



The control is Yasnac MX1, machine is a Matsuura mc-500v2
When I first bought the machine I replaced the x axis encoder because the PO hit it with a forklift
No damage to anything else just hit the cap of the encoder.
So I bought a new one and installed it and adjusted the parameters so it would home correctly.
One thing I noticed about the old encoder is that it had a glass ring inside it that looked like it was counting rev's or something, the new encoder I got did not have a glass ring in it, the servo shop I bought it from said this was not a problem (again no idea if this is right or not).
So now that I had a new encoder I got the machine up and running for a few months. I than decided to replace all the axis ball screw support bearings and rebuild the way lube system. In doing this I discovered the X axis servo was actually full of way lube because the coupling box that joined the servo/coupling/ballscrew was full of way lube because the drain hole was clogged. I pulled the brushes out and they looked fine. I drained the servo and sprayed some brake clean in there to get all the oil out, I do believe we were successful in draining all the oil out of the servo. Being that this is obviously less than ideal we decided to swap this potentially problematic X axis servo/encoder to the Y axis as the Y axis is significantly easier to remove than the X axis should we have any problems in the future.
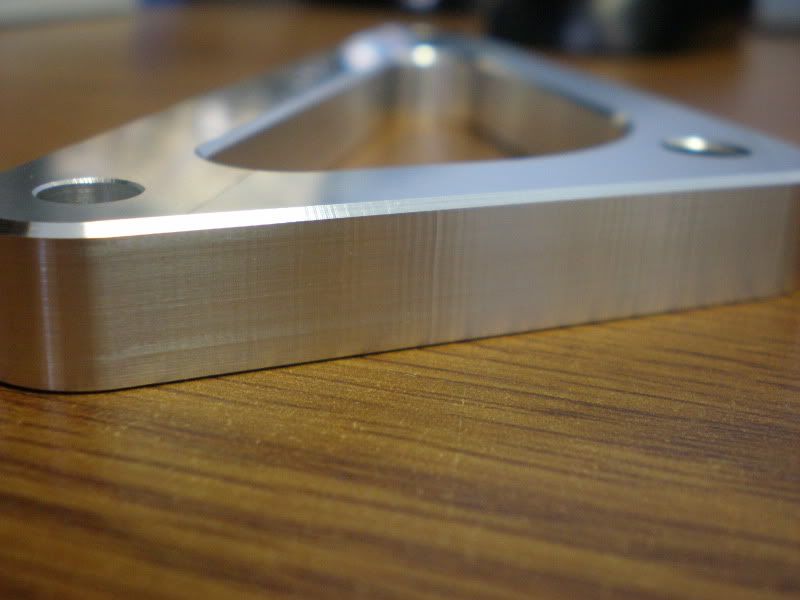
*the problem is that straight X,Y,Z moves leave a perfect finish, as do interpolation and arcs. The problem is when I do a XY movement for angle like a 45*.
Here is an example part, the bottom edge is is a straight x axis move, and the surface finish is great:
