



I'm planning on getting a rotary table to convert into a 4th axis, and am leaning towards the Phase II.
One thing that I cannot find is a measure of the table's backlash. After wasting time and money with the LMS 1810 table, I don't want to repeat my mistake. I am after a quality rotary table, not another project.
I'd like to hear from owners of the Phase II 4" table.
How much backlash does it have?
And does the backlash vary as the table is rotated?
Can it be adjusted to zero backlash?
Are there any problems with the table?
Frederic
Results 1 to 15 of 15
-
02-11-2011, 03:12 PM #1
 Registered
Registered
- Join Date
- Aug 2009
- Posts
- 986
Phase II 4" rotary table backlash.
-
02-11-2011, 03:59 PM #2
Registered
- Join Date
- Apr 2003
- Posts
- 550
I have never seen a rotary table with 0 backlash. Not even sure why it would mater.. I seriously doubt that a phase II would be any better than an LMS....but that is just a guess. Originally Posted by TXFred
Originally Posted by TXFred

How are you using it where backlash is that big an issue...
The back lash varying as the table is rotated doesn't sound to good. That almost sounds as if the center of the gear isn't concentric with the outside.
I have looked at a lot of the import tables and they all seem to be more or less the same quality. In the small ones the Sherline is highly regarded by many.
4" Rotary Table
Garry
-
02-11-2011, 05:33 PM #3
Registered
- Join Date
- Aug 2008
- Posts
- 34
Rotary Table CNC Convertion
Hey Frederic, I have converted small Rotary Tables to CNC and I have been able to get them to have no measurable backlash. The first thing that is needed is to put bearings on the worm shaft which eliminates backlash there. It's the same as the bearings on the X-Y-Z lead-screws. The other thing, especially on the less expensive tables, that needs work is the mating of the worm and worm gear. I found that often, if it was set up properly and when turned it got either tighter or looser. When the worm was "just right" at the looser spot it was too tight at 180 degrees. Sometimes, I was able to "Lap" it in with "TIMESAVERS" lapping compound. The reason I used the "TIMESAVERS" was that it didn't "Charge Up" the worm and gear. I have some rotary tables in my shop that need to be converted and I'll try to post a write up on the conversion. Tex
Photo of the angle adjusting Grizzly Rotary Tables:

Photo of a Sieg (LMS) 4" Rotary Table gashing a worm gear for a lathe thread dial indicator. Note the angle plate under the RT:

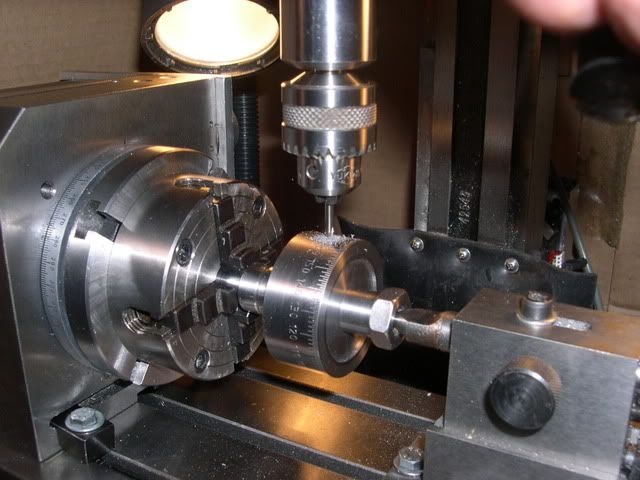
Here, I engraving a micrometer dial for a lathe:
-
02-11-2011, 05:36 PM #4
Gold Member
- Join Date
- Apr 2007
- Posts
- 2580
Tex-va....
Dude those are beautiful!!! PLEASE show us how you made them... I really like the idea of the tilting table grizzly ones, how big are they? 6" ? peace
Pete
-
02-11-2011, 07:17 PM #5
Registered
- Join Date
- Nov 2006
- Posts
- 116
Hey Frederic,
I'm not sure about the Phase II backlash but I would think if your looking for a quality 4" table you might want to look at the sherline 3700CNC Rotary Table. I have one that I use mainly for gear cutting but intend on using it for a 4th axis on my new Mini-Mill. It is a very high quality, all ball bearing, low profile table that is American made and cost about $300 without the stepper. I've managed to adjust mine to eliminate virtually all the backlash with no problem. That Phase II will certainly require lapping of the gears to obtain decent backlash adjustment. I also like the sherline because of it's small size which makes mounting it more flexible, especially on a small machine like the mini-mill. Any way, just a thought...
~Don~
-
02-11-2011, 07:31 PM #6
Member
- Join Date
- Jun 2007
- Posts
- 3757
 How the big boys do it.
How the big boys do it.
They don't worry about backlash, well sort of.
Investigation on a large machine, showed it had a drag brake with sufficient friction to take all cutting loads.
The axis has a shaft resolver, which doesn't suffer backlash.
Now a SERVO motor, using brute force drives the thing to where ever it should be.
As long as the response time is fast enough, there is no apparent backlash.
This is how the big lathes, with positional chuck capabilities get their precision.
They just use, say the 25HP Drive motor (a servo in effect) to move as required, running against the drag brake.
BINGO - No backlash, and no backlash settings.
Achieving this with a stepper motor is rather impractical.
Stepper systems are open loop. Servos are CLOSED loop.
If you can find a CLOSED loop stepper system, then that would be a good way to go.Super X3. 3600rpm. Sheridan 6"x24" Lathe + more. Three ways to fix things: The right way, the other way, and maybe your way, which is possibly a faster wrong way.
-
02-11-2011, 08:15 PM #7
Registered
- Join Date
- Aug 2008
- Posts
- 34
Hey Pete, The tilting table from Grizzly is 4 inch. Here's a link: H7578 4" Rotary Table With Tilting Base . It's of relatively low quality, but can be made to operate well. Originally Posted by pete from TN
First; The obvious thing is the adjust of the angle. I had been making worm gears and being able to adjust the angle to "gash" the gear blanks was desirable.
Second; The CNC conversion had 2 things that were good. The adjustment of the worm on the worm gear was done with a offset or cam type devise which is much better than a set screw forcing the worm into the gear. The other thing that turned out to work well was that gearing was 36 turns for one revolution instead of the usual 72 turns. That meant I used 2:1 pulleys on the stepper which gave me more torque and that made it easier to lap in.
May-be you can see the off set of the worm shaft on the Grizzly RT here in the photo. This one hasn't not had the bearings installed yet.:

The Sieg 4" from LMS is much more robust and also has the cam-type worm adjustment. It's 72 turns to one revolution which would normally be good, but in this case it was twice as many teeth on the worm gear to lap. Also, the gear is cast iron which is much harder that the, "yellowish metal?", bronze/brass of the tilting Grizzly.
I bought one of the Phase II 4" tables that Frederic, "TXFred" who started this thread mentioned. It is made much better that to two above tables and should make a good CNC conversion. It's very smooth and won't need much, if any, lapping. I just haven't gotten around to it yet, I had a problem deciding how to mount the stepper motor but I think I have a better idea now. I'll have to wait and see? The good thing about the Sieg and Grizzly was that mounting of the steppers was much easier. I was thinking of may-be making some to sell so I bought many of the ones that looked promising but thing didn't come together for that. I have 4 Rotary Tables to convert to CNC, one of the Grizzly tilting and 3 of the LMS SIEGs. I will try to document and post the work here. Tex
-
02-11-2011, 08:25 PM #8
Registered
- Join Date
- Aug 2009
- Posts
- 986
I actually had not considered the Sherline. I had it in my head that it was smaller or prohibitively expensive. But the price and size is on par with the others, and since it has hobbed gears, actual bearings, and a readymade stepper mount, it looks good. And the vertical brace is nice too.
Also, American made is a good thing in my opinion.
I think that Sherline is going to get my next paycheck.
TEX-VA: (Texas and Virginia? Me too. Grew up in Charlottesville, moved to Austin.) I like those tables. I have the same LMS table as you. Unfortunately, the LMS table I have is horrid. Even after tuning it and lapping the gears, it would go from 0 to 0.5 degrees of backlash as it rotated. And it was worse before! I even tried to shim the ring gear before I finally gave up on it.
Neil: The 4th axis on the VF-2 at work has an air lock on it. It unlocks before 4th axis moved, and locks again after. So it is rock solid when indexing. It's not too shabby when making 4th axis cuts either.
I've got a spare 281 oz-in motor, so I've got plenty of grunt available. I may look into some sort of friction brake for the Sherline, should there be appreciable backlash.
GMFoster : Why do I want zero backlash on the rotary? CAD/CAM. Unlike manual programming, a good CAM program makes it easy to program all sides of a part in a single operation, using the rotary table axis of rotation as the center of the part.
Then I can just stick metal in the rotary table and let the machine go to work making the part. But this is dependent on the 4th axis being a very rigid setup that can resist large cutting forces. This means good bracing and minimal backlash.
A cheaper table would be fine for gear cutting or similar operations. But when the toolpaths get more complex, the cutting forces will try to rotate the table against the backlash. That can ruin parts and tools.
Cheers,
Frederic
-
02-11-2011, 09:13 PM #9
Member
- Join Date
- Jun 2007
- Posts
- 3757
Frederic,
As a quick fix I use pneumatic clamping. Fixed position is OK for me at the moment.
It plugs into the coolant pump power plug. M8 locks. M9 unlocks.

