



I don't know anything about the scope...but sure sounds smooth to me.
Nice JOB. Looks like it's ready to cut.
Thread: PM-45 CNC Conversion (RF45)
Results 341 to 360 of 874
-
05-03-2012, 06:41 PM #341
 Gold Member
Gold Member
- Join Date
- Jun 2011
- Posts
- 695
-
05-03-2012, 09:11 PM #342
Registered
- Join Date
- Jun 2011
- Posts
- 0

Yeah that's a nice video those servos run very quiet too in comparrison to my steppers even with the digital drivers, and I bet you're glad you're near the end too....all the frustrations are falling into the past......you're almost done
Eoin
-
05-03-2012, 10:31 PM #343
Registered
- Join Date
- Feb 2011
- Posts
- 605
Not nearly done in my mind. I still have some big efforts remaining.
Version 1, with stock head:
- Coolant proofing wires.
- Coolant feed and drain plumbing and wiring.
- Finish motor and table covers.
- Mount and finish control system box.
- Finish welding enclosure frame and adhering panels.
- Finish Z axis limits.
- Mount PC and monitor.
Then with that I have to build a bunch of parts for Version 2 with VFD 3 phase motor.
- Encoders housings.
- Motor mount side plates.
- Motor Mount plate.
- Spindle Pulley.
- Motor Pulley.
- Power Draw Bar parts.
- VFD and spindle wiring.
Seems like a crap load to me. But yeah - it's nice to see some freakin motion.PM-45 CNC conversion built/run/sold.
-
05-03-2012, 11:49 PM #344
Banned
- Join Date
- Mar 2009
- Posts
- 1114
It's nice when you finally can getting it moving for the first time. Looking good!
-
05-04-2012, 01:57 AM #345
Registered
- Join Date
- Jan 2012
- Posts
- 0
Good job man! Nice to see it moving. I can't wait until I get there too, but I also have a laundry list of things to do first