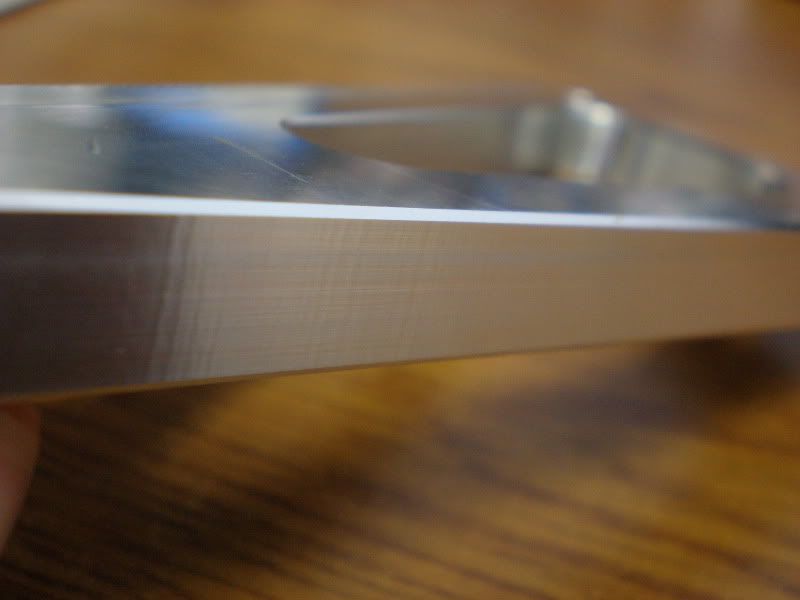
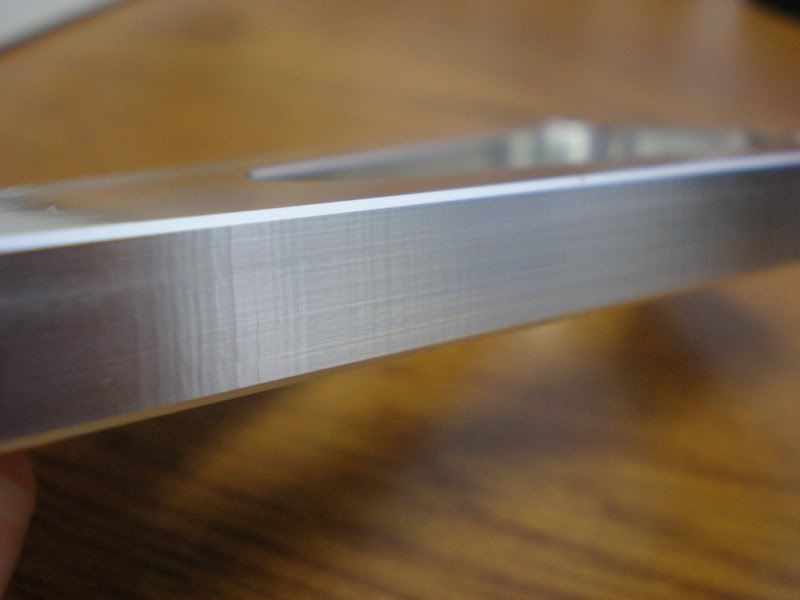
Now the other two edges:
The finish quality does not seem to change with feed rate or spindle speeds, I have tried from 10-70ipm and a wide variety of tooling and tool holders with no luck.
Suggestions?
Thread: Surface finish issues
Results 1 to 20 of 20
-
08-26-2010, 02:38 AM #1
 Registered
Registered
- Join Date
- Sep 2007
- Posts
- 40
Surface finish issues
-
08-26-2010, 03:45 AM #2
Registered
- Join Date
- Jun 2010
- Posts
- 88
How does the ID portion compare in the same angles... Compared to the Profile. Also are you hogging the material out on the 45 angles or is the part saw cut so you only have one side of cutter engaged. Are you performing a finish pass??
-
08-26-2010, 03:58 AM #3
Registered
- Join Date
- Sep 2007
- Posts
- 40
ID and OD profile finishes are the same, yes I am taking finishing passes. There is some sort of motion control problem, I just don't know what.
-
08-26-2010, 05:16 AM #4
Registered
- Join Date
- Aug 2010
- Posts
- 0
Could be scale mismatch, indicating that the servo loop gains need adjustment. Just an educated guess on my part. I'd suggest a ballbar test because that eliminates all the guesswork real quick-like.
Best regards,
ChuckThe Manufacturing Reliquary
http://cmailco.wordpress.com/
-
08-26-2010, 05:40 AM #5
Registered
- Join Date
- Sep 2007
- Posts
- 40
Don't ball bar tests just check interpolation? I've heard that some servo drives have a seperate tuning option for arc or circles, which my machine does fine. Would this still help? Originally Posted by Cmailco
Originally Posted by Cmailco

