



I am amazed that it is so long since I updated this thread, and equally amazed how little progress the actual machine has made in the last year.
This is partly because I spent a lot of time sailing (crossed the Pacific) and partly because I have been working on the software side of things.
So, an update. I have one axis working. But to get the other axes working with the drivers I have I need to update their firmware, and there is no Linux tool for that, so I am writing one.
I will post about that, with pictures and possibly video later.
The subject of this message is spindle feedback. It is handy for closed loop spindle-speed control (though I don't think spindle speeds have to be _that_ accurate). It is imperative for rigid tapping and gear hobbing though.
The Harrison Mill is a "Universal" mill, with a horizontal spindle and a vertical adapter. The mills came with two options of motor-to-gearbox pulleys and two vertical adapter ratios. With both fast ratios you have 100 to 2500 rpm. Guess which ratios I have? I have 47 rpm in the lowest gear, and 1000rpm in the highest. The VFD lets me boost that a bit.
In the long term I hope to make a pair of the high-speed vertical gears. You simply swap a 51:51 set for a 36:66 set inside the head rotate housing. However, that means that the spindle feedback needs to be in the head.
I decided to use some Allegro ATS667 devices running off the gears in the head:
From CNC-unsorted
These are (as far as I can tell) unique sensors that contain a magnet and a Hall device, and can detect anything magnetic with logic output.
Allegro MicroSystems - ATS667LSG: True Zero-Speed, High Accuracy Gear Tooth Sensor IC
I bought some from eBay as I could not find a UK stockist. Then I mounted them in a bracket on the head cover:
From CNC-unsorted
The one at the bottom is for the index, it picks up off of a screw I put in a handy tapped hole on the spindle.
Because the sensors are running in oil, I needed an oiltight connector. Lemo connectors are lovely things, and vacuum-tight, so I used one of them.
From CNC-unsorted
Hang the expense!
From CNC-unsorted
It works very nicely, and I have spindle speed feedback and an interlock which prevents the pneumatic drawbar activating when the spindle is spinning.
Results 21 to 35 of 35
-
12-22-2012, 12:57 AM #21
 Member
Member
- Join Date
- Sep 2008
- Posts
- 229
Two sorts of spindle feedback.
-
12-22-2012, 01:55 AM #22
Member
- Join Date
- Sep 2008
- Posts
- 229
My axis motors came from ebay. They are fairly nice Lenze motors, and at £50 for three of them seemed a bargain. That special sort of bargain that then makes you decide to buy a decent base machine to use them on…
One slightly awkward thing about these motors is that they have Resolver feedback. Resolvers are lovely things. Tough, accurate, reliable and noise-resistant (even if they glitch, the position is correct next time. An incremental encoder keeps a false-count until it powers down.)
What Resolvers aren't is easy to interface to a PC. They are analogue devices. Worse still they are high-frequency AC analogue devices. I made a converter to read the three resolvers and output quadrature pulses using an Arduino: LinuxCNC Documentation Wiki: ResolverToQuadratureConverter But that seemed to throw away a useful feature of the Resolvers (they are absolute) so I set up a 1Mbps serial link from the Arduino to my Mesa 5i23 to send absolute positions.
One of the things that I did while not converting this machine was to write a driver for the Mesa 7i49 6-Resolver interface card, nothing to do with me) even though I wasn't using it. The Mesa card reports angles to 24 bit resolution, my Arduino thing was precise to 10 bits and accurate to 8 bits. When something went wrong with it, I didn't bother trying to find out what it was, I just bought a Mesa 7i49. (Curiously I managed to write the driver without ever seeing the actual hardware).
I do wish I had used a 7i49 from the start (not that that was possible, as it didn't exist then). It's just so much better. Suddenly the motors (which are brushless and use the Resolver for commutation) are smoother and easy to control.
The switch to Resolver feedback did have one drawback. Suddenly I had no encoder counters to connect the spindle to[1].
So, I now needed Resolver feedback on the spindle. Luckily a chap on the LinuxCNC list had a couple going spare after a conversion. He even sent them to me for free. Clint Washburn, you are a truly nice chap.
There really is no easy way to mount a resolver in or on the vertical head. But after some thought I decided that I only really want the feedback for gear hobbing, and I am likely to do that in the horizontal spindle. The rear-end of the horizontal spindle is easily accessible. I was going to use a belt drive, but noticed that that would be unusual for a resolver, and likely to apply belt tension loads that they are not designed for. It then occurred to me that if I used a gear drive then it could be a miniature version of the vertical head gearing, and that a 51:51 and 36:66 0.8 mod gear set would both fit, and run at the same centres, and so I could simply swap gears if I ever changed between ratios.
It didn't take long to find that 51T and 66T 0.8mod gears are not off-the-shelf items, but that's OK, I can already make gears:
[ame=http://www.youtube.com/watch?v=ZhICrb0Tbn4]Hobbing (Gear cutting) on a Mini-Mill with EMC2 - YouTube[/ame]
I decided to use Delrin, and made both the 51:51 and 66:36 set:

From CNC-unsorted
The 66 tooth gear, as the eagle-eyed might have noticed, demonstrates what you get if you make a 66 tooth gear with the dividing ratio at 12… But I decided to finish it anyway. It has zero addendum, but still seems to work. I will worry about making a better one if and when I swap the vertical head ratios.
I then just needed to machine a register on the spindle rear bearing locknut, make a clearance slot in the existing rear cover, and mount the Resolver:

From CNC-unsorted
I wish I had a roundover bit, that bracket is ugly.
In this photo you can see the gear engaging with the spindle:

From CNC-unsorted
Tomorrow I might go to the optician, I thought I had deburred that gear.
Next job, the X-axis drive. I fancy a static ballscrew so that the wires are not dangling in the breeze: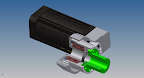
From CNC-unsorted
This design rather commits me to making my own T5 belt pulleys. Luckily I have spindle position feedback now, so I can hob them.
[1] This is only partly true, My setup is a D510MO Intel motherboard with a Mesa 7i43 board, connected to a 7i44 which connects to the three 8i20 drives, and the 7i64 which handles all the GPIO. Then the Resolver feedback is handles by the 7i49 card which also controls the spindle VFD, and then there is a 7i39 board to drive the rotary axes. This has quadrature encoder counters, but they are taken…
-
12-24-2012, 12:57 AM #23
Registered
- Join Date
- Apr 2007
- Posts
- 521
Impressive work.
Can you say a few more sentences about using the Allegro ATS667. I understand the principle of using three sensors for quadrature plus index.
It looks like the ATS667 has an open collector output so a pull-up resistor from "VOUT" to V+. I would be connecting to a MESA 7i48 which takes A /A B /B Z /Z. Do I just hook up to the A, B, and Z and ignore the "/" channels? I think this is called single ended vs differential.
Thanks.
-
12-24-2012, 02:09 AM #24
Member
- Join Date
- Sep 2008
- Posts
- 229
They really are very simple to use with a Mesa card. I took the 5V and Gnd from the Mesa card header, wired the output pin direct to the input pin. Originally Posted by will gilmore
Originally Posted by will gilmore

For the 7i48 you can use either the A or /A (etc) terminal and then ignore the other terminal, and it all ought to work. Certainly that is what I think I have seen Pete from Mesa suggesting.
-
12-24-2012, 03:13 AM #25
Registered
- Join Date
- Apr 2007
- Posts
- 521
Super. Thanks.
-
08-03-2013, 01:06 AM #26
Member
- Join Date
- Sep 2008
- Posts
- 229
It's been a long time, largely because I found lots of other interesting projects along the way. But I now have 4 CNC axes on my Harrison Universal and a setup which lets me hob gears too.
This video shows it going through its paces:
http://=http://www.youtube.com/watch...QFvOublovDYoTQ
Other videos in the same gallery show it hobbing a timing pulley and a gear pinion.
Photos of the build process are in this gallery:
https://plus.google.com/photos/10816...88686374813281
I am more than happy to loan the patterns to anyone else wanting to do the same conversion.
Any questions?
-
08-03-2013, 01:59 AM #27
Registered
- Join Date
- Aug 2008
- Posts
- 1166
Looks nice!
CNC mill build thread: http://www.cnczone.com/forums/vertical_mill_lathe_project_log/110305-gantry_mill.html
-
10-07-2013, 01:21 AM #28
Member
- Join Date
- Sep 2008
- Posts
- 229
You might have noticed in that video that there is no end-support for the ballscrew at the left end of the table. As it is a static screw this probably does not matter at all, but it looks wrong so I decided to make an end support.
To make it a little less purely cosmetic I decided to incorporate a tool tightening / height measurement station in to the casting (I am not sure why this isn't common)
The casting was a bit big for my angle plate, making for a rather Heath-Robinson setup:

From Harrison Mill
Tool-holders are generally tapered, and the BT30 on my machine are no different in this matter, with the standard 7/24 taper. So I needed to bore a tapered hole in the casting. Luckily I have a Wohlhaupter boring and facing head, and that can be set up to change diameter by 0.1mm every revolution of the spindle. Then it is a just a matter of synchronising the Z-feed to suit. And there is G33 for that. The flange is 35mm deep and the taper is 7/24, so it's G33 Z-35 K[0.1 * [24/7]]

From Harrison Mill
Trial Fit:

From Harrison Mill
And with a coat of paint, ready to start populating that tool table:

From Harrison Mill
-
12-06-2013, 01:03 AM #29
Member
- Join Date
- Sep 2008
- Posts
- 229
Squeezing in a bigger screw
I have always been rather conscious that the 12mm Y-axis screw and standard-clearance ballnut probably wasn't really ideal, but I din't think I could fit anything more in. Then I found that GTEN list an RSH nut that is only 1" diameter in the 16mm ballscrew size. The existing RSW 1205 nut is 25.5 diameter, so I could have a bigger screw and a fractionally smaller nut. I also found that the factory were able to supply it special-order as a preloaded variant. £100 for the ball and the screw, but I decided to go for it.
When it arrived it looked a lot beefier than the 12mm, a serious improvement:

From Harrison Mill
However, when I unwrapped it, there was a nasty surprise.

