



You should raise the table up along with your router. There is little to no metal on the colt where you have it mounted.Originally Posted by jm82792

Thread: My Newest Desktop machine
Results 1,641 to 1,660 of 1770
-
10-05-2012, 11:50 AM #1641
 Registered
Registered
- Join Date
- Mar 2011
- Posts
- 584
My CRP 48 x 48 build http://www.cnczone.com/forums/open_s...3-crp_4x4.html
-
10-05-2012, 03:46 PM #1642
Registered
- Join Date
- Mar 2007
- Posts
- 217
John's Machines are AWESOME! I don't know how much he is selling the newer MV2 for, but my A4 was a steal! The oilite bearings perform flawlessly and my fears about MDF have been quieted. I bought some linear rails and trucks from him last year, and have started a larger format machine (~24in x 36in), but I will always love my A4.
A side note to those who are considering John's machines, give serious consideration to the KFLOP and KSTEP when you are looking @ Controllers and Drivers. The KFLOP includes controller software (ie you DO NOT NEED Mach3, and you can run it reliably on modern Operating Systems via USB) and the KSTEP is less expensive and, IMHO, a better driver than the G540.
John,
Just wanted to say one more time how much I love my A4! I have done amazing things with it! I have lots of local friends who have been fascinated with its performance and have taken an interest in CNC because of it. Sadly they all seem to want to start with a bigger machine. I try to tell them you can have it "Big", "Accurate" or "Cheap", pick any 2, but they don't believe me. I know why your machines are the size they are, don't change anything about them, but if you could find a way to build a second model in the ~20" x 30" size range (or even a little bigger) it sure would increase your audience (though I suspect just the model you build keeps you pretty busy!).
Wishing you the best,
Cheers,
Fish
-
10-05-2012, 07:23 PM #1643
Registered
- Join Date
- Jul 2010
- Posts
- 567
I see what you are talking about. I'll need to raise it up which I've been putting off. I will have to use some bland Philippine mahogany since I don't want to buy an 4'x8' goods. Originally Posted by vtx1029
-
10-06-2012, 04:19 AM #1644
Registered
- Join Date
- Jul 2010
- Posts
- 1183
Thanks very Much!!! Originally Posted by Fish4Fun

I'm working on a larger sized machine...as I get time. Yep, I stay pretty busy
making the MV3 these days, but as always...the number one question
of all time is..."can you make it bigger?"
I have many prototype parts in the works, so sooner or later, I'll have
a machine that's a bit larger...
John
-
10-09-2012, 04:22 PM #1645
Registered
- Join Date
- Dec 2004
- Posts
- 1137
Photos please. Originally Posted by Fish4Fun
-
10-10-2012, 12:39 PM #1646
Registered
- Join Date
- Jan 2012
- Posts
- 0
just cut my first couple of pieces using my MV3

managed to break one bit, but that was my fault for pushing the feed a bit faster than it should have been, it was quite a small bit. i still need to get a hang of using mach3. choosing correct bits for jobs, entering them into mach, adjusting feed speed and acceleration, correct spindle speed for materials, and safe z heights over materials for passes.
what is everyone using as holddowns / clamps to clamp the workpiece onto the table? i used duct tape for my first one, and it started pulling up about half way through.
will post pics once i get them off the phone
-
10-10-2012, 01:46 PM #1647
Registered
- Join Date
- Jan 2012
- Posts
- 0
Pics! many thanks to John for the awesome machine!
Computer it is running from, gecko 540, huanyang VFD, set up and working.

lighting inside the cabinet, led striplight running from the computer power supply
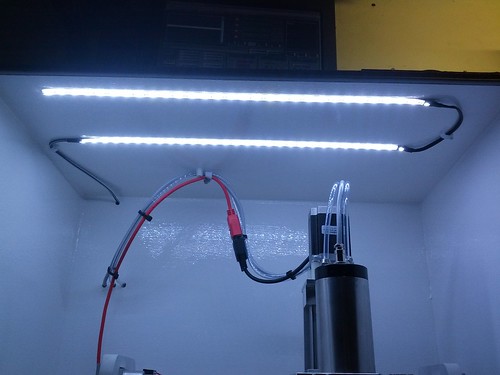
snap of the spindle power cable, and water cooling tubing. currently has no fluid as i dont have a pump, but for this first run it was hardly under stress (0.0 to 0.1A) at 15krpm chewing through acrylic. nice and neat!

new workbench, wider, finished CNC hutch

if you look closely it is actually running! maiden run! there is an acrylic screen there too!
i used foam weatherseal around the edges to keep a bit of the noise in, and to rest the acrylic on. down the bottom is a piece of aluminium sail track, which is a C section with the open bit at the top, and a vertical aluminium piece below, screwed into the front. the acrylic just sits in this, and rests against the front. its cheap if it gets damaged, and nothing special

spinny spinny cutty cutty!

this was my first automated piece. it is a "planet eclipse" logo (paintball brand), thought it would be something easy. took roughly 45 minutes.