I will definitely be using this thread as a reference once I get done hand scraping and epoxy filling :banana:Chasing tenths is hard...
-
05-07-2012, 07:13 PM #346
Registered
- Join Date
- Dec 2006
- Posts
- 839
Its been a few days sense you updated, hope everything is working out?
I have run into to some odd stuff here at the house. After a few days of testing the A/C mains I have seen a very wide range of voltage readings. Voltage swings from 119v down to 111v. I can just guess how bad this will effect my tuning when I get to loading the system. I will need some cushion on my tunning to acount for this A/C voltage swing.
The best I have got out of the 850 servo's at 70v is around 3000rpm (my A/C mains at there best). This works with 100% stability from day to day, but it is on the bench with no load so I expect it to come in around 2400rpm limit when on the mill. AT 3000rpm with 2/1 belt drive and a 5 pitch screws and 500 count encoders (2000 4 pumped) it gives me 300ipm so I will probably end up with around 250ipm max rapids when its on the mill.
Also at 300ipm it comes down to 100,000hz per second so my SS axis setting ended up at 128khz to work with the needed speed ( anymore waist resolution, any less screws the SS buffers up and it doesnt keep count right). You have to reload Mach & SS driver if setting is ever set to below what is reached(buffer overflow and it cant recover I believe).
With different belt/gear drive for the screw/servo the RPM of the servo, the pulse count per second, or SS settings would not change, only rapid speeds achived would change.
I have experamented with the SS input settings with no effect I can detect. It does seem to run a bit smoother with the highest setting of 4khz, but I can say for sure with only being on the bench. I think this may be more effected by how fast the computor feeding it can handle keeping up. May need to be set lower to keep a good amount of look ahead for the system (the 1khz maybe).
IDk maybe with more voltage these servo's could run higher RPM and the driver keep a lock, but this seems to be the max with the 70v PS and the Gecko's on my system. My system shows no noise oon any of the data lines when checking with a scope. And as far as tunning with the scope I dont have any luck with that, but my scope is not one that saves the wave and you can only get the wave your looking for when you first hit the jog button ( one signal just for a slit second). I can get it to pick it up enough to use it for tunning but its not easy to get the setup working to where you can see it. And even then its so fast its hard to use for tuning.
Also the limit I reached doent have anything to do with the amount of pusles per second the system can handle. The SS seems it would feed much faster like if I had more count on my encoders. The limit appears to be the drivers keeping a lock on the servo. I would think on the bench I should be able to reach close to the 4600rpm limit they are rated at but it seems it may be the votage level used thats keeping it from getting there. ANd at this level of voltage the driver just cant hold a lock beyound this.
So from what I am seeing like if your running 4/1 belt/gear drive with 5 pitch screws ( I cant remember what you have) then around 150ipm is going to be a high limit with the servo's reaching 3000rpm at that point. And my guess is even less will be the true stable point to have some headroom for things changing like the A/C mains or what ever else could effect a system. To have good headroom I woudl expect like 120ipm with a 4 to1 , 180ipm with a 3 to 1, and 240ipm with a 2 to 1 gearing with 5 pitch screws when used with 70vdc on the supply. This would be holding the servo RPM back to around 2400 to 2600rpm to have the headroom for stabilty when things change. WIth the A/C mains at my house changing so much I will have to run around these lines. And I dont have any idea what they are going to do when they get loaded. I am thinking about setting my system up on 220v to help deal with this, all though I dont really know if it will help. As far as amps it will help because it splits the load between two lines, but IDK about the voltage and what it will do.