From Harrison Mill
The new nut has an external ball transfer tube not shown on the drawing in the GTEN catalogue! This seems like something of an oversight to me.
The nut and screw sat in their box all summer while I tried to decide what to do. Eventually I got the CAD out and started to play, and I worked out that I could _just_ squeeze it in. The tube meant that it couldn't screw into the housing and lock with a nut like the RSW nut did, it would have to be a split housing with clearance for the transfer tube.

From Harrison Mill
One advantage of this is that I do at least know the orientation of the nut in the housing. The Harrison has an oil nipple for the leadscrew (with a complicated drilling to get the oil to the bore where the nut is attached). The transfer tube isn't oil-tight, so works nicely to get oil into the nut. That is what the secondary little hole is for.
This is it all bolted up around the nut:

From Harrison Mill
You might be wondering what the taper on the end of the screw is for. There is a bit of a problem with assembly:

From Harrison Mill
The original leadscrew simply went in from the front. Not an option when you want to put the nut and the screw in as an assembly (trying to assemble the nut onto the screw inside the knee of the machine seems not so much to be tempting fate, as poking fate with a stick and calling it rude names). So I borrowed a brilliant idea from Wohlhaupter. (I did the same with the 12mm screw). I machined a taper on the end of the screw (Ballscrews are really fairly easy to machine with CBN at 120m/min. It's moderately spectacular too.) There is a matching taper in the socket, and the socket has a M10 x 1.5 thread in it.

From Harrison Mill
The screw has an M8 x 1.25 thread in the end, and I made a special 2-thread socket screw. The screw goes in the end of the ballscrew, the socket is screwed on until snug, then the special differential screw is backed out using an allen key up the end of the shaft.

From Harrison Mill
Because the M10 thread is coarser than the M8 thread the effect of this is to pull the two parts very snugly together, as if by using a 0.25mm pitch screw. It also means that I just need to screw the screw back in again to push the taper apart.

From Harrison Mill
On with the swarf-shield:

From Harrison Mill
And the servo-mount casting and drive system:

From Harrison Mill
The handle is just used to move the table by hand for jobs like checking the Gib resistance. It pulls out, and drives the screw by means of a really quick and easy sort of dog-clutch that I found in Machinerys Handbook:

From Harrison Mill
By this time it was getting late, so no test cuts yet. I did find one issue, but a very minor one. The saddle now runs to the limit-switch, because the new screw is 15.08 mm pitch, and I forgot to change the scale setting...
-
10-18-2016, 01:56 AM #30
Registered

