





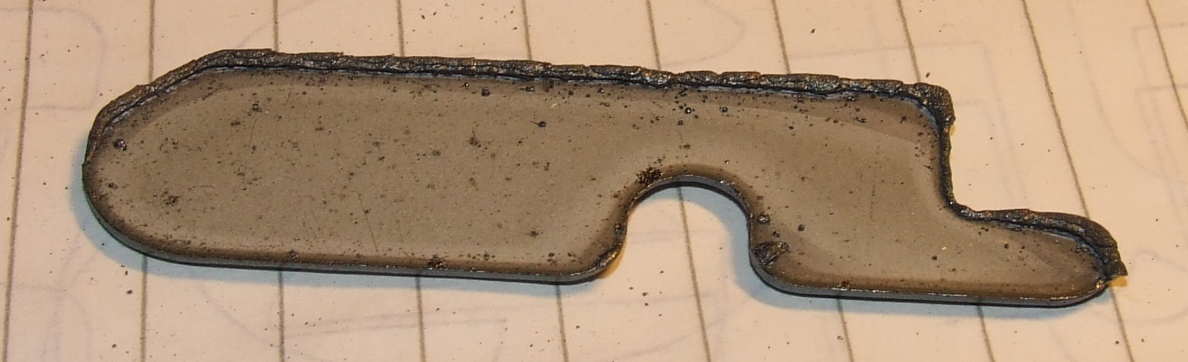
i just finished my cnc-plasma and made my first cut 2 days ago. i borrowed a a budget plasma-machine and hooked it up. i managed to get a descent surface finish on 2mm mild steel that was coated with something grey. i got quite alot of dross on the backside but my problem is that the cut is angeld alot, atleast 20-30 degrees. i tried diffrent amps on the plasma-machine, diffrent feedrates and torch-height. i also changed the nozzle. if you look at the picture, the edge closest to the camera is angled more but has almost no dross on the backside. the edge away from the camera got rougher surface, more dross but the angle is better.
i also cut some 5mm stainless, probably 2333 but this was to much for the machine. you can still see the angle here more clearly.
same thing with the thicker piece. the side with the dross got rougher surface but less angle.
anyone got an idea why this is happening?
Thread: problem with angled cut
Results 1 to 20 of 20
Hybrid View
-
08-15-2011, 09:45 PM #1
 Registered
Registered
- Join Date
- Jul 2011
- Posts
- 48
problem with angled cut
-
08-16-2011, 02:07 PM #2
Registered
- Join Date
- Jan 2008
- Posts
- 2247
The varying angularity and dross levels on the steel part can be caused by:
1. Older technology/design plasma system
2. Damaged nozzle (tip) orifice from drag cutting or piercing too close.
3. Inadequate torch height control.
The stainless cut that you show just indicates that your plasma likely is under-powered for the thickness.
All plasma systems are not created equal......expect better cut quality with better plasma technology. Torch height control for pierce height and real time cut height is critical as well.
Here are some pics from one of my cnc machines with a Hypertherm 45 amp plasma with a good height control system.
1st pic is 3/8" steel, second is 1/4" steel, third is 3/16" stainless, last is 3/16" aluminum
Jim Colt
-
08-16-2011, 09:01 PM #3
Registered
- Join Date
- Jul 2011
- Posts
- 48
ok thanx. what settings did you use for the 3/16" stainless? feedrate? amps? torch height? pierce height?
what are the signs if i got the torch to close or to far off the workpiece?
is there a standard torch height or is it diffrent between material and thickness?
-
08-16-2011, 09:17 PM #4
Registered
- Join Date
- Jan 2008
- Posts
- 2247
All of the parts in the pictures were cut with a Hypertherm Powermax45 on a PlasmaCam DHC2 cutting machine.
The 3/16" stainless cuts were exactly as listed in the detailed cut parameter charts listed in the Hypertherm operators manual.
Amperage: 45
Pierce height: .15"
Pierce delay time: .5 seconds
Cut Height: .06"
Cut speed: 70 inches per minute.
Remember though....unless you use the same plasma you will not get the same results! There are a lot of technology differences...model to model and brand to brand.
Jim Colt Hypertherm
 Originally Posted by da_Rayman
Originally Posted by da_Rayman

-
08-17-2011, 05:05 PM #5
Registered
- Join Date
- Jul 2011
- Posts
- 48
ok. there got to be something wrong with my plasma machine. it was set to 40 amps but i couldnt go faster then 450mm/min (17 ipm) to even penetrate the 5mm stainless.
-
08-20-2011, 07:15 PM #6
Registered
- Join Date
- Jul 2011
- Posts
- 48
i used a better machine when i tried today, but still the same problem. 5mm stainless cut with 60A and maybe 1200 mm/min. not much dross but still the damn angle... anyone got an idea?

-
01-12-2012, 10:16 AM #7
Registered
- Join Date
- Jun 2010
- Posts
- 0
Miller angeled cut
I am using a miller 625 spectrum plasma 40 Amps 30 IPM .120 cut height
with brand new tip and electrode.
It cuts fine in one direction but when it turns the corner
I get a bad angle on the cut.
I checked the torch and it is not angled.
It dose not do it all the time.


-
11-22-2012, 07:38 AM #8
Registered
- Join Date
- Nov 2012
- Posts
- 4
Hello everyone,
I allsow have a problem with angular cuts, My plasma resonator is a Rofin Sinar DC035 (3500W), and the CNC is CR-Electronics. I will post later during today some pictures of my cutt results on mild steel 4mm thickness.
-
11-22-2012, 08:16 AM #9
Registered
- Join Date
- Nov 2012
- Posts
- 4
Hello again,
some explanations about the CNS's symptoms, if you want to cut round pieces, on top (the piercing side) the cuts are perfect, round, on the bottom they are oval (angular) on the X axys.
Pleas can somebody helpp me.
-
11-22-2012, 09:28 AM #10
Registered
- Join Date
- Nov 2012
- Posts
- 4
yes i am interested in findig out the reasons why the angular cutt apears.




 Reply With Quote
Reply With Quote
Similar Threads
-
Help with angled slot!!!
By dmitriy in forum G-Code ProgramingReplies: 8Last Post: 07-20-2011, 10:15 PM -
Angled head
By Alirumba in forum EdgeCamReplies: 1Last Post: 06-28-2009, 06:23 PM -
angled bore ?
By pit202 in forum SolidworksReplies: 9Last Post: 11-03-2008, 02:11 AM -
horn pin (angled pin)
By spider in forum MoldmakingReplies: 6Last Post: 09-29-2007, 01:37 PM -
Angled Brackets
By JohnG in forum DIY CNC Router Table MachinesReplies: 12Last Post: 05-19-2006, 10:10 PM