-
08-26-2010, 06:19 AM #6
Registered
- Join Date
- Aug 2010
- Posts
- 0
Interpolation may look fine to the eye and may 'check' fine with a plug gage check, etc., but very well could be oval at 90º apart. Which is typically what happens in a servo or scale mismatch situation. It may not even show up much in larger interpolations but a technician will typically look for it in a small ~.600 diameter check if it's suspect.
That said, I haven't seen a ballbar check that wouldn't catch servo gain errors yet but there are LOTS of controls out there and I sure as hell haven't seen them all. The Manufacturing Reliquary
The Manufacturing Reliquary
http://cmailco.wordpress.com/
-
08-26-2010, 06:26 AM #7
Registered
- Join Date
- Sep 2007
- Posts
- 40
Originally Posted by Cmailco
Ok, good to know, I'll make some calls about ballbar test tomorrow.
-
08-26-2010, 08:01 AM #8
Registered
- Join Date
- Aug 2010
- Posts
- 0

Post back here and let me know how that goes Dave.
Hope they can get you all straightened out with this issue... I know how frustrating it can be.
Regards,
ChuckThe Manufacturing Reliquary
http://cmailco.wordpress.com/
-
08-26-2010, 06:25 PM #9
Registered
- Join Date
- Sep 2007
- Posts
- 40
I'll be sure to report back. Any indication of what a ballbar test may be worth?
-
08-26-2010, 07:07 PM #10
Registered
- Join Date
- Aug 2010
- Posts
- 0
Last time we had a guy come out, it was $250 + 1.5 hours worth of labor at $90 per hour. I'm sure rates fluctuate area to area and some techs may even charge for travel, so it no doubt varies but I'd venture to say that somewhere between $350-450 is a decent ballpark.
Now, if you can get in good with a machine tool tech who likes to make a little money on the side when he's away from the factory office.... well, those are great to have around! The Manufacturing Reliquary
The Manufacturing Reliquary
http://cmailco.wordpress.com/
-
08-26-2010, 10:09 PM #11
Registered
- Join Date
- Sep 2007
- Posts
- 40
Thanks for the info Chuck.
Does anyone have any insight as to the gibs being a potential problem?
-
08-28-2010, 05:23 AM #12
Registered
- Join Date
- Sep 2007
- Posts
- 40
Ok so I checked the gibs today, they are all in spec as per my matsuura manuals.
I decided to check the brushes on the servos today as well.
I had actually never checked the brushes since I had everything apart last year, I can't believe I never checked the servo that had oil in it especially.
Anyways you can guess which one had some crud on the brushes.
I got that one all cleaned up. I'll check on it again after a week of running.
After all this I called the guys at Matsuura, they said there is no reason to tune the servo drives. They said the problem is likely that the tachometers just need to be cleaned. So I'll do that in the morning. Any suggestions on what I should use to clean the tach?
-
08-28-2010, 05:57 AM #13
Registered
- Join Date
- Aug 2010
- Posts
- 0
A Q-tip and some brake cleaner should work fine. They should be slick as a whistle after that, if there's no pitting or anything. If there is, you can use an ultra-fine stone, then repeat with the Qtip cleaning.
Hey, would be great if that does the trick, cause it could very well be the problem! :cheers:The Manufacturing Reliquary
http://cmailco.wordpress.com/
-
08-28-2010, 09:23 PM #14
Registered
- Join Date
- Sep 2007
- Posts
- 40
I sure hope so! Thanks for all the help Chuck. What do you (and others) make of my encoder situation:
This one is the replacement encoder that resides on the servo that had oil in it, which is not surprisingly the servo that had a lot of dust on the brushes. Where as the other servo's brushes were perfectly clean since they were checked last year.



You can see that this encoder is of a much different construction than the factory one which is pictured below. I was assured by the servo shop I bought this from that it would not be a problem. However when I installed this encoder the axis was going the wrong direction, so I flipped the encoder over and all was good.
Here is the factory unit:



Here are closeups on the replacement, its a bit dusty, I will clean it and the brushes with a Q tip and some brake clean:


And the factory one:


Now I noticed that the brushes are offset in height, the color of the wires going to the positions match up, but the sticker that numbers the leads is different, does this have anything to do with me having to flip over the encoder on the aftermarket unit?

Some advice would be great on this guys, this is all very new to me. Thanks
-
08-28-2010, 09:57 PM #15
Registered
- Join Date
- Sep 2007
- Posts
- 40
Oh I almost forgot, there was also a small m6 washer stuck to the side of the generator on the aftermarket unit, would this be responsible for any problems?
-
08-28-2010, 10:12 PM #16
Registered
- Join Date
- Oct 2004
- Posts
- 38
Hi
Looking at your pictures I would guess the problem is with your spindle and nothing to do with your linear axes at all. Worn or incorrect preload on the bearings would cause this type of surface finish. It is very difficult to diagnose these problems without expensive metrology equipment but I think its worth considering.
Lee
-
08-28-2010, 10:14 PM #17
Registered
- Join Date
- Sep 2007
- Posts
- 40
If it were a problem with the spindle shouldn't I see some of this surface finish issues in arcs, circles, or straight moves? Originally Posted by flannman
I will say the spindle is super quiet.
-
09-24-2010, 10:11 PM #18
Registered
- Join Date
- Jan 2006
- Posts
- 121
Hey,
I want to take this opportunity to warn you and others to take apart a DC servo motor. My collapsed once and 50% of
all people I asked said it was okay to apart but I got hold of a company if magnetizes engines.
They claim to share a DC motor = lose 40% of the force directly.
Now I know that you fix your pulse generator, but it's easy to want to clean and so on ...
But in your case take a look at the servo motor brush.
They dont like oil and normal wear out much faster than the coals in the pulse generator.
It has nothing with your problems to do but you're still there and tinkered
Good luck
-
10-21-2010, 01:50 PM #19
Registered
- Join Date
- Oct 2010
- Posts
- 0
Abtex Deburring & Finishing
You could send us a dozen or so parts and we will determine the best finishing method with our machines and brushes.
Go to Abtex Corporation - Home
-
10-30-2010, 01:52 AM #20
Registered
- Join Date
- Sep 2007
- Posts
- 40
I've purchased another OEM servo and encoder which I should have early next week, fingers crossed this solves my problem.





 Reply With Quote
Reply With QuoteSimilar Threads
-
Surface finish issues on VF3-SS-YT
By flatfnder in forum Haas MillsReplies: 149Last Post: 08-12-2011, 12:14 AM -
Need Help! ASAP surface finish issues
By rough_cut in forum Canadian Club HouseReplies: 15Last Post: 03-25-2010, 03:31 PM -
Milling wax, issues with surface finish..
By srmaietta in forum Jewelry Design SoftwareReplies: 3Last Post: 10-12-2009, 03:41 PM -
Fly Cutter Surface Finish Issues
By DeusExMachina in forum Taig Mills / LathesReplies: 4Last Post: 04-23-2009, 02:37 PM -
Surface Finish Issues Re-visited
By 1ctoolfool in forum Haas MillsReplies: 13Last Post: 12-01-2008, 04:02 AM