- Join Date
- Dec 2005
- Posts
- 59
Re: Harrison Universal Miller Conversion
Great project and fantastic work! Would you share details of your steady screw-driven nut assembly? any dimensions for reference? I wonder how you made it so compact. What bearings did u use - a pair of AC bearings? Mated/preloaded in the factory or preload is provided by you by means of some sort of shims? Have you got more photos of your conversion? I bet many wants to see as much as possible
 What size ball screws did u use for XYZ? XY are 12mm dia?? I thought they are way bigger by the photos. And please reveal some details regard that ATC gripper - what steel, how did you machine split grippers, what hardness after tempering, what belleville springs, how many and what pulling force you have? So many questions but you've made SOOO interesting project!
What size ball screws did u use for XYZ? XY are 12mm dia?? I thought they are way bigger by the photos. And please reveal some details regard that ATC gripper - what steel, how did you machine split grippers, what hardness after tempering, what belleville springs, how many and what pulling force you have? So many questions but you've made SOOO interesting project!
cheers
Bogi
-
10-18-2016, 12:59 PM #31
Member
- Join Date
- Sep 2008
- Posts
- 229
Re: Harrison Universal Miller Conversion
The 3D model of the parts can be found (and downloade din various formats) from Unsupported Browser ~ A360. Originally Posted by bogus105
The bearings are double-row angular contacts, but used and preloaded as single-row. (basically with a wasted row) because that was the only way to get a small-enough section bearing. I probably made it a bit too compact, and would have been better letting the ballnut protrude into the space under he table and have a bit more material around the bearings.
The bearings are preloaded by adjusting a threaded collar. There are slots in the inner bearing sleeve and one more slot in the collar to give a vernier-style adjustment. A wire clip fits into one pair of slots to lock it. I didn't bother making 3D models for the threaded collars that clamp the bearing outer-races into the main casting and that clamp and preload the inner races.Mated/preloaded in the factory or preload is provided by you by means of some sort of shims?
If you click the album link in the small thumbnails above you should get (pretty much) all the photos I took.Have you got more photos of your conversion? I bet many wants to see as much as possible
No, only the Y was ever 12mm, and that was later expanded to 16mm. The X and Z axes both use 25mm ballnuts.What size ball screws did u use for XYZ? XY are 12mm dia?? I thought they are way bigger by the photos.
The ATC gripper is made from BS1407 tool steel (also known as Silver Steel). The split collet was made by clamping together 4 pieces of square material in a 4-jaw chuck. I then turned a short section and pressed on a collar and centre-drilled the end (actuallly into the 4-way intersection, the collar was needed to stop the lathe centre spreading the bars.) It was then moved further out of the chuck to machine the outside profile. I then cut off the excess and held it in a collet while I machined-off the collar and machined the inner profile. when it was removed from the collet I was left with 4 separate petals.And please reveal some details regard that ATC gripper - what steel, how did you machine split grippers, what hardness after tempering, what belleville springs, how many and what pulling force you have?
-
10-20-2016, 08:59 AM #32
Registered
- Join Date
- Dec 2005
- Posts
- 59
Re: Harrison Universal Miller Conversion
Thank you Andy for reply. Now i get the concepts behind the driven nut. I came to the same conclusion (4 squate pieces) when thinking about ATC grippers. Did you use Silver Steel for rod and other elements to be hardened? Ball screws are from GTEN (taiwaneese?) or some chineese sort or what?
cheers
-
10-20-2016, 02:33 PM #33
Member
- Join Date
- Sep 2008
- Posts
- 229
Re: Harrison Universal Miller Conversion
I used silver-steel for the round parts of the ATC gripper and the central rod. The outer tube was some thick-wall hydraulic pipe drilled-out and machined on the OD. The end where he gripper lives was hardened silver-steel, screwed in to the tube with (IIRC) a 14.75 x 0.9 mm thread. With a CNC lathe I wasn't limited by standard threads, so chose one that gave me a 1:1:1 split through the threaded region.
I suspect that I made the actual gripper petals out of key-steel, having proved that it could be hardened. Or I might have later-on re-made them with square silver-steel. It's been quite a long time since I did that part.
(Key-steel is .55% carbon, silver steel is 1%.)
GTEN is a Chinese brand of ballscrew. But one with at least a name, and a reasonable reputation.
-
10-20-2016, 07:57 PM #34
Registered
- Join Date
- Dec 2005
- Posts
- 59
Re: Harrison Universal Miller Conversion
Originally Posted by andypugh

I wonder how did you drill-out so long hydraulic pipe accurately?
do you mean outer tube thickness is the same as thread thickness and inner element thickness in cross sectional view? Originally Posted by andypugh
What is outer tube O.D? Do you recall the X-axis driven nut bearings type?
Thank you for link to your CAD project - now i get the overall arrangement. By the way what do you think about fusion360? I've read i can use it for free as hobby amateur
-
10-20-2016, 09:56 PM #35
Member
- Join Date
- Sep 2008
- Posts
- 229
Re: Harrison Universal Miller Conversion
I used a long drlll and trusted the existing bore to guide it. Originally Posted by bogus105
Yes. Mainly because it amused medo you mean outer tube thickness is the same as thread thickness and inner element thickness in cross sectional view?
16mm I think. YOu would need to choose something to suit your machine. And might well not be able to fit the stack into the spindle drawbar bore like I could.What is outer tube O.D?
7209Do you recall the X-axis driven nut bearings type?
It's very good, especially for the price. And you can even use it commercially as long as you make less than $100k a year.By the way what do you think about fusion360? I've read i can use it for free as hobby amateur





 Reply With Quote
Reply With QuoteSimilar Threads
-
Harrison 280 CNC interface
By Rufan in forum DNC Problems and SolutionsReplies: 0Last Post: 11-02-2011, 09:03 AM -
Harrison 600 Universal Miller info
By Ratau in forum Uncategorised MetalWorking MachinesReplies: 2Last Post: 05-15-2011, 01:00 PM -
harrison vs450
By evo123 in forum Uncategorised MetalWorking MachinesReplies: 0Last Post: 11-09-2009, 03:51 PM -
Harrison Lathe
By bugzpulverizer in forum CNC (Mill / Lathe) Control Software (NC)Replies: 2Last Post: 05-19-2009, 11:01 AM -
Harrison Alpha 400 HELP!!!!!
By themachinest in forum Community Club HouseReplies: 4Last Post: 02-26-2009, 05:44 PM