JessGOD Bless, and prayers for all.
-
05-07-2012, 07:33 PM #347
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
If you're seeing 10% variation in your 120V line voltage, you'll see the same on the 220V. That is a perfectly normal range, and should not cause any problems for the servos. The only time the voltage really matters is when doing rapids, and that is not where your maximum load will be.
FWIW - I have those same motors on my knee mill. With 2.5:1 reducers, I can easily run 350 IPM with 500 line encoders. Increasing encoder resolution is rather pointless, as the mechanical resolution of the machine is FAR less than that. If you're using Gecko G320s, they have a fixed max. following error of 128 counts, so the higher your encoder resolution, the smaller the following error they will tolerate before faulting. The G320X has selectable max. following error. In either case, very high encoder counts are absolutely useless unless the machine itself is capable of very high resolution, which NO hobby machine is.
Similarly, very high rapid speeds are useless, unless you have very high acceleration to match, and no hobby machine is anywhere near stiff enough to be capable of very high acceleration without flopping all over the place.
Regards,
Ray L.
-
05-07-2012, 07:38 PM #348
Registered
- Join Date
- Feb 2011
- Posts
- 605
No work on the mill this weekend. Everything is going good though, no issues found since ESS. I did switch out a gas spring, so I'm running a 100lb on the left and a 50lb on the right. Still need to test the limtis of that and see if it's more balanced now.
My drive ratio is 2:1 on X and Y, and 3.33:1 on Z. The highest I see setting the rapids for X and Y is 200 IPM.PM-45 CNC conversion built/run/sold.
-
05-11-2012, 05:31 PM #349
Registered
- Join Date
- Feb 2011
- Posts
- 605
Well, I made my X Axis table cover, and it didn't turn out as good as I wanted - but I'm just going to move on. I wanted to use some aluminium material that was thick enough to be robust and sturdy. So I used .085" 5052 - which was perfect for the feel I wanted, but I knew it would be at the limits of my HF 36" press brake. The little guy really couldn't budge the material, I ended up using the break as a vise and doing the forming blacksmith style with a 3lb sledge hammer.
I might have my buddy rebuild one for me on his hydraulic brake at a later point.
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
05-18-2012, 05:37 PM #350
Registered
- Join Date
- Feb 2011
- Posts
- 605
Made an order for about $600 worth of TTS stuff, a couple of each size set screw holders, 3 ER20 holders and 4 collets I think, 2 drill chucks and the 3/4" collet. I also grabbed a bunch of coated HSS endmills from Enco to start things off, I think I got all Hertel brand. I'm interested to hear what brands of cutters people are really liking. I'm totally willing to spend money to get good sharp tools that work, once I build a few parts and figure out what I'm doing. I know Pete has spoken highly of Maritool. What else is working well for people?
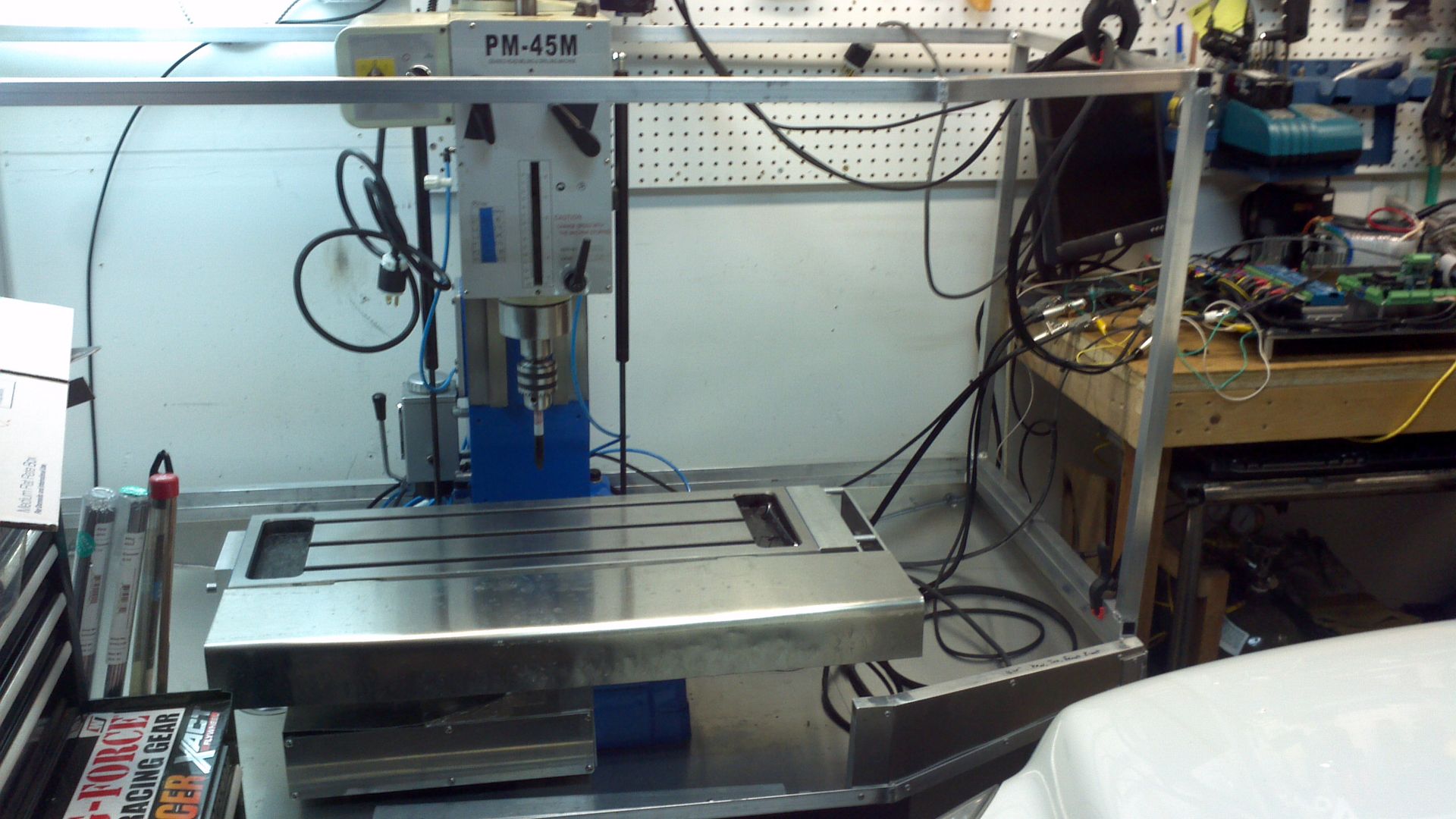
Getting closer. I unsoldered my motor connectors and pulled the wires through rubber hose - which was a pain. So all the cables are now in rubber hose and X, Y and Z limits all work. I was also able to get the electronics plate mounted in the enclosure box and hung on the stand. For now I just cut a large opening in the back of the enclosure box and my first project will be cutting out a connector face plate for all the various connector shapes. I also finished welding the upper frame and riveted the panels in-place.
It feels nice to have my tiny little workbench open again without the controls up there.
So now there are just a few smaller task left to complete before I go at making the connector panel, encoder housings, and some parts for a remote controlled dual wielding flame thrower boat known as death barge.
Control mounted to side.