 Super X3. 3600rpm. Sheridan 6"x24" Lathe + more. Three ways to fix things: The right way, the other way, and maybe your way, which is possibly a faster wrong way.
Super X3. 3600rpm. Sheridan 6"x24" Lathe + more. Three ways to fix things: The right way, the other way, and maybe your way, which is possibly a faster wrong way.
-
02-11-2011, 09:50 PM #10
Registered
- Join Date
- Mar 2005
- Posts
- 335
I personally go for a vertex made table, they have a mt2 taper so they are very easy to clock and the quality is extremely good. i have not done mine yet but my friend had and he did not have any issues out of the box. they are about £20-30 more expensive that the copies but you do get a cert and quality control.

-
02-11-2011, 09:57 PM #11
Registered
- Join Date
- Aug 2008
- Posts
- 34
Rotary Tables
Hey Frederic, - I came from Abilene, Texas to Northern Virginia many years ago. My dad was in the Army and at Camp Barkley during WW II and that's where I started out.
I think the Sherline RT is a good choice, it has the ball bearings built in. I bought a MaxNC mill a while back to try to learn CNC and they sold a Sherline Rotary Table for the 4th axis and I bought one. I thought I had some photos but I can't fine them now, if I do find some, I'll put them up here. Anyway, it worked well and MaxNC had a simple but effective stepper mount. Sherline supplies a 16 tpi by .75 fixture for the center of the table for using a Sherline chuck and I also found this handy. Tex
-
02-11-2011, 10:02 PM #12
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
A few years back I picked a Yuasa on ebay, very cheap, but beautifully made.
Unfortunately I noticed the prices have soared a bit since then, but if you find a deal on one, jump on it.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
02-11-2011, 10:57 PM #13
Gold Member
- Join Date
- Apr 2007
- Posts
- 2580
I can vouch for the Yuasa too...
I used to have a Yuasa Super accra dex 10" indexer spacer and it was an excellent quality unit. I loved it but I gotta say that damn thing was REALLY HEAVY!! Worked a treat tho.... peace
-
02-11-2011, 11:01 PM #14
Community Moderator
- Join Date
- Dec 2003
- Posts
- 24221
Anyone that has been around since 1660 and traded in Broad Axes can't be all bad. Originally Posted by pete from TN
 .
.
Al.CNC, Mechatronics Integration and Custom Machine Design
“Logic will get you from A to B. Imagination will take you everywhere.”
Albert E.
-
02-12-2011, 01:27 AM #15
Registered
- Join Date
- Apr 2003
- Posts
- 550
Also Fred Fowler(?) had a 4 inch one at Cabin Fever that really nice for a few years. Don't know if they still carry it or not...
Garry

 Reply With Quote
Reply With Quote
Similar Threads
-
Backlash free rotary table
By Zoidberg in forum Linear and Rotary MotionReplies: 1026Last Post: 03-16-2022, 09:48 PM -
Rotary Table Backlash
By fc911c in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 04-18-2010, 10:11 AM -
Anyone have a Phase 2 rotary table?
By glengeniii in forum Uncategorised MetalWorking MachinesReplies: 0Last Post: 09-29-2009, 04:24 AM -
Phase II 4" rotary table
By dfurlano in forum Uncategorised MetalWorking MachinesReplies: 2Last Post: 11-08-2008, 10:32 PM -
Typical Backlash on a new Yuasa 8" Rotary Table
By Roy Norris in forum MetalWork DiscussionReplies: 5Last Post: 08-10-2005, 10:33 AM
