



You are right it does hit the base. I will have to mill a step in the front of the nut so the majority of it will pass under the base.
Thread: RF-45 CNC Advice needed
Results 101 to 120 of 569
-
09-21-2010, 07:55 PM #101
 Registered
Registered
- Join Date
- Aug 2009
- Posts
- 899
-
09-22-2010, 01:36 AM #102
Registered
- Join Date
- Aug 2005
- Posts
- 48
Couldn't you just make it a lot shorter? I know the ball nuts I planned on using only had 1/2" of threading so I don't see why it needs to be any thicker than that.
-
09-22-2010, 02:51 AM #103
Registered
- Join Date
- Aug 2009
- Posts
- 899
The nuts fit into the block and the flange will be bolted to the outer of the block. there are no threads on the nut to remove the flange and screw the nut directly into the block.
I have a way I might to it different that will give me another 1/2" of travel but we will see.
-
09-22-2010, 04:09 AM #104
Registered
- Join Date
- Aug 2005
- Posts
- 48
So shouldn't it just need to be as thick the number of threads desired? Why do the ball nuts needed to be surrounded by the block I guess? Comparing this to Bob Warfield's Y-mount this seems excessively large.
-
09-22-2010, 01:16 PM #105
Registered
- Join Date
- Oct 2007
- Posts
- 398
The ballnuts we used don't have threads, but a flange. They could be placed back to back on a relatively thin mount, but that would place the mounting flange for the nuts a good distance from where the mount bolts to the saddle. Originally Posted by angelballer
Originally Posted by angelballer

-
09-22-2010, 03:15 PM #106
Registered
- Join Date
- Aug 2005
- Posts
- 48
That picture makes it clearer and it looks like it might clear the top of the base without having to cut out a big chunk.
-
10-03-2010, 12:16 AM #107
Registered
- Join Date
- Aug 2009
- Posts
- 899
Well I got both of the X/Y ballnut holders finished and on the machine. I need to order my timing pulleys so I can finish up the machining of the ball screws. I received the 1-shot oil pump today after waiting 3 weeks for it to arrive from the UK. I am going to start cutting the oil grooves into the saddle and work on the 1 shot oil system for now.
-
12-04-2010, 05:59 AM #108
Registered
- Join Date
- Aug 2009
- Posts
- 899
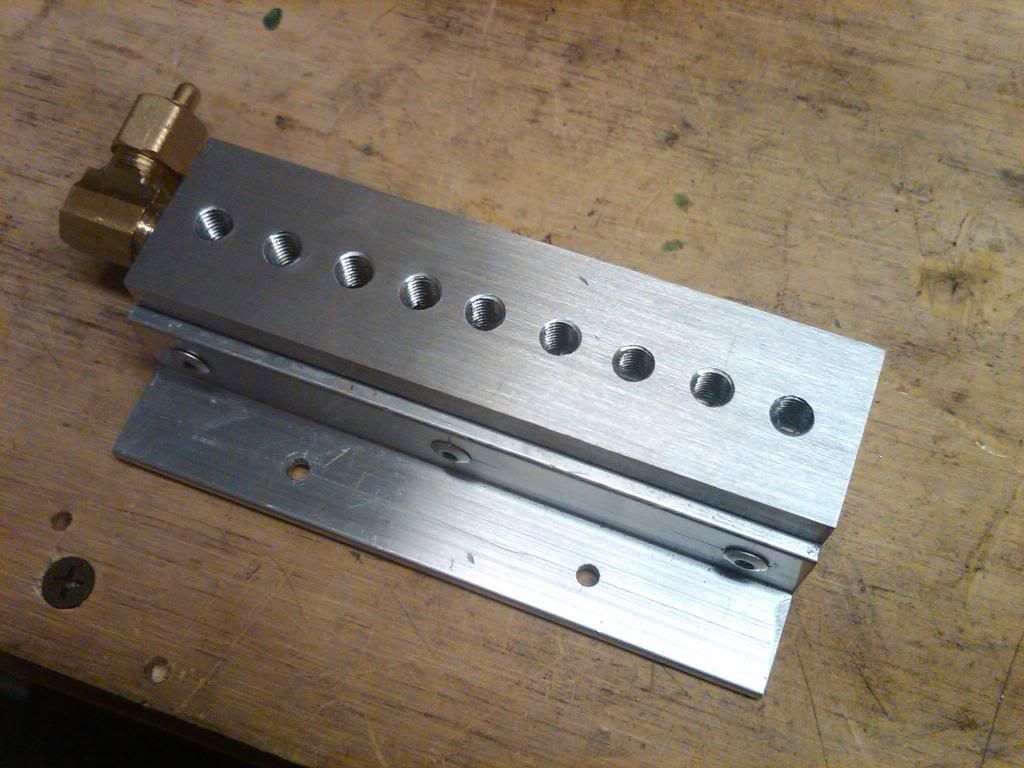
Waiting on my timing pulleys to arrive and working on the 1 shot oil system. Here is the manifold I have made to distribute the oil to all of the ballnuts and ways.

