



How to measure a sloppy spindle ?
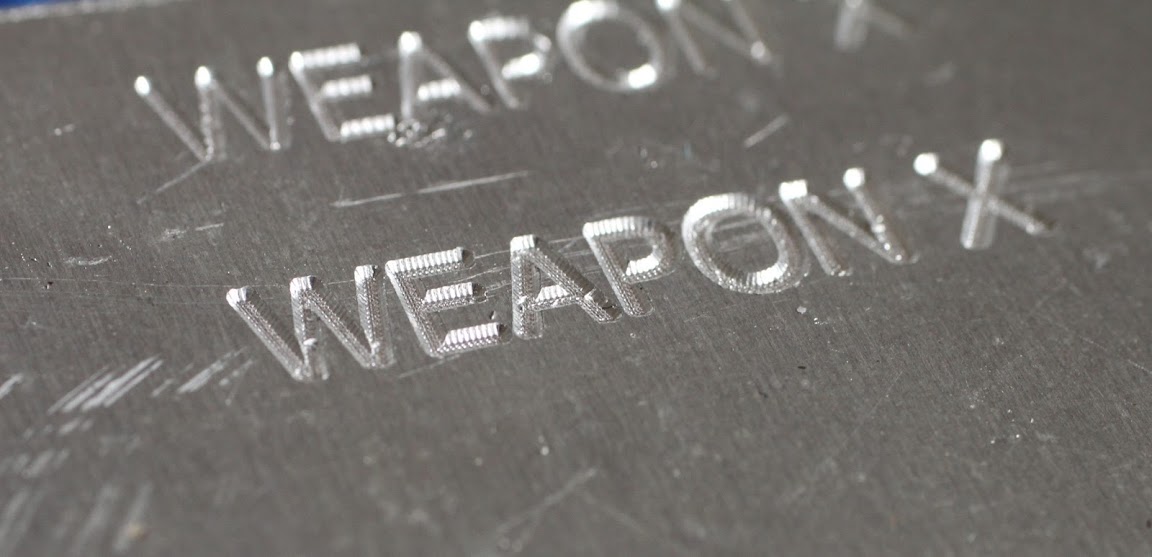
After trying to engrave with very little luck for a nice finish, someone said to check my spindle. I don't think this is the case, but never know. Should I just mount a dial indicator to the inside of my R8, then remove that and test the cavity ?
Looks like another spanner wrench I don't have...
6061-T6
5140 rpm
10 ipm
Climb
pocket mop (3 woc passes)
Thread: Sloppy Spindle
Results 1 to 10 of 10
-
02-25-2011, 05:38 PM #1
 Registered
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Sloppy Spindle
-
02-25-2011, 06:09 PM #2
Registered
- Join Date
- Apr 2006
- Posts
- 439
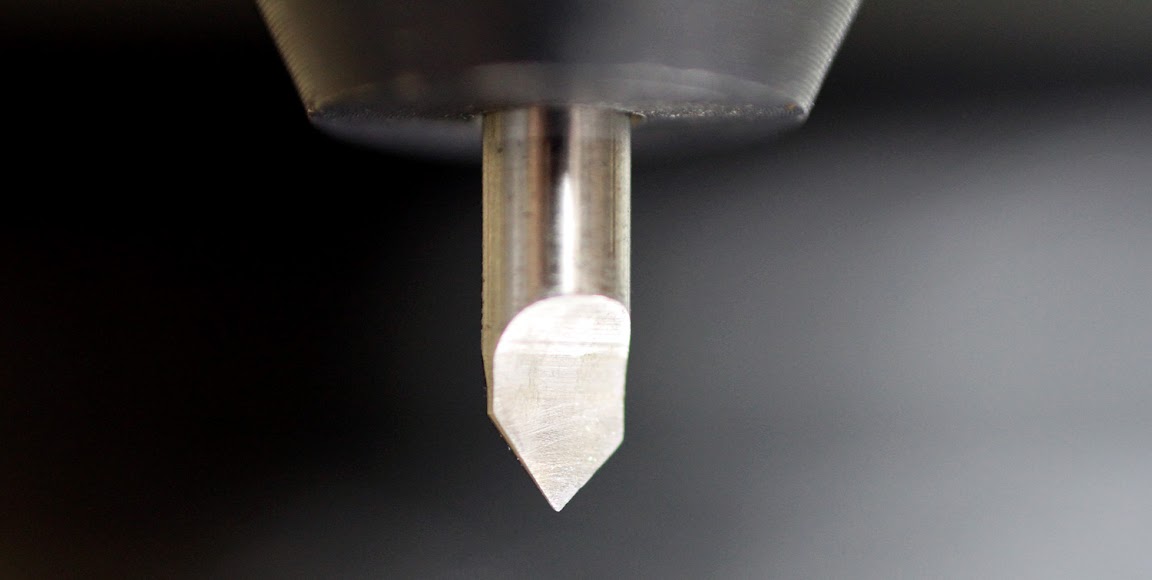
I think it may be your engraving bit.
I use 1/8" NC spot drills that I have thinned the web on with great success. ( 2 flutes )
Your engraver bit has only 1 and if it is not properly clearanced on the bottom and sides it will rub or drag , seriously affecting finish. Or try a tiny endmill.
Scottwww.sdmfabricating.com
-
02-25-2011, 07:21 PM #3
Gold Member
- Join Date
- Apr 2007
- Posts
- 2580
Just a thought....
It looks like you have that cutter setup in a setscrew holder maybe. It has been my experience that you get much better runout in an er collet holder and even then you can play with it to decrease the runout. It looks like your cut kinda reflects that with the jagged walls of the cut. I do a lot of engraving with a .020 tip single flute carbide cutter very similar to that one on my RF45 CNC and I optimized the runout by clocking the collet and holder to get it to run as true as possible. It made a vast difference in the cut quality and finish on the angled walls of the cut. I am running at 6500rpm or so and I usually run a feed of about 15-20 IPM and that seems to work pretty good. The smaller the cutter especially a single flute one the more critical the runout is on it. TINY cutters especially need high quality collets and the best runout figures you can attain for best results, if some are really poor you can even snap the cutter off because it is just basically hammering it on every rotation and when they are this small that is a relatively huge force... good luck and peace
Pete
-
02-25-2011, 10:27 PM #4
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Yes an ER20 should probably be used, this was a test and first time I've engraved on this machine. I ended up with a 8 on a 1 - 10 scale for what I need by reducing a few things.
0.008" target depth
4300 RPMs
15 IPM
Climb
I bought a very nice 1.5hp craftsman 20,000 rpms router for this purpose, just need some time to make a mount. Curious how would the offset work when tool change comes into play (add a height & radius into the tool table) ?
Since we're on the subject can you recommend some cutters (brand name, style cutter, diameter, etc..) Or a link will do. Don't know much about engravers, but I'm sure if I keep at it I'll end up with something decent. :0 Thanks again guys !
-
02-25-2011, 11:56 PM #5
Gold Member
- Join Date
- Jun 2006
- Posts
- 2512
10 ipm at 5,000 rpm is 0.002" feed per rev. with an average cutter diameter of nominally 0.008" thats a feed equal to 25% of the cutter diameter. So this gives 2 problems with a single lip cutter
1) The tool is potentially advancing faster than the relief angle is relieving.
2) Each ripple in the cut represents a bite from the single cutting edge every 0.002".
Slow the feed to 2.5 ipm and see what you get.
Just a couple of thoughts
Phil
-
02-25-2011, 11:59 PM #6
Registered
- Join Date
- Dec 2009
- Posts
- 121
I've found that a 1/16 ball nose end mill works charms at .008 depth of cut. Hope this helps.
Jake Mestre
-
02-26-2011, 06:49 PM #7
Registered
- Join Date
- Jul 2007
- Posts
- 438
 Originally Posted by philbur
Originally Posted by philbur