From afar, getting close.

 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
05-19-2012, 02:02 AM #351
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Hertel is good. Also good are Putnam, Greenfield, ATrax and Accupro. Don't waste your money on the cheap Chinese cutters - they are cr@p! Other than small cutters (1/4" and below), where the extra stiffness helps, don't waste your money on carbide tools for cutting aluminum. You won't have the RPM, power, or rigidity to get enough more out of carbide to justify the ~3X higher cost, and you'll probably end up with a higher MRR with HSS. And HSS tools will last MUCH longer, if you use them properly. I just got done making a whole 33 gal garbage can full of 6061 chips with a single 1/2" HSS 2-flute, and it's still cutting just fine.
-
05-19-2012, 02:38 AM #352
Registered
- Join Date
- Feb 2011
- Posts
- 605
Cool, that was exactly my thinking, I dont have the spindle speed to run carbide. Perhaps after the motor and belt drive it will make sense. I have no plans to waste my time with cheap crap cutters, not worth it.
PM-45 CNC conversion built/run/sold.
-
05-19-2012, 09:16 PM #353
Banned
- Join Date
- Mar 2009
- Posts
- 1114
Hertel is basically all I use. Especially on indexable tooling. I think they are fairly priced and very good cutters.
From what I've seen the cutters that MariTool sells are pretty top notch. I've not used them myself, but they get great reviews.
The machine is looking nice by the way.
-
05-21-2012, 07:46 AM #354
Registered
- Join Date
- Feb 2011
- Posts
- 605
Not much done this weekend, too tired from late nights working on it during the week.
So I relaxed and made some graphics. New offical name of the machine is chipMAKE 5000, or cM5k for short.


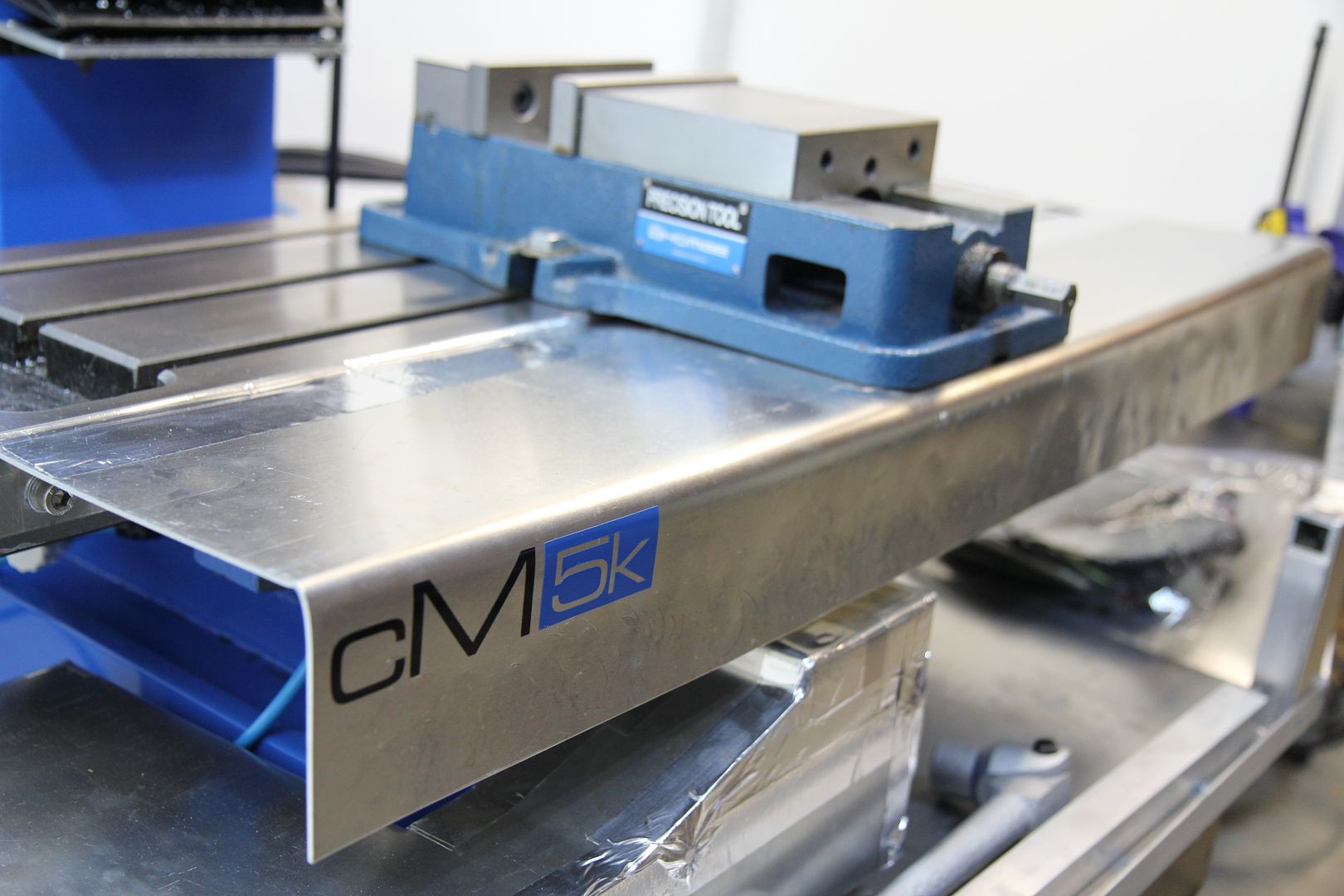 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
05-21-2012, 04:04 PM #355
Gold Member
- Join Date
- Jun 2011
- Posts
- 695
Love the new name. Build progressing nicely.
-
05-21-2012, 04:05 PM #356
Registered
- Join Date
- Sep 2006
- Posts
- 509
Nice graphics - why the bar code on the mill head? The picture wasn't quite clear enough for me to scan it and look it up!
Mike
-
05-21-2012, 05:02 PM #357
Registered
- Join Date
- Feb 2011
- Posts
- 605
That's the logo for my company.
PM-45 CNC conversion built/run/sold.
-
05-22-2012, 03:46 PM #358
Registered
- Join Date
- Jun 2009
- Posts
- 38
Hello, Originally Posted by jid2
Originally Posted by jid2