-
12-04-2010, 06:12 AM #109
Registered
- Join Date
- Aug 2008
- Posts
- 962
Looks good .. where will it get mounted?
I've thought about mounting a manifold on the back of the column, but still not sure if that will work for me or not.
Also what kind of tubing do you plan to use? I want something that will be strong but flexible. I've been thinking about the white plastic stuff that can be bought at any hardware store. Just not sure it will hold up to repeated motion.
gd.marsh
-
12-04-2010, 06:35 AM #110
Registered
- Join Date
- Aug 2009
- Posts
- 899
I was also planning on the back of the column close to the base.
As for tubing I thought about the hard plastic tubing but decided to just use some simple 1/4"OD clear plastic tubing that I got from lowes. You can find it in the same place as the hard plastic stuff but more flexible and the pressure from the 1 shot oil pump will never blow out the line so now worries there.
-
12-05-2010, 03:45 AM #111
Registered
- Join Date
- Aug 2009
- Posts
- 899
Flenser, does this look familure?
Got the ballnuts back on the screw and the y-axis nut mount between them.
One question- when I put the 2 nuts on there and if I screw the outer nut all the way down the holes do not line up. this leaves a small gap and lets me put a load between the 2 nuts so there is 0 backlash. So how should I take up the gap that isn't needed to load the nuts?

-
12-05-2010, 05:30 AM #112
Registered
- Join Date
- Oct 2007
- Posts
- 398
Hey, that does look familiar, and you don't need to paint it green to keep it from rusting : )
The width of the block added to the thickness of the flange has to be a multiple of 5mm. You can also trim one end to get it correct. Determine how far you need to turn the nut in degrees to line the bolts up, and multiply by 5mm/360 deg. Trim that off the end, and the nuts should clamp the block tightly at the point the bolt holes line up.
-
12-05-2010, 05:41 AM #113
Registered
- Join Date
- Aug 2009
- Posts
- 899
Thanks, I need to turn it around 90deg to get them to line up. so looks like I will be taking off around 1.25mm. So small I might just do it on the base sander.
Yeah I went with 7075-T651 aluminum(I have 3, 2.5"X3"X10' bars of it). we will see how it stands up.
-
12-05-2010, 07:35 AM #114
Registered
- Join Date
- Aug 2009
- Posts
- 899
Got the oil manifold mounted.


-
12-05-2010, 01:14 PM #115
Registered
- Join Date
- Oct 2007
- Posts
- 398
I found if the mounting surfaces of the ballnuts were even a little out of parallel, they would bind when I tightened the bolts. I don't have any experience with base sanders, but I thought I would mention that, in case it's not all that accurate. Originally Posted by eartaker
7075 is probably stronger than the 1018 I used...
-
12-05-2010, 08:00 PM #116
Registered
- Join Date
- Aug 2009
- Posts
- 899
Wow wouldn't have expected that, according to onlinemetals.com 7075 aluminum is stronger than 1018 steel.
1018 Mild (low-carbon) steel = Ultimate Tensile Strength, psi - 63,800
and
7075-T6 Aluminum = Ultimate Tensile Strength, psi - 83,800
-
12-06-2010, 01:10 PM #117
Registered
- Join Date
- Oct 2007
- Posts
- 398
Yea, I wish I knew a quick way to recognize 7075 in the scrap yard. They charge for AL by weight, regardless of grade. By the time the stuff turns gray and is recognizable, it's mostly been picked over.
-
12-07-2010, 03:31 AM #118
Registered
- Join Date
- Aug 2009
- Posts
- 899
I wish I had a scrap yard to goto lol, I was lycky on the 7075. I got it all for free from some welders at work. It had been sitting around in a container for a few years and they said they were never going to use it. I got 3 bars at 2.5"X3"X120" and a sheet of 1/8"X48"X120". I looked it up and from onlinemetals.com the bars would be $650 per and the sheet would be around $925 :-)
-
12-11-2010, 09:30 AM #119
Registered
- Join Date
- Aug 2009
- Posts
- 899
Got the pneumatic cylinder done for the quick change tooling. I now have to work on mounting it.


-
12-11-2010, 02:53 PM #120
Registered
- Join Date
- Nov 2007
- Posts
- 980
In regards to the one shot oiler setup, what will you be using to distribute the oil evenly so that it doesn't all get applied to the nearest "exit"?
DaveDave->..

 Reply With Quote
Reply With QuoteSimilar Threads
-
advice needed
By teamjnz in forum Haas LathesReplies: 2Last Post: 05-20-2009, 11:19 PM -
Advice needed.
By Terence E in forum Community Club HouseReplies: 0Last Post: 05-14-2009, 03:56 PM -
advice needed / to buy or not???
By teamjnz in forum Uncategorised MetalWorking MachinesReplies: 13Last Post: 08-27-2008, 02:48 PM -
advice needed
By trubleshtr in forum CNC Machine Related ElectronicsReplies: 32Last Post: 04-22-2005, 02:48 AM -
Little advice needed
By STUG in forum DIY CNC Router Table MachinesReplies: 1Last Post: 01-26-2005, 02:11 AM