yep. i'd slow that feed way down. i do my engraving at 4500 rpm (my max rpm), 1.75 to 2.5 ipm using half round engraving bit like that. it's painfully slow to watch but it gets it done.
-
03-02-2011, 07:45 AM #8
Registered
- Join Date
- Feb 2007
- Posts
- 1538
Yes your feed looks too fast - have you tried slower..? A quick test for the spindle is to mount an indicator on the diameter of a smooth portion of a cutter shank or mount a dowell - and rack the spindle back and forward - and up and down via the pulley - you should not get any slop.
-
03-04-2011, 03:20 AM #9
Registered
- Join Date
- Feb 2008
- Posts
- 176
feed and depth
How deep do you go with the first pass?
IMHO it is not the spindle but feed and depth. Looks to me that the 1-flute engraver is vibrating because it is being pushed. I would increase the number of flutes. Try a 2 or better 4 flute V-groove cutter, small diameter.
something like
Engraving Mill Drill Tools for chamfering, engraving, countersinking and spot drilling made of solid carbide
or cheaper for test purposes, they have all kind of diameters:
Enco - Guaranteed Lowest Prices on Machinery, Tools and Shop Supplies
Part of the problem is that you did not try to engrave "Tormach", but you knew that already
benji
-
03-04-2011, 06:59 AM #10
Registered
- Join Date
- Feb 2007
- Posts
- 1041
"Part of the problem is that you did not try to engrave "Tormach", but you knew that already"
LOL...
Yes I tested the spindle several ways, all clear there. Probably should have labeled it differently, I knew it wasn't the machine Tormach rocks !
Thanks for the links. Yes the best engraving I was able to get with the speeds I was hoping for was with the melin 1/8 mill/drill. I love these cutters, but thought maybe I could get a shaper looking letter with the engraving tool.
Guys thanks for all of the help!




 Reply With Quote
Reply With QuoteSimilar Threads
-
Seig X3 sloppy Z-axis, owners please chime in
By iandh in forum Benchtop MachinesReplies: 28Last Post: 04-14-2013, 04:52 PM -
Very sloppy linear bearings on Z axis, Please Help!!
By Ranscon in forum Linear and Rotary MotionReplies: 11Last Post: 11-11-2010, 02:19 AM -
Metric Collets gripping inch tools: too sloppy?
By Frogblender in forum Community Club HouseReplies: 4Last Post: 07-10-2009, 05:14 AM -
Sloppy Geometry - PLEASE HELP!!
By NardisAmps in forum OneCNCReplies: 4Last Post: 05-19-2008, 08:39 AM -
My nuts were sloppy
By monte55 in forum DIY CNC Router Table MachinesReplies: 6Last Post: 03-06-2007, 04:01 PM