i used microcarve v4 trial to generate the toolpath for it. it also put a diagonal line at the same depth as the deep section, is this what you mean when you say the trial has a watermark john? tis a nice piece of software, just irritating waiting for that z travel to adjust, even on max step size.
how do you know what tooling is best, or what diameter tool you should use for different pieces when carving with acrylic / wood, and microcarve v4? is it just a matter of looking at it and thinking how big the piece is?
i also need to slow down the acceleration so it doesnt bevel everything!
cheers!
-
10-11-2012, 03:30 AM #1648
Registered
- Join Date
- Jul 2010
- Posts
- 567
For light duty cutting Scotch brand double stick tape works, I use it for lots of wood cutting, and such.
Also hot-glue can work along with denatured alcohol for the release agent. But that's me because I don't use clamps for anything.
You have an awesome setup that's really nice and clean done
-
10-11-2012, 11:18 AM #1649
Registered
- Join Date
- Jul 2010
- Posts
- 1183
Originally Posted by dorz
Everything sure looks Really Great!!
Thanks for the Nice-Nice pictures!
Yep, the line is the watermark.
That particular design would be much better suited to VCarvePro
or Cut2D. It'd go Much faster and be much cleaner....as it'd cut
along the vectorized lines instead of a raster/grid pattern.
You can set the max height the Z goes to and it goes quicker...but
it all takes a little practice to know why you'd change any settings.
I usually use more pointed tools for fine detail, but that's for detail
in images. Those type files can be very large and take a long time
to cut....but it depends on what level of detail is desired.
Mostly it just takes some experimenting to get the feel of what's
going to happen during actual carving.
Also, acrylics cut different from other materials. It's hard to explain
it without getting some "feel" of how other materials cut, but when using
very fine pointed bits, some are too fragile..(carbides)..and can break too
easily. I haven't tried any of the Corian-type materials, but that's what
most people use for lithophanes and those type of projects. I use cast
urethanes...as I cast that stuff all the time anyway....and it's probably
the nicest material there is to machine.
The spindle looks Great too!
Does it get hot running it for 45 minutes with no coolant?
Thanks So much for those Very-Very Nice-Nice pictures!
(Been staring at them for over an hour now....
John
-
10-12-2012, 04:08 AM #1650
Registered
- Join Date
- Jul 2010
- Posts
- 567
I'm jealous of his setup
How well is the VFD working? I am tempted to get one sometime because I could run jobs late at night without issues due to noise.
-
10-15-2012, 01:16 PM #1651
Registered
- Join Date
- Jan 2012
- Posts
- 0
thanks for the kind words John, it is still your creation at the heart of it
i will head down to the plastics shop and see if they have some urethane and corian, give me something to have a play around with.
the spindle was getting a bit warm at the end of the job, but it had been on for close to an hour with the cover on the box. the stepper motors were getting fairly hot too, im not sure how hot is normal for steppers, i read they get fairly warm. i need to get a pump on there before i start doing too much more, that night that i cut was fairly cool outside, but it is getting into summer here so the shed will reach 40 degrees celsius and higher on the hot days... too hot to stay in without melting hahaha
does the scotch branded double sided tape move much? or allow much flex downwards because its raising the piece? what do you stick it to on the table? my table is bare mdf at the moment still.
the VFD is working well by the looks of it, i have heard the cheap ones are hit and miss, but i have only run 1 job on it so far. it is a bit difficult to use, have to change programming P003 each time you want to adjust speed, type in the HZ equivalent and it will go there... eg 400hz = 24000rpm, so 200hz = 12000rpm, etc. displays current draw, voltage, rpm and frequency though, so thats nice. in the box the spindle is quiet compared to other routers and stuff ive heard.
now to find a trial of cut2d or vcarve and have a play, damn that program is expensive!
-
10-15-2012, 03:58 PM #1652
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
Steppers will get very hot, even (actually, especially!) if stationary. They can get almost too hot to touch - this is normal.
I like using carpet tape. It is thin and holds VERY well, in fact you can get away with just a few small patches on the corners and one in the middle. I use it to do PCBs, as well as to do "real" milling on my mill sometimes. Also used it to hold my new convertible top on to the frame of the car - it works great for all kinds of stuff!
Here is what I am talking about:
 CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
10-15-2012, 06:38 PM #1653
Registered
- Join Date
- Jul 2010
- Posts
- 1183
Originally Posted by dorz
Thanks Very Much!
You may not find any of the harder cast urethane in sheets/blocks/shapes...
it's extravagantly expensive that way. But there are many types used
for modeling/machining that are softer variations. I make my own because
I can make it as needed in whatever shape is needed.
Also, Corian comes in several different names/brands from several different
makers.
Yep, VCarve is a little expensive, but for what it does, it saves soooo
much time and trouble that it's well worth it. Free software nearly
drove me crazy. I just don't have time to keep a zillion notes to get
it to work. (may be better now...it's been several years since I messed
with any of it....)
Cut2D is just a trimmed down version. It can be upgraded later. Well
worth it to get started being much more productive. Time is $$$ to
many of us....
I haven't had time to do it yet, but formica glued to a MDF table fixture
would be easy to use with the tape. Easy to clean with acetone as well.
Cabinet shops will usually give you all the scraps you want for free.
I've gotten huge pieces from some. Great stuff...formica.
John
-
10-15-2012, 06:53 PM #1654
Registered
- Join Date
- Jul 2010
- Posts
- 1183




