





Hi every one,
I'm new and I have a question on the ATC.
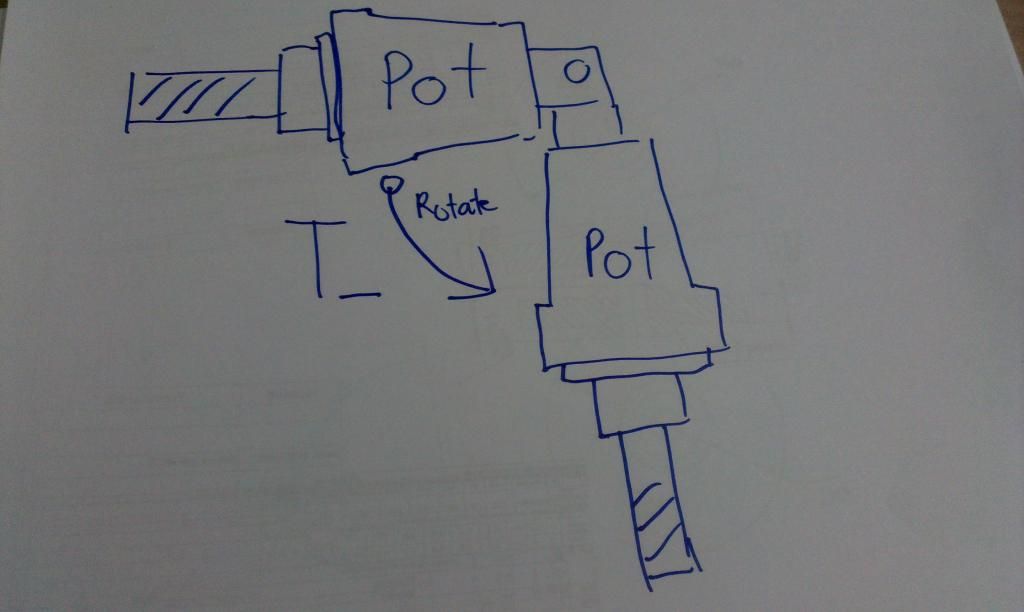
My Chevalier machine using 0i-MC control. While I'm running with T1, T2 was called for next tool waiting. When the T2 code executed, the magazine moves the T2 tool pot in to waiting position but the pot will not rotate 90 degree to tool change position until M6 command executed. So when the T1 finished cutting, I have to wait a few seconds for the pot rotating down and tool changing process take place. On other machines, the pot will automatically rotate to tool change position right after T2 code executed. Is the any way to force the pot to do like that or is there any M code manually control the tool pot, please let me know. Thank you!
Results 1 to 3 of 3
Threaded View
-
10-16-2014, 03:28 AM #1
 Registered
Registered
- Join Date
- Jul 2014
- Posts
- 29
Fanuc 0i-MC How to force waiting tool pot move to tool change position

 Reply With Quote
Reply With QuoteSimilar Threads
-
How to change Tool change position(About MAZATROL T1 control)
By liushuixingyun in forum Mazak, Mitsubishi, MazatrolReplies: 6Last Post: 01-07-2014, 01:33 AM -
Setting tool offsets and tool change position.
By trishbits in forum CamBamReplies: 1Last Post: 02-08-2013, 12:18 AM -
atc not in tool change position oitd fanuc
By mustangs1133 in forum FanucReplies: 4Last Post: 10-09-2012, 01:55 PM -
Fanuc Oi M TD - Waiting during tool change
By saglam in forum FanucReplies: 5Last Post: 01-10-2012, 02:19 PM -
tool change move
By ddmoore in forum Mazak, Mitsubishi, MazatrolReplies: 3Last Post: 04-15-2011, 09:23 PM