If you need to bend sheet that is too heavy for a press brake it is pretty easy to make a cheap new v block die that will let you bend thicker material.
All you need to do is get two identical pieces of round bar, bright finish is best and a piece of flat bar, sit the round bar on top of the flat bar, along one edge and weld in a half dozen places, then using a few relatively accurate spacers, I often use production standard nuts of a suitable size.
Space the second bar away from the first, and measure to ensure they are parrallel then weld.
Providing the centre lines of the two bars are further apart than the top edges of the original vee block you will be able to bend thicker material with the same force, it's all about the leverage and for a single use I just sit the new V block on top of the original and bend.
This trick will save wearing you out the 3lb hammer.
Best Regards
Rick
-
05-22-2012, 04:02 PM #359
 Member
Member
- Join Date
- Oct 2008
- Posts
- 1636
Jid2, do you have a picture of your 36" press brake? Mine is home made and I bend 1/4" thick plate all the time, full width. Mine is actually a set of home made dies made to go into my hydraulic press.
Richard
-
05-22-2012, 09:31 PM #360
Registered
- Join Date
- Feb 2011
- Posts
- 605
My brake is standard cheap HF unit.

 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.

 Reply With Quote
Reply With QuoteSimilar Threads
-
Starting another DMM conversion, IH RF45 clone
By ayorba in forum Dmm TechnologyReplies: 0Last Post: 06-08-2014, 02:36 AM -
HM45 Conversion (Yes another RF45 clone)
By slipery in forum Benchtop MachinesReplies: 10Last Post: 12-19-2011, 12:07 AM -
Am I Looking for NOISE trouble (RF45 Conversion)
By Bird_E in forum CNC Machine Related ElectronicsReplies: 6Last Post: 03-30-2011, 07:37 PM -
AC Servo on RF45 Conversion help
By Maglin in forum Servo Motors / DrivesReplies: 5Last Post: 02-23-2011, 03:57 PM -
RF45 clone CNC conversion
By GMitchell in forum Uncategorised MetalWorking MachinesReplies: 9Last Post: 09-08-2009, 05:50 AM