More Z's in progress.
These are the 3.5" wide ones in sizes of approx 4,5 and 6 inch travels.
These are a new variation that has 4 bolts in the front plate.
Shown with the highly recommended Colt mount from k2cnc. It's the
finest mount I've seen for the Colt, and at a very reasonable price.
(....mount Not Included with Z's or machines.....)
The bolt pattern for the probotix mount was dropped in favor of using
the 4 bolts. The reason for that is that though the Z's are built with
1-2 HP routers in mind, many are using larger routers. So it's a matter
of mass flying around and coming to very sudden stops. The 4 bolts
haven't been needed, but it's done in advance of being needed.
The cast urethane slide blocks are extremely tough and break proof, but
I know people who can crack an iron ball with a feather duster, so any
thing that can be done to improve the Z's has been done. There's still
plenty of room for drilling/tapping mount holes for other bolt patterns.
If anyone wants a Z, then they can write me at my email address.
$159 + shipping. Whatever size you want in the 4-5-6" travel. I'm
working on more Z's as we speak....
The Z's are heavy duty commercial use tools. Very Very precise and
smooth travel. More pictures here....
http://www.microcarve.com/forum003/zaxisx3/index.php
Well, back to work!
John
-
10-15-2012, 07:21 PM #1655
Registered
- Join Date
- Jul 2010
- Posts
- 567
The Scoth brand does permit some movement. It may not be very suitable for precision work, although I've done a lithophane that used a 1/32" bit along with .003" stepover that turned out well along with a lot of wood work.
-
10-16-2012, 04:05 PM #1656
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
Can you share your Urethane source and what formulations you use (and why)?
CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
10-16-2012, 06:25 PM #1657
Registered
- Join Date
- Jul 2010
- Posts
- 1183
Sure... Originally Posted by mcphill
alumilite.com
They have different formulas for different uses, but it's a good site
for understanding what the differences are.
There are other suppliers as well...Freeman supply, smooth-on, and others.
The sites change and useful info may be at one or the other.
Choosing what to use is a matter of trying it to see if it works well
for a particular application. How it's mixed. Mold material. Environment
it's used in. Many things can influence the final outcome.
It has a lot in common with machining in that there's a lot of trial & error
involved. But the only way to know what that means is to try it and
see what happens.
I usually suggest staring with the plain-vanilla formulas. That's usually
the cheapest route to begin with.
John
-
10-18-2012, 01:24 PM #1658
Registered
- Join Date
- Jul 2010
- Posts
- 1183
First test running of another BBX DIY kit. 200ipm.
User built tables/fixtures/whatever get bolted to the table slide, so those
will vary from one machine to the next.
A Very Good easy-to-build machine kit. Very strong and stable. Basically
nothing to go wrong with it as simple as it is....
John
-
10-18-2012, 02:26 PM #1659
Registered
- Join Date
- Dec 2010
- Posts
- 0
hee hee - that's my one John's showing there!
only excited a very lot - can't wait to start playing with it
John's just teasing me by posting the video!
excellent looking stuff John - thanks
Mike
-
10-18-2012, 02:36 PM #1660
Registered
- Join Date
- Jul 2010
- Posts
- 1183
I always like getting to this point of powering them up. They
go as expected, every time....
I have it going at +200ipm, but in practical use, I limit that
in software to around 120 or so. Different files will cut differently,
so 120 is a good range where no surprise problems set in....
(an example would be a highly detailed V-carving....)
You can hear a little rattle in the video, but that just due to
the assembly only finger tight at this point. It'll be clean and
smooth once it's all assembled and fine-tuned a bit.
It's Great because it all self-aligns....and stays self aligned. Many
of the basic design have run for years with no adjustments at all.
All adjustment points are also readily accessible, so any finer-tuning
is very simple and easy. It can be made to go to very near perfect with
some attention to detail.
I'm looking forward to seeing what it makes!!!
John

 Reply With Quote
Reply With QuoteSimilar Threads
-
MORN newest laser engraving machine and cutting machine with best price.
By RoseChina in forum News AnnouncementsReplies: 0Last Post: 08-09-2013, 04:03 AM -
cheapest----newest cnc router machine
By mornjinfeng in forum News AnnouncementsReplies: 0Last Post: 04-16-2013, 09:42 AM -
2012 newest plasma cutting machine
By RoseChina in forum News AnnouncementsReplies: 1Last Post: 01-06-2013, 04:45 AM -
Pneumatic/gas marking machine-newest
By mornlift in forum News AnnouncementsReplies: 1Last Post: 09-14-2012, 02:04 AM -
2012 Newest machine from a beautiful City
By RoseChina in forum News AnnouncementsReplies: 33Last Post: 04-24-2012, 09:28 AM
