWorking TopicsReplies: 3Last Post: 05-09-2017, 05:55 PM -
Anyone Ever Made A Vacuum Chuck?
By SCzEngrgGroup in forum Benchtop MachinesReplies: 21Last Post: 01-18-2013, 01:02 AM -
Turning rounter chuck into a blower/vacuum?
By strangetanks in forum DIY CNC Router Table MachinesReplies: 4Last Post: 01-02-2011, 07:57 PM -
Vacuum Chuck/Table Creation QUestions
By MidFloridaTech in forum MetalWork DiscussionReplies: 8Last Post: 02-26-2008, 12:28 PM -
Haas Control and Vacuum Chuck
By big_mak in forum Haas MillsReplies: 3Last Post: 10-01-2007, 07:25 PM
